预制杯套标装置的制作方法
1.本实用新型涉及食品生产设备,尤其涉及一种预制杯套标装置。
背景技术:
2.目前,市场上售卖的凝固型预制杯产品(如:老酸奶以及勺吃酸奶等),其要求在消费者撕开杯子封口处的杯膜时,里面的内容物表面依然保持平整,否则影响产品口感及消费者的食用体验。
3.现阶段,由于预制杯的直径由上至下逐渐缩小,预制杯在套标(即:向预制杯的外壁上套设标签)过程中需要将杯体倒立,然后进行套标以及对标签的热收缩处理,在此过程中的存在以下缺点:
4.一、杯体倒立时,杯子封口处的杯膜会与传送链条直接发生接触,链条容易对杯膜造成摩擦损坏,降低成品率,增加生产成本;
5.二、由于通常凝固型内容物(如:酸奶)需要一定的凝固时间,在流水化的生产线上不能进行晃动、倒置,否则无法正常内容物在杯体内的保型和凝固,而现行套标方式会导致内容物由于重力的原因掉到杯膜上,进而使得内容物的表面被破坏,影响产品的质量以及消费者的食用体验。
6.针对相关技术中预制杯在套标过程易对杯膜以及内容物的表面造成损坏的问题,目前尚未给出有效的解决方案。
7.由此,本发明人凭借多年从事相关行业的经验与实践,提出一种预制杯套标装置,以克服现有技术的缺陷。
技术实现要素:
8.本实用新型的目的在于提供一种预制杯套标装置,在传送链条上预设有杯模,首先将标签套设于杯模上,然后再将标签移位至预制杯,之后进行热收缩,预制杯正立状态即可进行套标操作,结构简单、便于操作,保证良好的产品质量以及消费者的食用体验。
9.本实用新型的目的可采用下列技术方案来实现:
10.本实用新型提供了一种预制杯套标装置,所述预制杯套标装置包括传送链条,所述传送链条上设置有随所述传送链条移动的多个杯模,所述传送链条的上方沿所述传送链条的传送方向依次设置有将标签套设于所述杯模上的套标机以及至少一个预制杯产品,位于与所述预制杯产品在竖直方向上相对的所述杯模的下方设置有将所述杯模上的所述标签推移至对应的所述预制杯产品上的标签移位装置。
11.在本实用新型的一较佳实施方式中,所述杯模为柱状结构,所述杯模的一端固定于所述传送链条上,且所述杯模的直径由靠近所述传送链条至远离所述传送链条方向逐渐减小。
12.在本实用新型的一较佳实施方式中,所述杯模靠近所述传送链条一端的直径大于所述预制杯产品的底部直径。
13.在本实用新型的一较佳实施方式中,所述预制杯套标装置还包括将套设于所述杯模上的所述标签进行定位的标签纠正装置,所述标签纠正装置设置于所述传送链条的上方且位于所述套标机与所述预制杯产品之间;
14.所述标签纠正装置包括第一气缸和沿水平方向设置的推板,所述第一气缸的活塞杆沿竖直方向向下伸出,所述推板的顶面与所述第一气缸的活塞杆的底端连接。
15.在本实用新型的一较佳实施方式中,所述标签移位装置包括第二气缸和沿竖直方向设置的推杆,所述第二气缸的活塞杆沿竖直方向向上伸出,所述推杆的底端与所述第二气缸的活塞杆的顶端连接,所述杯模的外壁上沿竖直方向开设有移位导向槽,所述移位导向槽内滑设有移位滑块,所述推杆的顶端能与所述移位滑块的底部相抵接,以推动所述移位滑块沿所述移位导向槽向上移动。
16.在本实用新型的一较佳实施方式中,所述预制杯套标装置还包括蒸汽喷射装置,所述蒸汽喷射装置为沿竖直方向设置的、两端开口的筒状结构,所述蒸汽喷射装置上开设有与所述蒸汽喷射装置的内部相连通的多个蒸汽喷射孔,所述蒸汽喷射装置罩设于所述预制杯产品的外侧,各所述蒸汽喷射孔分别与对应的蒸汽输送管路连接。
17.在本实用新型的一较佳实施方式中,所述预制杯套标装置还包括杯模吹干装置,所述杯模吹干装置为沿竖直方向设置的、两端开口的筒状结构,所述杯模吹干装置上开设有与所述杯模吹干装置的内部相连通的多个吹风孔,所述杯模吹干装置罩设于位于所述标签移位装置下游的所述杯模的外侧,各所述吹风孔分别与对应的输风管路连接。
18.在本实用新型的一较佳实施方式中,所述传送链条为环形链条,各所述杯模沿所述传送链条的周向连续且间隔地设置于所述传送链条的外表面。
19.在本实用新型的一较佳实施方式中,所述传送链条连接于主动轮与从动轮之间,所述主动轮的轮轴与驱动电机的输出轴连接。
20.由上所述,本实用新型的预制杯套标装置的特点及优点是:通过杯模对标签进行预套设以及传送,再将标签移送至预制杯产品上,预制杯产品不会与传送链条发生接触,避免了传送链条对预制杯产品开口处的杯膜造成磨损,提高成品的完好率,降低产品的损坏成本以及食用时的投诉风险;另外,整个套标过程预制杯产品始终保持正立状态,内容物的表面能够保存完好,提高产品质量以及消费者的食用体验。
附图说明
21.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
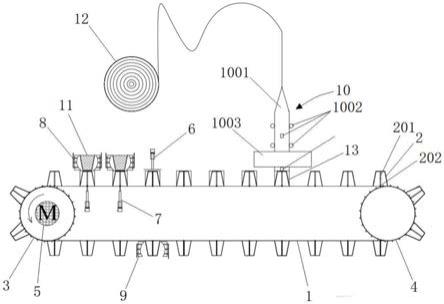
22.图1:为本实用新型预制杯套标装置的结构示意图。
23.图2:为本实用新型预制杯套标装置中标签纠正装置的结构示意图。
24.图3:为本实用新型预制杯套标装置中标签移位装置的结构示意图。
25.图4:为本实用新型预制杯套标装置中蒸汽喷射装置的结构示意图。
26.图5:为本实用新型预制杯套标装置中杯模吹干装置的结构示意图。
27.本实用新型中的附图标号为:
28.1、传送链条;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、杯模;
29.201、移位导向槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202、移位滑块;
30.3、主动轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4、从动轮;
31.5、驱动电机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、标签纠正装置;
32.601、第一气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
602、推板;
33.7、标签移位装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
701、第二气缸;
34.702、推杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、蒸汽喷射装置;
35.801、蒸汽喷射孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、杯模吹干装置;
36.901、吹风孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10、套标机;
37.1001、套标机中心柱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1002、扶标轮;
38.1003、切刀;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1004、射标轮;
39.11、预制杯产品;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、标签卷;
40.13、标签。
具体实施方式
41.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图说明本实用新型的具体实施方式。
42.实施方式一
43.如图1所示,本实用新型提供了一种预制杯套标装置,该预制杯套标装置包括传送链条1,传送链条1上设置有随传送链条1移动的多个杯模2,传送链条1的上方沿传送链条1的传送方向依次设置有将标签13套设于杯模2上的套标机10以及至少一个预制杯产品11,位于与预制杯产品11在竖直方向上相对的杯模2的下方设置有标签移位装置7,通过标签移位装置7将杯模2上的标签13向上推移至对应的预制杯产品11上,以使标签13套设于预制杯产品11的外部。
44.本实用新型在传送链条1上设置有能够随传送链条1移动的多个杯模2,在传送链条1的上方沿传送链条1的传送方向依次设置有套标机10以及预制杯产品11,预制杯产品11的下方设置有标签移位装置7;当杯模2随传送链条1移动至套标机10的下方时,套标机10完成对标签13的剪切以及粘贴成环状的操作后将标签13套设于杯模2的外部,套设有标签13的杯模2随传送链条1继续移动;当杯模2移动至标签移位装置7的上方时,标签移位装置7推动杯模2上的标签13向上移动,使标签13套设于位于杯模2上方的预制杯产品11的外部,通过杯模2对标签13进行预套设以及传送,再将标签13移送至预制杯产品11上,在此过程中预制杯产品11不会与传送链条1发生接触,避免了传送链条1对预制杯产品11开口处的杯膜造成磨损,提高成品的完好率,降低产品的损坏成本以及食用时的投诉风险;另外,整个套标过程预制杯产品11始终保持正立状态,预制杯产品11内部的内容物的表面能够保存完好,提高产品质量以及消费者的食用体验。
45.进一步的,如图1所示,杯模2为圆柱状结构,杯模2的一端固定于传送链条1上,杯模2的另一端向远离传送链条1方向延伸,杯模2的直径由靠近传送链条1至远离传送链条1方向逐渐减小,杯模2靠近传送链条1一端的直径大于预制杯产品11的底部直径。杯模2的形状与倒置的预制杯产品11的形状相同,以使套设于杯模2上的标签13能够顺利移位至预制杯产品11上,保证套标的顺利进行。
46.在本实用新型的一个可选实施例中,如图1所示,传送链条1为环形链条,各杯模2
沿传送链条1的周向连续且间隔地设置于传送链条1的外表面,在传送链条1传送过程中,位于传送链条1上的杯模2可循环使用。
47.进一步的,如图1所示,传送链条1连接于主动轮3与从动轮4之间(即:传送链条1的一端套设于主动轮3上,传送链条1的另一端套设于从动轮4上),主动轮3的轮轴与驱动电机5的输出轴连接,通过驱动电机5为主动轮3提供动力,通过主动轮3与从动轮4相配合带动传送链条1完成传送动作。
48.在本实用新型的一个可选实施例中,如图1、图2所示,预制杯套标装置还包括标签纠正装置6,标签纠正装置6设置于传送链条1的上方且位于套标机10与预制杯产品11之间,通过标签纠正装置6将杯模2上未套设于预设标准位置的标签13进行位置纠正,进而对标签13在杯模2上的位置进行定位。
49.进一步的,如图2所述,标签纠正装置6包括第一气缸601和沿水平方向设置的推板602,第一气缸601的活塞杆沿竖直方向向下伸出,推板602的顶面与第一气缸601的活塞杆的底端连接。通过第一气缸601的活塞杆带动推板602向下移动,推板602的底面与标签13的顶部边缘相抵接,以使标签13在推板602的压力作用下向下移动至标签13的顶部边缘与杯模2的顶部相平齐,从而将套设位置过高的标签13全部归位至杯模2上,提高下一向预制杯产品11上套标的准确性和完好性。
50.在本实用新型的一个可选实施例中,如图1、图3所示,标签移位装置7包括第二气缸701和沿竖直方向设置的推杆702,第二气缸701的活塞杆沿竖直方向向上伸出,推杆702的底端与第二气缸701的活塞杆的顶端连接,杯模2的外壁上沿竖直方向开设有移位导向槽201,移位导向槽201内滑设有移位滑块202,套设于杯模2上的标签13的底部边缘与移位滑块202的顶部相抵接。通过第二气缸701的活塞杆带动推杆702向上移动,推杆702的顶端与移位滑块202的底部相抵接,以推动移位滑块202沿移位导向槽201向上移动,进而通过移位滑块202推动标签13向上移动,将标签13套设于上方的预制杯产品11的外部,完成对标签13的移位,整个过程中,位于杯模2上方的预制杯产品11始终处于正立状态。
51.在本实用新型的一个可选实施例中,如图1、图4所示,预制杯套标装置还包括蒸汽喷射装置8,蒸汽喷射装置8为沿竖直方向设置的、两端开口的圆筒状结构,蒸汽喷射装置8上开设有与蒸汽喷射装置8的内部相连通的多个蒸汽喷射孔801,各蒸汽喷射孔801在蒸汽喷射装置8上均匀分布,蒸汽喷射装置8罩设于预制杯产品11的外侧,各蒸汽喷射孔801分别与对应的蒸汽输送管路连接。在将标签13套设于预制杯产品11的外部之后,通过蒸汽输送管路向蒸汽喷射装置8上的各蒸汽喷射孔801中注入蒸汽,以使标签13受热收缩贴紧于预制杯产品11的外壁上,保证标签13稳固套设于预制杯产品11上,完成套标工序。
52.在本实用新型的一个可选实施例中,如图1、图5所示,预制杯套标装置还包括杯模吹干装置9,杯模吹干装置9为沿竖直方向设置的、两端开口的圆筒状结构,杯模吹干装置9设置于传送链条1的下方,杯模吹干装置9上开设有与杯模吹干装置9的内部相连通的多个吹风孔901,各吹风孔901在杯模吹干装置9上均匀分布,杯模吹干装置9罩设于位于标签移位装置7下游的杯模2(即:经过标签移位装置7取下标签13后的杯模2)的外侧,各吹风孔901分别与对应的输风管路连接。将标签13从杯模2上取下后,在对标签13进行蒸汽热收缩的过程中,会有蒸汽冷凝水掉落至杯模2的外壁上,此时,通过输风管路向杯模吹干装置9上的各吹风孔901中注入压缩空气,从而能够将附着于杯模2外壁上的蒸汽冷凝水进行吹干处理,
防止由于杯模2的外壁上有水使得标签13与杯模2的外壁相粘接,避免套标不畅或者无法套标的情况出现。
53.在本实用新型的一个可选实施例中,如图1所示,套标机10包括套标机中心柱1001和切刀1003,切刀1003用于将标签13切割成预设长度,套标机中心柱1001的外壁上设置有多对扶标轮1002,套标机中心柱1001的底部设置有射标轮1004切刀1003位于射标轮1004的上方。
54.进一步的,套标机10上设置有摄像头,通过摄像头可实时采集标签13的位置图像,确保标签13顺利通过各扶标轮1002的引导、输送和理正,保证套标的准确性。
55.进一步的,标签13可采用但不限于pe(聚乙烯)材料制成,由标签13缠绕成的标签卷12预先设置于标签机架上,标签机架上设置有驱动标签卷12转动的伺服电机,标签机架与套标机10之间设置有张紧机构(为现有结构),将标签卷12上的标签13拉直后在引入到套标机10中。
56.实施方式二
57.本实用新型的预制杯套标装置在工作过程中,包括如下步骤:
58.步骤s1:套标机10将标签13套设于移动至其下方的各杯模2的外部;
59.步骤s2:套设有标签13的各杯模2随传送链条1依次移动至标签移位装置7的上方;
60.步骤s3:标签移位装置7推动位于杯模2上的标签13,以使标签13向上移动并套设于位于杯模2上方的预制杯产品11的外部。
61.进一步的,在步骤s1之前,还包括将标签卷12设置于标签机架上,启动驱动电机5带动传送链条1对各杯模2进行传送。
62.进一步的,在步骤s1之后且步骤s2之前,还包括当杯模2移动至标签纠正装置6的下方时,标签纠正装置6的推板602向下移动并与标签13的顶部边缘抵接,以将推动标签13下移至其顶部边缘与杯模2的顶部相平齐。
63.进一步的,在步骤s3之后,还包括步骤s4:蒸汽喷射装置8罩设于预制杯产品11的外侧,通过蒸汽输送管路向蒸汽喷射装置8上的各蒸汽喷射孔801中注入蒸汽,以使标签13受热收缩贴紧于预制杯产品11的外壁上。其中,蒸汽的温度为95℃至100℃。
64.进一步的,步骤s4之后,还包括步骤s5:当杯模2移动至杯模吹干装置9所对应的位置时,杯模吹干装置9罩设于杯模2的外侧,通过输风管路向杯模吹干装置9上的各吹风孔901中注入压缩空气,以将步骤s4中附着于杯模2外壁上的蒸汽冷凝水吹干,吹干后的杯模2循环进入步骤s1。其中,压缩空气的风压为0.5bar至5bar。
65.本实用新型的预制杯套标装置的具体工作过程为:
66.把预置的标签卷12放置于标签机架上,通过伺服电机驱动标签卷12转动,并通过张紧机构将标签13传递到套标机中心柱1001上,经过摄像头对标签13的位置进行校正,通过多对扶标轮1002对标签13进行引导、输送以及理正处理,之后,经过切刀1003把标签13切割成规定尺寸的单个标签13,之后通过射标轮1004将标签13套设于杯模2上,杯模2随传送链条1同步移动;当杯模2移动至标签纠正装置6的下方时,标签纠正装置6对标签13的顶部边缘进行下压,对杯模2上标签13的位置进行调整,提高下一个套标工位的套标准确度及完好性;当套设有标签13的杯模2随传送链条1移动至标签移位装置7的上方时,与传送链条1在水平方向相垂直的预制杯链板将预制杯产品11传送至杯模2的正上方,通过标签移位装
置7推动杯模2上的标签13上移至预制杯产品11上,使标签13套设于预制杯产品11的外部,然后通过蒸汽喷射装置8向预制杯产品11喷射95℃至100℃的蒸汽,实现标签13的瞬时收缩,以使标签13稳固套设于预制杯产品11的外壁上;然后,杯模2随传送链条1继续传送至杯模吹干装置9所在位置,杯模吹干装置9向杯模2的外表面喷射0.5bar至5bar的压缩空气,以将标签13受热收缩过程中掉落到杯模2上蒸汽冷凝水进行吹干处理,防止由于杯模2上面含有蒸汽冷凝水使得标签13与杯模2相粘合,使得套标不畅或无法套标的情况发生,吹干后的杯模2可继续随传送链条1移动,循环进行套标作业。
67.本实用新型的预制杯套标装置的特点及优点是:
68.一、该预制杯套标装置通过杯模2对标签13进行预套设以及传送,再将标签13移送至预制杯产品11上,在此过程中预制杯产品11不会与传送链条1发生接触,避免了传送链条1对预制杯产品11开口处的杯膜造成磨损,提高成品的完好率,降低产品的损坏成本以及食用时的投诉风险。
69.二、该预制杯套标装置在进行套标的整个过程中,预制杯产品11始终保持正立状态,预制杯产品11内部的内容物的表面能够保存完好,提高产品质量以及消费者的食用体验。
70.三、该预制杯套标装置中,可通过标签纠正装置6对未套设于预设标准位置的标签13进行位置纠正,进而对标签13在杯模2上的位置进行定位,提高下一向预制杯产品11上套标的准确性和完好性。
71.四、该预制杯套标装置中,可通过蒸汽喷射装置8对套设于预制杯产品11上的标签13进行加热,以使标签13受热收缩贴紧于预制杯产品11的外壁上,提高标签13在预制杯产品11上的牢固程度。
72.五、该预制杯套标装置中,可通过杯模吹干装置9将附着于杯模2外壁上的蒸汽冷凝水进行吹干处理,防止由于杯模2的外壁上有水使得标签13与杯模2的外壁相粘接,避免套标不畅或者无法套标的情况出现,使得杯模2能够循环使用。
73.以上所述仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作出的等同变化与修改,均应属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1