一种新型自动化氯气仓库的制作方法
1.本实用新型涉及氯化反应和存储领域,特别是涉及一种使用氯气钢瓶进行氯化反应并存储的新型自动化氯气仓库。
背景技术:
2.为了保证氯气钢瓶的安全性,不允许在露天存放,也不允许使用可燃材料搭设存放货架以及用超过两层的货架存放钢瓶,即使在仓库内存放液氯钢瓶,大量的钢瓶和连接钢瓶与液氯出口的管道也容易发生泄漏,以至于发生严重的安全事故。
3.传统的氯气仓库是一般是在普通仓库的地面上存放一定数量的氯气钢瓶,这种仓库存储量较小、空间的利用率很低,由于无检测点或监测点很少,当氯气泄漏时,不能及时准确地判定出氯气泄漏的位置,需要人员去查看和人工搬运处理钢瓶,危险性极大大,钢瓶入库、出库以及转移位置都需要人工搬运,劳动强度大、效率低。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种能够采用专用运输车在仓库内纵向和横向运输分配钢瓶的新型自动化氯气仓库。
5.本实用新型采用的技术方案是:一种新型自动化氯气仓库,包括库房、货架以及货架之间的货位,库房分成重瓶区、空瓶区、汽化区以及设置在库房一侧的库门,在库房中间沿长度方向设置母车轨道,在库房沿宽度方向设置多条与母车轨道垂直的子车轨道,还包括可在母车轨道上运动的母车以及可活动地设置在母车之上并在母车之上和子车轨道上运动用来运送钢瓶的子车,在库房内设置有毒气体报警器。
6.本实用新型一种优选的实施方式是,在重瓶区的母车轨道两侧分别设置6个货架,6个货架之间形成5个货位区,每个货位区内设置4
‑
5个货位;在空瓶区的母车轨道两侧分别设置6个货架,6个货架之间形成5个货位区,每个货位区内设置4
‑
5个货位。
7.本实用新型一种优选的实施方式是,与库门相对的子车轨道具有延伸到库门之外的延伸段。
8.本实用新型一种优选的实施方式是,子车轨道高于母车轨道并与母车上表面平齐。
9.本实用新型一种优选的实施方式是,所述母车包括车架、位于车架底部的母车轮和车架上表面的子车限位轨道。
10.本实用新型一种优选的实施方式是,所述子车包括子车车体和设置在子车车体底部的子车轮。
11.本实用新型一种优选的实施方式是,还包括设置在库门外侧的碱水池。
12.本实用新型一种优选的实施方式是,在库门外侧设有行吊。
13.本实用新型一种优选的实施方式是,在重瓶区与空瓶区之间、空瓶区与汽化区分别设置隔墙。
14.本实用新型一种优选的实施方式是,所述自动化氯气仓库采用plc程序控制器控制。
15.本实用新型的有益效果为:将仓库分为重瓶区、空瓶区和汽化区三个功能区,分别存放未使用的氯气钢瓶、使用过的氯气钢瓶和正在使用的氯气钢瓶,分区合理、空间利用率较高。采用子母车和子母轨道,能够迅速快捷地将不同类型的钢瓶运送到适当的货位。设置有毒气体报警器和plc程序控制器并在仓库外面设有碱水池,当氯气泄漏时有毒气体报警器会报警,仓库内的子母车可以将泄漏的钢瓶运至碱水池中,保障氯气仓库的安全。
附图说明
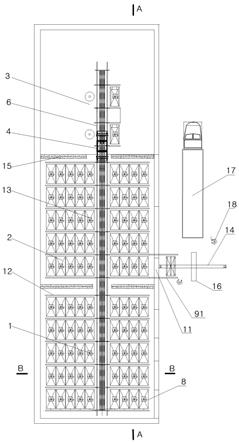
16.图1为本实用新型一种实施方式的氯气仓库俯视示意图;
17.图2为沿图1a
‑
a部的剖面旋转90度示意图;
18.图3为沿图1b
‑
b部的剖面示意图;
19.图4为母车结构示意图。
20.图中标号表示:1
‑
重瓶区、2
‑
空瓶区、3
‑
汽化区、4
‑
母车、5
‑
子车、6
‑
母车轨道、7
‑
钢瓶、8
‑
有毒气体报警器、9
‑
子车轨道、10
‑
库房、11
‑
库门、12
‑
货架、13
‑
货位、14
‑
行吊、15
‑
隔墙、16
‑
碱水池、17
‑
气瓶车、18
‑
操作人员、41
‑
车架、42
‑
母车轮、43
‑
子车限位轨道、51
‑
子车车体、52
‑
子车轮、91
‑
延伸段。
具体实施方式
21.为使本技术领域人员更加清楚和明确本实用新型的技术方案,下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
22.请参阅图1
‑
图4所示,新型自动化氯气仓库,包括库房10,库房分成重瓶区1、空瓶区2和汽化区3,在重瓶区与空瓶区之间、空瓶区与汽化区分别设置隔墙15。重瓶区1和空瓶区2内设置货架12,在重瓶区的母车轨道两侧可以分别设置6个货架,6个货架之间形成5个货位区,每个货位区内设置4
‑
5个货位13;在空瓶区的母车轨道两侧可以分别设置6个货架,6个货架之间形成5个货位区,每个货位区内设置4
‑
5个货位,在货架上部可以设置用来固定的横拉梁。在库房中间沿长度方向设置母车轨道6,在库房沿宽度方向设置多条与母车轨道6垂直的子车轨道9,还包括可在母车轨道上运动的母车4以及可活动地设置在母车之上并在母车之上和子车轨道上运动用来运送钢瓶的子车5,子车和母车构成子母车,钢瓶7放置在子车之上,子车轨道高于母车轨道并与母车上表面平齐,子车通过母车之上的子车限位轨道43与子车轨道对齐,自母车之上进入与母车轨道垂直的子车轨道。在库房一侧设置库门11,在库门外侧设有行吊14,与库门相对的子车轨道具有延伸到库门之外的延伸段91。
23.所述母车包括车架41、位于车架底部的母车轮42和车架上表面的子车限位轨道43。所述子车包括子车车体51和设置在子车车体底部的子车轮52。
24.在库门的外侧设置碱水池16。在库房内设置有毒气体报警器8,所述自动化氯气仓库采用plc程序控制器控制,程序控制器具有漏气识别、货位位置识别、母车和子车启停控制等功能。
25.工作流程说明:
26.1.入库:氯气瓶经气瓶车17由操作人员18卸货至母车之上的子车上,由子母车运
至空货架处,再由子车运至空货位处,放置完毕后子车再返回母车上;子母车继续去运输下一瓶液氯,如此循环操作,直至全部卸车完毕。
27.2.液氯用空后的关阀和拆管:当液氯气化室中的液氯钢瓶用空后,由操作人员将连接此空瓶管线的相关阀门关闭,并关闭液氯钢瓶上的出气阀,拆下与钢瓶连接的铜管,然后子母车进行下一步换瓶操作。
28.3.换瓶:子母车直接开到要更换的液氯空瓶处,由子车将液氯空瓶运至母车上,子母车将空瓶运至空货架处,由子车运至空货位处,放置完毕,子车再返回母车上;子母车移动至要运的货位货架处,由子车将液氯重瓶运至母车上;子母车移动至刚运走的空瓶的货架处,由子车将重瓶运至货位处,放置完毕,子车再返回母车上,子母车移动至规定位置待命。
29.4.危险检测及处理:库中按照规定设检测装置,并在子母车上分别设置移动检测器,当检测到氯气泄漏时,子母车移动至要运的货位货架处,由子车将液氯重瓶运至母车上;子母车移动至指定的货架处,由子车将重瓶运至碱水池的位置进行碱处理。
30.以上所述,仅为本实用新型进一步的实施例,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型所公开的范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1