一种产品包装辅助装置的制作方法
1.本实用新型涉及产品包装技术领域,尤其涉及一种产品包装辅助装置。
背景技术:
2.各种产品生产好后,最后的整机包装是必经的工序。产品整机包装好后,投放到市场上进行销售。产品整机包装是将产品、保修卡、说明书等打包密封于包装盒中。例如在生产手机、平板中,在整机包装中,需要将手机、平板的保修卡、说明书等配件一起包装。
3.目前,手机、平板的保修卡、说明书等配件在包装的时候,主要是通过人工手动捡取、点数的方式来取纸质配件。这种操作方式耗费人力,效率低,易出错。
技术实现要素:
4.本实用新型的目的是提供一种产品包装辅助装置,节省人力,效率高,防止出错。
5.本实用新型公开了一种产品包装辅助装置,包括机架、若干个取件机构和容置机构。所述取件机构安装在所述机架上。所述容置机构安装在所述机架上,并位于所述取件机构下方。其中,所述容置机构上设置有若干个容置槽位,所述容置槽与所述取件机构数量相同,且一一对应设置;所述容置槽位用于放置产品包装配件,所述取件机构用于将所述容置槽位内放置的产品包装配件取出。
6.可选的,所述取件机构上设置有传感器,所述传感器用于检测所述取件机构上是否有产品包装配件,若所述取件机构上无产品包装配件,所述取件机构从所述容置槽位内重新取出产品包装配件。
7.可选的,所述取件机构包括气缸、用于将所述容置槽位内放置的产品包装配件取出的取件结构;所述气缸安装在所述机架上,所述取件结构与所述气缸的活塞杆连接;所述气缸推动所述取件结构下移至所述容置槽位内取出产品包装配件。
8.可选的,所述取件结构包括安装组件和吸嘴,所述安装组件与所述气缸的活塞杆连接,所述吸嘴安装在所述安装组件上;所述吸嘴靠近所述容置槽位的一端用于吸取所述容置槽位内的产品包装配件,另一端连接气管。
9.可选的,所述安装组件包括上板、下板和连接杆;所述上板与所述气缸的活塞杆连接,所述下板与所述连接杆连接,所述上板位于所述下板的上方,所述吸嘴的两端分别安装在所述上板和所述下板上。
10.可选的,所述下板上设置有传感器,所述传感器用于检测所述取件机构上是否有产品包装配件,若所述取件机构上无产品包装配件,所述取件机构从所述容置槽位内重新取出产品包装配件。
11.可选的,所述取件机构有三个,对应的,所述容置槽位有三个。
12.可选的,三个所述取件机构并排设置,对应的,三个所述容置槽位并排设置。
13.可选的,所述产品包装辅助装置包括中间继电器,所述中间继电器设置在所述机架中所述中间继电器用于控制三个所述取件机构同步取出所述容置槽位内的产品包装配
件。
14.可选的,所述产品包装辅助装置包括稳压阀;所述稳压阀设置在所述机架上,并与所述气缸连通,用于稳定所述气缸的压力。
15.本实用新型的产品包装辅助装置,通过所述取件机构取出所述容置槽位中的产品包装配件,取出后,操作人员直接从所述取件机构上取下产品包装配件,直接和对应产品一起包装入包装盒,省去人工手动捡取、点数的步骤,不容易出错,且节省人力,效率高。并且,本实用新型的产品包装辅助装置,所述容置槽位位于所述取件机构的下方,且数量与所述取件机构相同并一一对应设置,取件机构之间下移至所述容纳槽位中取件,取出产品包装配件后,操作人员直接拿取即可,整个过程步骤简单不繁琐、整个产品包装辅助装置结构简单不复杂,就解决了人工手动捡取、点数这一方式导致的耗费人力,效率低,易出错的问题,设备成本低,效果好。
附图说明
16.所包括的附图用来提供对本实用新型实施例的进一步的理解,其构成了说明书的一部分,用于例示本实用新型的实施方式,并与文字描述一起来阐释本实用新型的原理。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。在附图中:
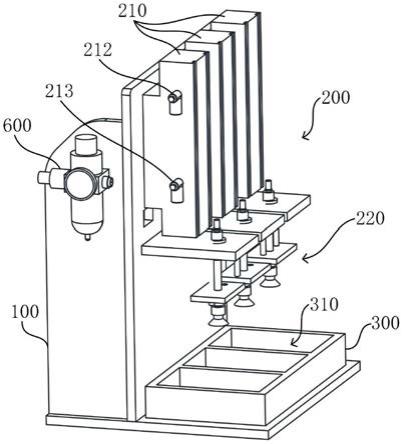
17.图1是本实用新型实施例产品包装辅助装置的侧视图;
18.图2是本实用新型实施例产品包装辅助装置的后视图;
19.图3是本实用新型实施例产品包装辅助装置的另一侧视图;
20.图4是图3中a部分的局部放大图;
21.图5是本实用新型实施例产品包装辅助装置的正视图;
22.图6是本实用新型实施例产品包装辅助装置的俯视图。
23.其中,100、机架;200、取件机构;210、气缸;211、活塞杆;212、进气阀;213、出气阀;220、取件结构;221、安装组件;221a、上板;221b、下板;221c、连接杆;222、吸嘴;222a、吸头;300、容置机构;310、容置槽位;400、传感器;500、中间继电器;600、稳压阀。
具体实施方式
24.需要理解的是,这里所使用的术语、公开的具体结构和功能细节,仅仅是为了描述具体实施例,是代表性的,但是本实用新型可以通过许多替换形式来具体实现,不应被解释成仅受限于这里所阐述的实施例。
25.下面参考附图和可选的实施例对本实用新型作详细说明。
26.如图1和图2所示,作为本实用新型的一实施例,公开了一种产品包装辅助装置,包括机架100、若干个取件机构200和容置机构300。所述取件机构200安装在所述机架100上。所述容置机构300安装在所述机架100上,并位于所述取件机构200下方。其中,所述容置机构300上设置有若干个容置槽位310,所述容置槽与所述取件机构200数量相同,且一一对应设置;所述容置槽位310用于放置产品包装配件,所述取件机构200用于将所述容置槽位310内放置的产品包装配件取出。
27.本实用新型的产品包装辅助装置,通过所述取件机构200取出所述容置槽位310中
的产品包装配件,取出后,操作人员直接从所述取件机构200上取下产品包装配件,直接和对应产品一起包装入包装盒,省去人工手动捡取、点数的步骤,不容易出错,且节省人力,效率高。并且,本实用新型的产品包装辅助装置,所述容置槽位310位于所述取件机构200的下方,且数量与所述取件机构200相同并一一对应设置,取件机构200之间下移至所述容纳槽位中取件,取出产品包装配件后,操作人员直接拿取即可,整个过程步骤简单不繁琐、整个产品包装辅助装置结构简单不复杂,就解决了人工手动捡取、点数这一方式导致的耗费人力,效率低,易出错的问题,设备成本低,效果好。
28.本实用新型的产品包装配件例如为说明书、保修卡等,产品包装辅助装置可以应用于各种产品生产加工场景中,例如手机、平板、耳机、电饭煲等,只要是需要人工手动捡取、点数产品包装配件的都是可以适用本实用新型的产品包装辅助装置。
29.所述取件机构200可以是一个、两个、三个,甚至更多个。所述容置机构300上的所述容置槽位310对应取件机构200设置相同的数量。例如所述取件机构200有两个的时候,所述容置槽位310也设置为两个,且与所述取件机构200一一对应。而所述取件机构200和所述容置槽位310具体的设置数量,可以根据实际情况确定。例如,产品包装配件有两种,则所述取件机构200和所述容置槽位310分别设置两个;产品包装配件有三种,则所述取件机构200和所述容置槽位310分别设置三个。
30.具体地,如图3和图4所示,所述取件机构200上设置有传感器400,所述传感器400用于检测所述取件机构200上是否有产品包装配件,若所述取件机构200上无产品包装配件,所述取件机构200从所述容置槽位310内重新取出产品包装配件。在本方案中,所述传感器400用于判断所述取件机构200上的产品包装配件是否被操作人员取下,以便判断是否执行下一动作。例如当所述传感器400检测到所述取件机构200上没有产品包装配件的时候,则所述取件机构200重新执行从所述容置槽位310内取出产品包装配件的动作,如此往复。
31.优选地,所述传感器400为红外传感器400。当所述取件机构200上有产品包装配件的时候,所述红外传感器400被遮挡住,此时可以判断出所述取件机构200上有产品包装配件;当所述取件机构200上没有产品包装配件的时候,所述红外传感器400没有被遮挡住,此时可以判断出所述取件机构200上没有产品包装配件。根据以上判断,取件机构200做出相应的反应,例如判断出所述取件机构200上有产品包装配件,所述取件机构200不动作,而是静默等待所述取件机构200上的产品包装配件被取走;判断出所述取件机构200上没有产品包装配件,所述取件机构200重新执行从所述容置槽位310内取出产品包装配件的动作。
32.所述传感器400载所述取件机构200的具体位置可以根据实际情况设置,只要所述传感器400可以检测到所述取件机构200是否有产品包装配件即可。
33.具体地,如图1所示,所述取件机构200包括气缸210、用于将所述容置槽位310内放置的产品包装配件取出的取件结构220;所述气缸210安装在所述机架100上,所述取件结构220与所述气缸210的活塞杆211连接;所述气缸210推动所述取件结构220下移至所述容置槽位310内取出产品包装配件。在本方案中,通过气缸210推动所述取件结构220下移,结构简单,行程和速度便于控制。例如,有些操作人员的动作较快,此时,可以通过调节气缸210气流大小,使得活塞杆211的伸缩速度加快,从而加快取出产品包装配件的速度,以适应动作较快的操作人员。有些操作人员的动作较慢,此时,可以通过调节气缸210气流大小,使得活塞杆211的伸缩速度加快,从而降低取出产品包装配件的速度,以适应动作较慢的操作人
员。
34.具体地,如图4所示,所述取件结构220包括安装组件221和吸嘴222,所述安装组件221与所述气缸210的活塞杆211连接,所述吸嘴222安装在所述安装组件221上;所述吸嘴222靠近所述容置槽位310的一端用于吸取所述容置槽位310内的产品包装配件,另一端连接气管。在本方案中,通过所述吸嘴222吸附的方式,将所述容置槽位310中的产品包装配件取出,所述吸嘴222吸附的方式简单高效,尤其适用于说明书、保修卡等纸质产品包装配件,并且每次吸附一片,吸附也牢固,更加不容易出错。
35.更具体地,如图4所示,所述吸嘴222靠近所述容置槽位310的端部可以设置吸头222a,吸头222a的材质可以是橡胶,吸附的效果更好。吸头222a的形状可以是呈喇叭形的,吸附的效果更好。
36.进一步地,如图4和图5所示,所述安装组件221包括上板211a、下板211b和连接杆211c;所述上板211a与所述气缸210的活塞杆211连接,所述下板211b与所述连接杆211c连接,所述上板211a位于所述下板211b的上方,所述吸嘴222的两端分别安装在所述上板211a和所述下板211b上。所述吸嘴222作为需要连接气管产生负压以及吸取产品包装配件的部件,有一定的受力,容易晃动。同时,气缸210在上下移动的过程中,所述吸嘴222也容易晃动。在本方案中,通过所述上板211a和所述下板211b固定住所述吸嘴222的两端,同时通过所述连接杆211c将所述上板211a和所述下板211b连接,固定牢固,不管是在移动过程中,还是在负压吸附的过程中,所述吸嘴222都不容易晃动,吸附稳定,吸附效果好。
37.对于所述传感器400的具体设置位置,如图4所示,所述传感器400设置在所述下板211b上,即所述下板211b上设置有传感器400,所述传感器400用于检测所述取件机构200上是否有产品包装配件,若所述取件机构200上无产品包装配件,所述取件机构200从所述容置槽位310内重新取出产品包装配件。在本方案中,所述传感器400用于判断所述取件机构200上的产品包装配件是否被操作人员取下,以便判断是否执行下一动作。例如当所述传感器400检测到所述取件机构200上没有产品包装配件的时候,则所述取件机构200重新执行从所述容置槽位310内取出产品包装配件的动作,如此往复。所述传感器400设置在所述下板211b上,所述下板211b是最靠近被取出的产品包装配件的,方便所述传感器400检测所述取件机构200上是否有产品包装配件。
38.优选地,所述传感器400为红外传感器400。当所述取件机构200上有产品包装配件的时候,所述红外传感器400被遮挡住,此时可以判断出所述取件机构200上有产品包装配件;当所述取件机构200上没有产品包装配件的时候,所述红外传感器400没有被遮挡住,此时可以判断出所述取件机构200上没有产品包装配件。根据以上判断,取件机构200做出相应的反应,例如判断出所述取件机构200上有产品包装配件,所述取件机构200不动作,而是静默等待所述取件机构200上的产品包装配件被取走;判断出所述取件机构200上没有产品包装配件,所述取件机构200重新执行从所述容置槽位310内取出产品包装配件的动作。
39.所述取件机构200有三个,对应的,所述容置槽位310有三个。三个所述容置槽位310皆可以分别放置说明书、保修卡等。具体地,三个所述取件机构200并排设置,对应的,三个所述容置槽位310并排设置,方便操作人员取下所述取件机构200上的产品包装配件。
40.如图6所示,所述产品包装辅助装置包括中间继电器500,所述中间继电器500设置在所述机架100中所述中间继电器500用于控制三个所述取件机构200同步取出所述容置槽
位310内的产品包装配件。所述取件机构200同步执行动作,产品包装辅助装置的控制简单,也方便操作人员依次取下产品包装配件,效率高。
41.如图1所示,所述产品包装辅助装置包括稳压阀600;所述稳压阀600设置在所述机架100上,并与所述气缸210连通,用于稳定所述气缸210的压力,使得产品包装辅助装置更稳定。所述气缸210上还设置有用于进气的进气阀212和用于出气的出气阀213。
42.以上内容是结合具体的可选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1