奶粉箱集装系统的制作方法
1.本实用新型属于装箱运输技术领域,涉及一种集装系统,具体地说是一种奶粉箱集装系统。
背景技术:
2.奶粉在罐装后,进行封口处理,然后将罐装奶粉通过机械爪自动装到一个奶粉箱中,如果使机械爪夹持奶粉罐的罐盖,容易将其损坏,因此,只能使奶粉罐倒立,用机械爪夹持奶粉罐的底部,使奶粉罐的罐盖朝下进行封箱。
3.现有技术中,在对奶粉箱打包时,先将奶粉罐按照规定的数量通过装箱机放置在奶粉箱中,为了追溯奶粉的根源,通过贴标机在奶粉箱上贴上与奶粉箱中每个奶粉罐相关联的二维码,如果一个奶粉箱中的一罐奶粉出现质量问题,能将相应的奶粉箱中其他的奶粉罐查找出来,装箱完成后,称重封箱,然后输送到需要码垛的位置。
4.由于流水作业,奶粉箱会被生产线带到集装的位置,工人在搬运时,也只是将奶粉箱搬运到运输车上,不会翻转奶粉箱,因此,奶粉罐的罐盖会一直朝下存放。上述方式会使奶粉罐中的奶粉倒在罐盖上,粘在罐盖上的奶粉容易受潮结块,影响奶粉的质量。且在售卖时,售货员需要将奶粉罐一罐一罐的摆正,费时费力。同时,奶粉罐与奶粉箱相互关联,追溯的范围较小,如果产生大批量不合格的奶粉,追溯的源头范围小。
技术实现要素:
5.为解决现有技术中存在的以上不足,本实用新型旨在提供一种奶粉箱集装系统,以达到奶粉箱在生产线自动翻箱,使罐盖朝下的奶粉罐朝上,便于后期存放的目的。
6.为实现上述目的,本实用新型所采用的技术方案如下:一种奶粉箱集装系统,包括运输装置和依次设置在运输装置上的装箱机、用于在奶粉箱上粘贴罐与箱关联的二维码的第一贴标机、用于称重的检重秤、用于给奶粉箱封口的封箱机和用于将奶粉箱打包成垛的码垛机,其特征在于:所述封箱机和码垛机之间设有翻箱机。
7.作为对本实用新型的限定:所述翻箱机和码垛机之间设有第二贴标机,用于在垛上粘贴箱与垛关联的二维码。
8.作为对本实用新型翻箱机的限定:所述翻箱机包括安装架,还包括用于输送奶粉箱的输送装置、用于将输送装置上的奶粉箱翻转的翻转装置、用于控制翻转装置动作的控制装置,所述翻转装置包括转动连接于安装架上的转轴和用于控制转轴转动的第一驱动装置,所述转轴横跨在输送装置上方,所述转轴上固设有用于夹持奶粉箱的夹持装置。
9.作为对本实用新型翻箱机的进一步限定:所述夹持装置包括固设于转轴上的第一固定板、第二固定板、设于第一固定板上的第一夹紧气缸、设于第二固定板上的第二夹紧气缸,所述第一夹紧气缸和第二夹紧气缸相对设置,且两者的伸缩杆上均固设有与奶粉箱贴合的夹持板。
10.作为对本实用新型翻箱机的再进一步限定:所述夹持板上固设有防止划伤奶粉箱
的硅胶垫。
11.作为对本实用新型翻箱机的更进一步限定:所述控制装置包括第一光电开关和第二光电开关,所述第一光电开关和第二光电开关分别设置在转轴的两侧,用于检测奶粉箱翻转前和翻转后的位置。
12.作为对本实用新型翻箱机的另一种的限定:所述输送装置包括转动辊、套接于转动辊上的第一链板、套接于转动辊上的第二链板和用于驱动转动辊转动的第二驱动装置,所述第一链板和第二链板之间设有缝隙。
13.作为对本实用新型翻箱机的再进一步的进一步限定:所述第一链板和第二链板之间设有防止连箱的拨动装置。
14.作为对本实用新型的翻箱机的再进一步限定:所述拨动装置包括设于第一链板和第二链板之间的顶起气缸,所述安装架上设置有检测奶粉箱是否连箱的第三光电开关。
15.作为对本实用新型的翻箱机第三种限定:所述输送装置的两侧设有用于防止奶粉箱运行偏离的导向杆。
16.由于采用了上述技术方案,本实用新型与现有技术相比,所取得的有益效果在于:
17.(1)本实用新型在将奶粉箱输送到码垛的位置之前,通过翻箱机将奶粉箱中倒放的奶粉罐翻转成朝上的位置,保证奶粉罐的罐盖朝上,不会使奶粉粘在罐盖上,在生产线上自动将奶粉箱翻转过来,自动化程度,节省人力物力,使奶粉罐中奶粉不易受潮结块,奶粉的质量;
18.(2)本实用新型在码垛机对奶粉箱码垛之前,在成垛的外包装上贴上奶粉箱与垛之间相互关联的二维码,增加奶粉追溯源头的范围,使奶粉的质量更有保障;
19.(3)本实用新型的夹持装置能将生产线上的奶粉箱夹住,通过转轴,使奶粉箱翻转,使奶粉箱中奶粉罐的罐盖朝上,自动化程度高,无需人工翻转,省时省力,不会使存放过程中的奶粉受潮结块,保证奶粉的质量;
20.(4)本实用新型通过第一夹紧气缸和第二夹紧气缸将奶粉箱夹紧,动作灵敏,易于控制,夹紧力度大,不会返松;
21.(5)本实用新型夹持板上的硅胶垫能起到缓冲的作用,防止夹持板在与奶粉箱接触时,将奶粉箱划伤;
22.(6)本实用新型使用光电开关进行奶粉箱位置的检测,精准度高,信号传递快;
23.(7)本实用新型利用链板输送奶粉箱,牢固结实,不会返松,摩擦损失小,使用寿命长;
24.(8)本实用新型拨动装置能将连箱的奶粉箱向上顶起,使两个奶粉箱之间产生输送时间差,防止链板上的奶粉箱堵塞;
25.(9)本实用新型的导向杆能防止奶粉箱在链板上偏离输送的位置。
26.综上所述,本实用新型整个生产线的自动化程度高,能自动将奶粉箱中奶粉罐的罐盖朝上放置,避免奶粉在罐盖的位置结块,使用寿命长,翻转精度高,适用于所有箱体集装的生产线。
附图说明
27.下面结合附图及具体实施例对本实用新型作更进一步详细说明。
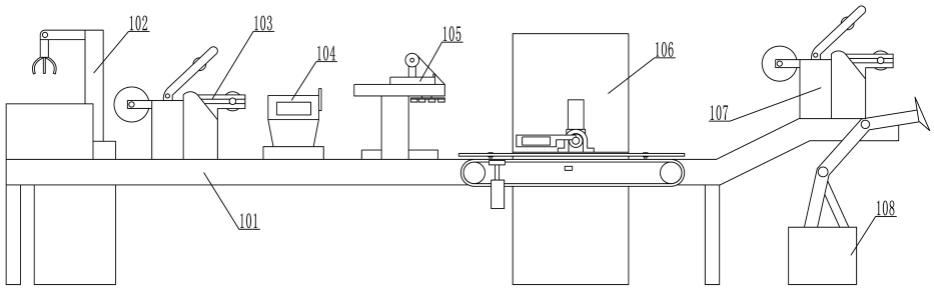
28.图1为本实用新型实施例的左视结构示意图;
29.图2为本实用新型实施例翻箱机106的透视结构示意图;
30.图3为本实用新型实施例翻箱机106的左视结构示意图;
31.图4为本实用新型实施例翻箱机106的俯视结构示意图。
32.图中:101-运输装置,102-装箱机,103-第一贴标机,104-检重秤,105-封箱机,106-翻箱机,107-第二贴标机,108-码垛机,1-安装架,2-输送装置,21-转动辊,22-第一链板,23-第一链板,3-翻转装置,31-转轴,32-第一驱动装置,4-夹持装置,41-第一固定板,42-第二固定板,43-第一夹紧气缸,44-第二夹紧气缸,5-夹持板,6-第一光电开关,7-第二光电开关,8-第三光电开关,9-顶起气缸,10-推动块,11-导向杆,12-护板,13-夹子,14-奶粉箱,15-硅胶垫。
具体实施方式
33.以下结合附图对本实用新型的优选实施例进行说明。应当理解,此处所描述的奶粉箱集装系统为优选实施例,仅用于说明和解释本实用新型,并不构成对本实用新型的限制。
34.实施例奶粉箱集装系统
35.本实施例如图1-图4所示,一种奶粉箱集装系统,如图1所示,包括运输装置101和依次设置在运输装置101上的装箱机102、第一贴标机103、检重秤104、封箱机105、翻箱机106、第二贴标机107和码垛机108。
36.所述运输装置101采用现有技术,即生产车间中的流水作业线,用于输送奶粉箱14,所述运输装置101的尾部不断升高,并高于其头部的位置,用于将奶粉箱14抬高到较高的位置,便于码垛。所述装箱机102用于将固定数量的奶粉罐放在一个奶粉箱14中,所述装箱机102采用现有技术,通过机械手将六罐奶粉罐放在一个奶粉箱14中,由于机械手不能夹持易损坏的奶粉罐罐盖,因此只能将奶粉罐倒立放置,使机械手夹持奶粉罐的罐底,将奶粉罐倒立放置在奶粉箱14中。
37.所述第一贴标机103采用现有技术,在装箱机102将奶粉罐放置到奶粉箱14后,第一贴标机103会将六罐奶粉罐上的二维码相互关联,并产生一个新的二维码贴在奶粉箱14上,一旦这个奶粉箱14中的任意一罐奶粉产生质量问题,就能追溯其他五罐奶粉的下落,便于查找。
38.所述检重秤104和封箱机105采用现有技术,用于称重,重量符合要求的奶粉箱14会被封箱机105的开口封住。
39.所述封箱机105之后设有翻箱机106,所述翻箱机106将运输装置101分为两部分,所述翻箱机106之后的运输装置101不断升高,将翻箱后的奶粉箱14输送到较高的位置,便于码垛,装到集装车上。
40.所述翻箱机106包括安装架1,还包括用于输送奶粉箱14的输送装置2、用于将输送装置2上的奶粉箱14翻转的翻转装置3、用于控制翻转装置3动作的控制装置,所述安装架1为“门”型结构,所述输送装置2穿过安装架1,用于承接完成封装的奶粉箱14,所述翻转装置3横跨在输送装置2上,翻转时,先将奶粉箱14夹住,然后将奶粉箱14做180度旋转,使奶粉箱14中奶粉罐的罐盖朝上。
41.所述翻转装置3包括转动连接于安装架1上的转轴31和用于控制转轴31转动的第一驱动装置32,所述转轴31横跨在输送装置2上方,所述转轴31上固设有用于夹持奶粉箱14的夹持装置4,所述夹持装置4能随着转轴31翻转180度。
42.所述夹持装置4包括固设于转轴31上的第一固定板41、第二固定板42、设于第一固定板41上的第一夹紧气缸43、设于第二固定板42上的第二夹紧气缸44,所述第一固定板41和第二固定板42分开设置,两者之间设有用于放置奶粉箱14的间距,所述第一固定板41和第二固定板42上均设有方形的通孔,所述第一固定板41和第二固定板42向外弯折形成安装板,本实施例所述的向外为向远离输送装置2的一方,第一固定板41的安装板上用于放置第一夹紧气缸43,第二固定板42的安装板上用于放置第二夹紧气缸44,所述第一夹紧气缸43和第二夹紧气缸44相对设置,两者的伸缩杆在弹出时,相对运动。所述第一夹紧气缸43和第二夹紧气缸44的伸缩杆上均固设有与奶粉箱14贴合的夹持板5,所述夹持板5为方形,能自由伸出方形的通孔,两个夹持板5上均固设有防止划伤奶粉箱14的硅胶垫15。
43.所述控制装置包括设于安装架1上的第一光电开关6和第二光电开关7,所述第一光电开关6和第二光电开关7分别设置在转轴31的两侧,用于检测奶粉箱14翻转前和翻转后的位置,第一光电开关6的检测信号用于控制第一夹紧气缸43和第二夹紧气缸44将奶粉箱14夹紧,当转轴31带动奶粉箱14翻转180度时,第二光电开关7的检测到翻转后的奶粉箱14,用于控制第一夹紧气缸43和第二夹紧气缸44将奶粉箱14放开。
44.所述输送装置2包括转动辊21、套接于转动辊21上的第一链板22、套接于转动辊21上的第二链板23和用于驱动转动辊21转动的第二驱动装置,所述转动辊21上设置有齿轮,能与第一链板22和第二链板23上的链扣相配合,第二驱动装置带动转动辊21转动,使第一链板22和第二链板23转动,达到输送奶粉箱14的目的。所述第一链板22和第二链板23分开设置,使两者之间设有缝隙,用于安装拨动装置。
45.所述拨动装置安装在第一链板22和第二链板23之间的缝隙处,用于将奶粉箱14向上顶起,防止连箱。所述拨动装置包括顶起气缸9,所述顶起气缸9垂直设置在第一链板22和第二链板23之间,所述顶起气缸9的伸缩杆上固设有推动块10,所述推动块10在没有发生连箱的情况下隐藏在第一链板22和第二链板23的下方,不影响奶粉箱14的正常输送。所述安装架1上设置有检测奶粉箱14是否连箱的第三光电开关8,正常情况下一个奶粉箱14通过第三光电开关8的时间是三秒,当三秒过后,仍检测到奶粉箱14时,则证明两个奶粉箱14连箱,由于故障,两个奶粉箱14前后贴紧时,顶起气缸9的伸缩杆弹出,使推动块10将后面的奶粉箱14向上顶起,使两个相邻的奶粉箱14产生时间差,保证前一个奶粉箱14被翻转后,能准确将后面的奶粉箱14夹持住。
46.所述输送装置2的两侧设有用于防止奶粉箱14运行偏离的导向杆11,所述第一链板22和第二链板23的两侧设置有护板12,用于保护两侧,防止输送过程中产生安全事故,所述护板12上固设有立柱,所述立柱上固设有夹子13,所述导向杆11用夹子13夹住,设置在两侧。
47.所述翻箱机106之后设置第二贴标机107,所述第二贴标机107采用现有技术,在奶粉箱14码垛之前,将奶粉箱14上的二维码相互关联,生成一个新的二维码,贴在垛的外包装上,如果某一垛中的某一罐奶粉出现质量问题,可以追溯相应的一垛奶粉,增加追回的范围,及时止损。最后通过码垛机108将奶粉箱14放置成便于运输的垛。
48.使用本实施例时,奶粉箱14在运输装置101上依次经过装箱机102、第一贴标机103、检重秤104、封箱机105、翻箱机106、第二贴标机107、码垛机108将奶粉箱14集装起来,当奶粉箱14由封箱机105运动到第一链板22和第二链板23上时,随着第一链板22和第二链板23向转轴31的方向运动,当奶粉箱14运动到第一光电开关6能检测到的位置时,第一夹紧气缸43和第二夹紧气缸44的伸缩杆伸出,将奶粉箱14夹持牢固,同时转轴31转动,带动奶粉箱14做180度旋转,当第二光电开关7检测奶粉箱14翻转到转轴31的另一侧时,第一夹紧气缸43和第二夹紧气缸44的伸缩杆收回,将奶粉箱14放开,然后复位,完成奶粉箱14的翻转,翻转后的奶粉箱14随着输送装置2进入运输装置101,进行贴标和码垛。当第三光电开关8检测到两个奶粉箱14收尾相连时,顶起气缸9带动推动块10向上运动,将后面的奶粉箱14向上顶起,使两个奶粉箱14产生运动的时间差,保证转轴31复位后,能将后面的奶粉箱14夹持牢固,进行翻转。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1