一种液罐车罐体的蒙皮结构的制作方法
1.本实用新型涉及罐体技术领域,具体涉及一种液罐车罐体的蒙皮结构。
背景技术:
2.目前,国内罐车为了防止各蒙皮部件的连接处漏水,通常需要在各蒙皮部件的连接处加装拉带,拉带加工难度大,外漏的拉带还会影响罐车蒙皮的整体外观。另外,现有的封头蒙皮成形受限,2mm以上板材才适用于加工封头蒙皮,现有的封头蒙皮需经过冲压、旋边等工序,其制作工序复杂繁琐,加工难度大,并且由于板材过厚,制作完成的封头蒙皮自重较大,难以满足轻量化的要求。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种液罐车罐体的蒙皮结构。
4.本实用新型的目的通过下述技术方案实现:一种液罐车罐体的蒙皮结构,包括筒体外蒙皮以及封头蒙皮,所述筒体外蒙皮包括筒体外蒙皮本体以及咬合部,所述咬合部的一端与筒体外蒙皮本体连接,所述咬合部的另一端设置有咬合件,所述咬合部设置有咬合卡槽;所述封头蒙皮包括封头蒙皮本体以及压合件,所述压合件的一端与封头蒙皮本体连接,筒体外蒙皮以及封头蒙皮通过所述咬合部以及压合件固定连接。
5.进一步地,所述筒体外蒙皮本体以及咬合部一体设置,封头蒙皮本体以及压合件一体设置。
6.进一步地,所述咬合部通过弯折呈s型结构,所述咬合部设置有第一开口以及第二开口,所述压合件通过第一开口伸入所述咬合卡槽。
7.进一步地,所述筒体外蒙皮以及封头蒙皮均采用不锈钢板材制成,所述筒体外蒙皮以及封头蒙皮的厚度均为0.5-0.7mm。
8.进一步地,所述筒体外蒙皮的靠近罐体内部的一侧设置有保温层。
9.进一步地,所述封头蒙皮包括上蒙皮以及下蒙皮,所述上蒙皮设置于下蒙皮的上端,所述上蒙皮以及下蒙皮通过紧固件可拆卸连接。
10.进一步地,所述上蒙皮与下蒙皮连接的一端通过弯折形成第一压边,所述下蒙皮与上蒙皮连接的一端通过弯折形成第二压边,所述第一压边的一侧与第二压边的一侧相互贴合。
11.进一步地,所述第一压边与第二压边通过螺栓连接。
12.本实用新型的有益效果在于:所述封头蒙皮与咬合部连接的一端通过旋压弯折形成所述压合件。需组装筒体外蒙皮和封头蒙皮时,将所述压合件伸入咬合卡槽,通过所述压合件扣压筒体外蒙皮,使用锤子等工具将咬合件弯折,使所述咬合件压覆于压合件,以此通过咬合件扣压所述封头蒙皮。本实用新型的筒体外蒙皮以及封头蒙皮通过所述咬合部以及压合件固定连接,防漏水性能佳,实用性强;连接结构简单,固定方式简便,有效降低组装难
度;封头制作成形简单,可根据罐体形状变化配装,适用性强;连接结构不外漏,产品外观更美观。
附图说明
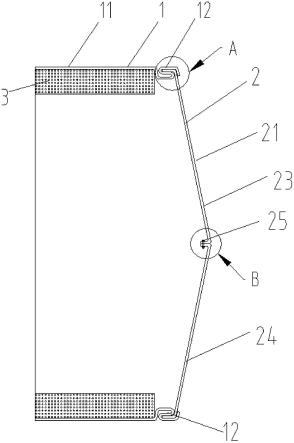
13.图1是本实用新型的剖视图;
14.图2是图1a处放大图;
15.图3是图1b处放大图;
16.图4是本实用新型的咬合部的剖视图。
17.附图标记为:1—筒体外蒙皮;2—封头蒙皮;11—筒体外蒙皮本体;12—咬合部;121—咬合件;122—咬合卡槽;21—封头蒙皮本体;22—压合件;123—第一开口;124—第二开口;3—保温层;23—上蒙皮;24—下蒙皮;25—紧固件;231—第一压边;241—第二压边。
具体实施方式
18.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
19.如附图1-4所示,一种液罐车罐体的蒙皮结构,包括筒体外蒙皮1以及封头蒙皮2,所述筒体外蒙皮1包括筒体外蒙皮本体11以及咬合部12,所述咬合部12的一端与筒体外蒙皮本体11连接,所述咬合部12的另一端设置有咬合件121,所述咬合部12设置有咬合卡槽122;所述封头蒙皮2包括封头蒙皮本体21以及压合件22,所述压合件22的一端与封头蒙皮本体21连接,筒体外蒙皮1以及封头蒙皮2通过所述咬合部12以及压合件22固定连接。
20.所述封头蒙皮2与咬合部12连接的一端通过弯折形成所述压合件22。需组装筒体外蒙皮1和封头蒙皮2时,将所述压合件22伸入咬合卡槽122,通过所述压合件22扣压筒体外蒙皮1,使用锤子等工具将咬合件121弯折,使所述咬合件121压覆于压合件22,以此通过咬合件121扣压所述封头蒙皮2。本实用新型的筒体外蒙皮1以及封头蒙皮2通过所述咬合部12以及压合件22固定连接,防漏水性能佳,实用性强;连接结构简单,固定方式简便,有效降低组装难度;封头制作成形简单,可根据罐体形状变化配装,适用性强;连接结构不外漏,产品外观更美观。
21.进一步地,所述筒体外蒙皮本体11以及咬合部12一体设置,封头蒙皮本体21以及压合件22一体设置。
22.上述连接方式简单,稳固性强,能够减少组装工序,降低筒体外蒙皮1以及封头蒙皮2的组装难度。
23.进一步地,如附图4所示,所述咬合部12通过弯折呈s型结构,所述咬合部12设置有第一开口123以及第二开口124,所述压合件22通过第一开口123伸入所述咬合卡槽122。所述第二开口124位于咬合部12靠近筒体外蒙皮本体11的一端。
24.上述结构简单,加工难度小,连接固定方式简便,能够有效降低组装难度。
25.进一步地,所述筒体外蒙皮1以及封头蒙皮2均采用不锈钢板材制成,所述筒体外蒙皮1以及封头蒙皮2的厚度均为0.5-0.7mm。更进一步地,所述筒体外蒙皮1以及封头蒙皮2的厚度为0.6mm。所述不锈钢板材采用现有技术中的不锈钢板材,在此仅作为应用。
26.采用上述厚度的不锈钢板材制作罐车蒙皮能够有效减少罐车蒙皮的自重,采用不
锈钢板材制作的罐车蒙皮结构强度高,可提高车辆的经济性和安全性。
27.进一步地,所述筒体外蒙皮1的靠近罐体内部的一侧设置有保温层3。
28.通过在所述筒体外蒙皮1的内侧设置保温层3,使本实用新型具有保温的效果,适用于有保温需求的罐车的罐体。
29.进一步地,所述封头蒙皮2包括上蒙皮23以及下蒙皮24,所述上蒙皮23设置于下蒙皮24的上端,所述上蒙皮23以及下蒙皮24通过紧固件25可拆卸连接。
30.通过设置上述结构,使封头蒙皮2制作成形更简单,可以通过调整上蒙皮23以及下蒙皮24连接处的倾斜角度来适应不同高度的封头蒙皮2,具有上述结构的封头蒙皮2适用性更强。
31.进一步地,如附图3所示,所述上蒙皮23与下蒙皮24连接的一端通过弯折形成第一压边231,所述下蒙皮24与上蒙皮23连接的一端通过弯折形成第二压边241,所述第一压边231的一侧与第二压边241的一侧相互贴合,所述第一压边231与第二压边241均设置有对应的螺纹孔,通过螺栓以及螺母将第一压边231以及第二压边241固定连接。
32.上述结构简单,加工难度小,连接固定方式简便,能够有效降低组装难度。
33.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本实用新型构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
技术特征:
1.一种液罐车罐体的蒙皮结构,其特征在于:包括筒体外蒙皮以及封头蒙皮,所述筒体外蒙皮包括筒体外蒙皮本体以及咬合部,所述咬合部的一端与筒体外蒙皮本体连接,所述咬合部的另一端设置有咬合件,所述咬合部设置有咬合卡槽;所述封头蒙皮包括封头蒙皮本体以及压合件,所述压合件的一端与封头蒙皮本体连接,筒体外蒙皮以及封头蒙皮通过所述咬合部以及压合件固定连接。2.根据权利要求1所述的一种液罐车罐体的蒙皮结构,其特征在于:所述筒体外蒙皮本体以及咬合部一体设置,封头蒙皮本体以及压合件一体设置。3.根据权利要求1所述的一种液罐车罐体的蒙皮结构,其特征在于:所述咬合部通过弯折呈s型结构,所述咬合部设置有第一开口以及第二开口,所述压合件通过第一开口伸入所述咬合卡槽。4.根据权利要求1所述的一种液罐车罐体的蒙皮结构,其特征在于:所述筒体外蒙皮以及封头蒙皮均采用不锈钢板材制成,所述筒体外蒙皮以及封头蒙皮的厚度均为0.5-0.7mm。5.根据权利要求1所述的一种液罐车罐体的蒙皮结构,其特征在于:所述筒体外蒙皮的靠近罐体内部的一侧设置有保温层。6.根据权利要求1所述的一种液罐车罐体的蒙皮结构,其特征在于:所述封头蒙皮包括上蒙皮以及下蒙皮,所述上蒙皮设置于下蒙皮的上端,所述上蒙皮以及下蒙皮通过紧固件可拆卸连接。7.根据权利要求6所述的一种液罐车罐体的蒙皮结构,其特征在于:所述上蒙皮与下蒙皮连接的一端通过弯折形成第一压边,所述下蒙皮与上蒙皮连接的一端通过弯折形成第二压边,所述第一压边的一侧与第二压边的一侧相互贴合。8.据权利要求7所述的一种液罐车罐体的蒙皮结构,其特征在于:所述第一压边与第二压边通过螺栓连接。
技术总结
本实用新型涉及罐体技术领域,具体涉及一种液罐车罐体的蒙皮结构,包括筒体外蒙皮以及封头蒙皮,所述筒体外蒙皮包括筒体外蒙皮本体以及咬合部,所述咬合部的一端与筒体外蒙皮本体连接,所述咬合部的另一端设置有咬合件,所述咬合部设置有咬合卡槽;所述封头蒙皮包括封头蒙皮本体以及压合件,所述压合件的一端与封头蒙皮本体连接,筒体外蒙皮以及封头蒙皮通过所述咬合部以及压合件固定连接。本实用新型的筒体外蒙皮以及封头蒙皮通过所述咬合部以及压合件固定连接,防漏水性能佳,实用性强;连接结构简单,固定方式简便,有效降低组装难度;封头制作成形简单,可根据罐体形状变化配装,适用性强;连接结构不外漏,产品外观更美观。产品外观更美观。产品外观更美观。
技术研发人员:黄智兵
受保护的技术使用者:东莞市永强汽车制造有限公司
技术研发日:2021.06.17
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1