一种可拆装式纱管座轨道组件的制作方法
1.本技术涉及纱管座轨道组件领域,尤其是涉及一种可拆装式纱管座轨道组件。
背景技术:
2.目前,细纱机上一般设置有集体落纱装置,集体落纱装置用于将满纱的纱管自动取下,并同时自动换上空管。在工作时,纱管一般一靠安装在钢带上的钢带纱管座来实现运送,集体落纱装置将空管输送至待机位,并将满纱的纱管送至管纱转运箱或络筒机内,由此实现满纱的纱管和和空管相互交换循环使用的目的。
3.相关技术中的用于安装纱管座的轨道,其一般由多跟轨道组件拼接而成。为满足细纱机功能的正常实现,轨道组件本身需要满足一定的承重要求,且表面需要较为光滑,以便于纱管座在轨道中顺畅运行。用于纱管座的轨道的传统制作方法为,先将整块钢板弯折成u型作为轨道底座,轨道底座包含一个水平底面和两个竖直侧面,并在两个竖直侧面上沿长度方向均匀开孔,随后在开孔处放置与水平底面相平行的钢板作为轨道面,并于开孔处由外向内进行焊接,直至焊料将孔填满,即完成轨道底座和轨道面之间的焊接,轨道面位于轨道底座的内侧,且焊接安装完成后,纱管座放置于轨道面之上。再焊接完成后,需要适当打磨将多余的焊料进行清理
4.针对上述中的相关技术,发明人认为在实际的使用过程中,上述轨道存在一定缺陷,一是在进行焊接时,一般采取热焊方式,容易导致纱管座和轨道面本身发生形变,且由于单个轨道组件的长度往往在一米以上,往往导致轨道组件整体的形变量较大,从而导致纱管座移动时容易被卡住。为了减少轨道组件焊接后的形变并保证轨道组件自身的平整度,往往需要使用更为先进的焊接工艺和焊接设备,从而导致轨道整体的生产成本大大提高。二是由于轨道底座和轨道面之间焊接成为一体,而在轨道使用过程中可能会有杂物落入至轨道中,从而对纱管座的正常运行产生影响,而一体式的轨道组件又导致工作人员难以快速开展维护和检修工作。
技术实现要素:
5.为了解决现有的一体式轨道组件制造和后期维护难度均较大的问题,本技术提供一种可拆装式纱管座轨道组件。
6.本技术提供的一种可拆装式纱管座轨道组件采用如下的技术方案:
7.一种可拆装式纱管座轨道组件,包括轨道底座和两个轨道面;所述轨道底座包括有一个轨底面和两个远离所述轨底面设置的轨侧面;所述两个轨道面相对设置在轨侧面上;所述轨道面与所述轨侧面之间通过连接结构可拆装连接。
8.通过采用上述技术方案,轨道底座用于实现基本的结构支撑和承重功能,轨道面用于承接纱管座,轨道面和轨侧面之间为可拆装连接,大大提高了该种轨道组件组装时的方便性,并大大降低了轨道后期的维护难度。采用连接结构来实现轨道面和轨侧面之间的可拆装连接,一方面减少了由于焊接而带来的材料形变,另一方面也大大提高了该种轨道
组件后期维护的方便性。
9.优选的,所述轨道面为设有安装空间的中空结构,所述安装空间的出口朝向所述轨侧面,且所述安装空间的出口处直径小于所述安装空间的最大直径;所述轨侧面对应所述安装空间的出口的位置设置连接孔;所述连接结构部分设置于所述安装空间内,穿过轨道面的出口和轨侧面的连接孔,将轨道面和轨侧面连接。
10.优选的,所述连接结构包括有设置于安装空间内的预埋螺母和穿设于轨侧面的锁紧螺钉,所述锁紧螺钉的螺帽部分位于轨侧面的外侧,所述锁紧螺钉和预埋螺母之间螺纹连接。
11.通过采用上述技术方案,在进行该种轨道面的安装时,需要现在轨侧面的表面的对应位置开设若干连接孔,随后将轨道面放置于轨侧面朝内一侧的对应位置,并将锁紧螺钉对准预埋螺母拧紧以实现轨道面的安装。该种轨道面在承受来自纱管座的重量时,能够将压力更加均匀的分散至轨道底座本身,因而在长时间使用的过程中,其可能发生剧烈形变的可能性更小,虽然结构相较之下更为复杂,但能实现更佳的承重效果和更长的使用寿命。
12.优选的,所述锁紧螺钉采用沉头螺钉。
13.通过采用上述技术方案,可以有效减少长期使用过程中锁紧螺钉表面所产生的磨损,便于后续轨道的拆装工作。
14.优选的,所述预埋螺母的表面与安装空间内与轨侧面相平行的表面相贴合,所述锁紧螺钉的螺帽表面与轨侧面相背于轨道面的表面相贴合。
15.通过采用上述技术方案,可以进一步提高该种轨道面的承重效果,提高轨道投入使用后的结构稳定性。
16.优选的,所述轨道面的截面呈l形,所述轨道面包括有相互垂直的安装部和承重部,所述安装部与轨侧面朝内的一面相贴合,所述承重部位于安装部远离轨底面的一端,所述连接结构为螺钉螺母结构且设置在安装部和轨侧面之间。
17.通过采用上述技术方案,轨道面的截面为l形,其中安装部用于和轨侧面相结合来实现轨道面的稳固安装,承重部主要用于实现对纱管座的承重,该种结构的轨道面安装方便且结构稳定。
18.优选的,所述安装部和承重部之间设置有加强筋。
19.通过采用上述技术方案,加强筋的设置可以进一步提高轨道面整体的结构强度,减少在长期使用过程中,轨道面由于长时间承重而发生形变的可能性。
20.优选的,所述安装部和轨侧面之间设置有加固垫片。
21.通过采用上述技术方案,轨道面和轨道底座在制造时可能会产生一定的误差,从而导致装配时也产生一定的间隙,通过设置加固垫片可以对装配时产生的间隙进行有效填充,从而大大提高轨道面和轨道底座组装后的结构稳定性。
22.优选的,所述承重部表面设置有耐磨层。
23.通过采用上述技术方案,轨道面的承重部表面需要频繁与纱管座之间摩擦,通过设置耐磨层可以有效提高承重部的使用寿命。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过连接结构的设置,能够起到降低轨道制造难度和后期维护难度的效果。
附图说明
26.图1是本技术实施例1的一种可拆装式纱管座轨道组件的截面结构的示意图。
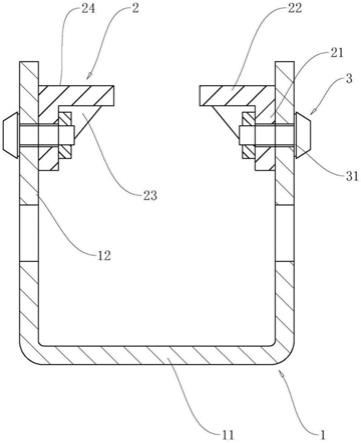
27.图2是本技术实施例2的一种可拆装式纱管座轨道组件的截面结构的示意图。
28.附图标记说明,1、轨道底座;11、轨底面;12、轨侧面;2、轨道面;21、安装部;22、承重部;23、加强筋;24、耐磨层;25、安装空间;26、预埋螺母;27、锁紧螺钉;3、连接结构;31、加固垫片。
具体实施方式
29.以下结合附图1-2对本技术作进一步详细说明。
30.本技术实施例公开一种可拆装式纱管座轨道组件。
31.实施例1
32.参照图1,该种可拆装式纱管座轨道组件包括轨道底座1和轨道面2,轨道底座1包括有一个水平设置的轨底面11和两个竖直设置的轨侧面12,轨道面2设置在轨侧面12上,轨道面2与轨侧面12之间可拆装连接,轨道面2和轨侧面12之间设置有连接结构3。
33.参照图1,轨道面2的截面呈l形,轨道面2包括有相互垂直的安装部21和承重部22,安装部21与轨侧面12朝内的一面相贴合,承重部22位于安装部21远离轨底面11的一端,连接结构3为螺钉螺母结构且设置在安装部21和轨侧面12之间。安装部21和承重部22之间设置有加强筋23,安装部21和轨侧面12之间设置有加固垫片31,承重部22表面设置有耐磨层24。
34.参照图1,加强筋23的设置可以进一步提高轨道面2整体的结构强度,减少在长期使用过程中,轨道面2由于长时间承重而发生形变的可能性。轨道面2和轨道底座1在制造时可能会产生一定的误差,从而导致装配时也产生一定的间隙,通过设置加固垫片31可以对装配时产生的间隙进行有效填充,从而大大提高轨道面2和轨道底座1组装后的结构稳定性。轨道面2的承重部22表面需要频繁与纱管座之间摩擦,通过设置耐磨层24可以有效提高承重部22的使用寿命。
35.实施例1的实施原理为:轨道底座1用于实现基本的结构支撑和承重功能,轨道面2用于承接纱管座,轨道面2和轨侧面12之间为可拆装连接,大大提高了该种轨道组件组装时的方便性,并大大降低了轨道后期的维护难度。采用连接结构3来实现轨道面2和轨侧面12之间的可拆装连接,一方面减少了由于焊接而带来的材料形变,另一方面也大大提高了该种轨道组件后期维护的方便性。轨道面2的截面为l形,其中安装部21用于和轨侧面12相结合来实现轨道面2的稳固安装,承重部22主要用于实现对纱管座的承重,该种结构的轨道面2安装方便且结构稳定。
36.实施例2
37.参照图2,本实施例与实施例1的不同之处在于,轨道面2内部中空且其内部形成有截面为t形的安装空间25,连接结构3包括有设置于安装空间25内的预埋螺母26和穿设于轨侧面12的锁紧螺钉27,锁紧螺钉27的螺帽部分位于轨侧面12的外侧,锁紧螺钉27和预埋螺母26之间螺纹连接。预埋螺母26的表面与安装空间25内与轨侧面12相平行的表面相贴合,锁紧螺钉27的螺帽表面与轨侧面12相背于轨道面2的表面相贴合。
38.实施例2的实施原理为:在进行该种轨道面2的安装时,需要现在轨侧面12的表面
的对应位置开设若干连接孔,随后将轨道面2放置于轨侧面12朝内一侧的对应位置,并将锁紧螺钉27对准预埋螺母26拧紧以实现轨道面2的安装。该种轨道面2在承受来自纱管座的重量时,能够将压力更加均匀的分散至轨道底座1本身,因而在长时间使用的过程中,其可能发生剧烈形变的可能性更小,虽然结构相较之下更为复杂,但能实现更佳的承重效果和更长的使用寿命。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1