一种管件装配机的自动转位装置的制作方法
1.本实用新型涉及管状组件自动装配设备技术领域,具体是涉及一种管件装配机的自动转位装置。
背景技术:
2.特氟龙是聚四氟乙烯,这种材料的产品一般统称作"不粘涂层";是一种使用了氟取代聚乙烯中所有氢原子的人工合成高分子材料。这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低,所以可作润滑作用之途,亦成为了不沾锅和水管内层的理想涂料。
3.聚四氟乙烯具有杰出的优良综合性能,耐高温,耐腐蚀、不粘、自润滑、优良的介电性能、很低的摩擦系数。用作工程塑料,可制成聚四氟乙烯管、棒、带、板、薄膜等。一般应用于性能要求较高的耐腐蚀的管道、容器、泵、阀以及制雷达、高频通讯器材、无线电器材、天线罩等。在聚四氟乙烯中加入任何可以承受聚四氟乙烯烧结温度的填充剂,它的机械性能可获得大大的改善。同时,保持聚四氟乙烯其它优良性能。填充的品种有玻璃纤维、金属、金属化氧化物、石墨、二硫化钼、碳纤维、聚酰亚胺、ekonol等。涂装于子弹弹头表面能增加子弹穿透性,使子弹能射穿防弹衣。
4.在热水器、饮水机等电器中常用管状组件用于导水,如图9所示,管状组件包括有管件i、内套j和外套k,其中管件i的材质为特氟龙管,内套j和外套k的均为铜套。
5.现有技术中,缺乏此种管状组件的全自动装配转运设备,现有技术中,大部分为人工将物料从各个工位中搬运至下个工位,此种方式人工劳动强度大,且需要反复定位,定位精度差,工作效率低。
6.因此,有必要设计一种管件装配机的自动转位装置,用来解决上述问题。
技术实现要素:
7.为解决上述技术问题,提供一种管件装配机的自动转位装置,本技术方案解决了缺乏此种管件的全自动装配转运设备,现有技术中,大部分为人工将物料从各个工位中搬运至下个工位,此种方式人工劳动强度大,且需要反复定位,定位精度差,工作效率低等问题。
8.为达到以上目的,本实用新型采用的技术方案为:
9.提供了一种管件装配机的自动转位装置,包括有机架、链式传输装置、传输驱动机构和转运爪,链式传输装置水平安装在机架上,链式传输装置的传输方向与装配加工方向一致,传输驱动机构水平安装在机架的底端,传输驱动机构的输出端与链式传输装置传动连接,转运爪设有若干个,若干个转运爪沿着链式传输装置的长度方向依次均匀安装在链式传输装置上。
10.作为一种管件装配机的自动转位装置的一种优选方案,转运爪包括有连接板、转运夹头和弹性夹持件,连接板固定安装在链式传输装置上,转运夹头设有两个,两个转运夹
头均设置在第二连接板上,两个转运夹头沿着竖直面对称设置在连接板上,两个转运夹头的对称面与传输方向垂直设置,转运夹头的中部与连接板铰接,弹性夹持件设有两个,两个弹性夹持件分别水平安装在两个转运夹头的底端,弹性夹持件的一端与转运夹头的底端连接,弹性夹持件的另一端与连接板的底端中部连接。
11.作为一种管件装配机的自动转位装置的一种优选方案,转运夹头的顶端设有第二半圆形夹持孔,两个第二半圆形夹持孔贴合形成管壁夹持槽。
12.作为一种管件装配机的自动转位装置的一种优选方案,还包括有第一限位夹持爪,第一限位夹持爪安装在机架上,第一限位夹持爪水平设置,第一限位夹持爪包括有第二夹持驱动气缸和用于夹持转运夹头侧壁的第一铰接限位夹头,第二夹持驱动气缸水平安装在机架上,第二夹持驱动气缸的安装方向与装配方向垂直,第一铰接限位夹头设有两个,两个第一铰接限位夹头分别对称安装在第二夹持驱动气缸的两个输出端上。
13.作为一种管件装配机的自动转位装置的一种优选方案,第一铰接限位夹头上靠近转运夹头的一侧端部设有用于夹持限位转运夹头侧壁的限位u型槽。
14.作为一种管件装配机的自动转位装置的一种优选方案,链式传输装置的始端上方还设有上料位移驱动装置,上料位移驱动装置上安装有竖直设置的挤压开合爪,挤压开合爪包括有第三下压气缸和开合夹头,第三下压气缸竖直安装在上料位移驱动装置上,开合夹头竖直安装在第三下压气缸的输出端上,转运夹头的顶端设有与第三下压气缸相匹配的开合槽。
15.作为一种管件装配机的自动转位装置的一种优选方案,开合夹头为倒立的m型下压头,转运夹头的开合槽为与m型下压头一侧向契合的抵触开合v形槽。
16.本实用新型与现有技术相比具有的有益效果是:
17.本实用新型所示的转运设备能够精准夹持管件的两端,并携带管件依次运动至各个装配加工工位,转位精度高,速度快。
18.同时能携带多个管件在不同工位上进行装配操作,大幅提高了工作效率。
19.匹配不同长度管件的两端,使得设备始终能够精准稳定的夹持管件的两个端部,提高了设备的转运范围。
附图说明
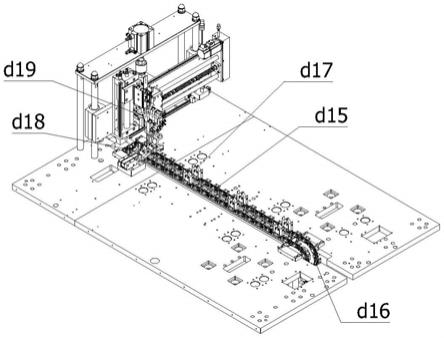
20.图1为本实用新型的自动转位装置的立体结构示意图一;
21.图2为本实用新型的自动转位装置的部分立体结构示意图;
22.图3为本实用新型的挤压开合爪的立体结构示意图;
23.图4为本实用新型的转运爪的立体爆炸图;
24.图5为本实用新型的传输驱动机构和链式传输装置的立体结构示意图一;
25.图6为本实用新型的传输驱动机构和链式传输装置的立体结构示意图二;
26.图7为本实用新型的内套组装用自动装配设备的部分立体结构示意图一;
27.图8为本实用新型的内套组装用自动装配设备的部分立体结构示意图二;
28.图9为本实用新型的管状组件的立体结构示意图。
29.图中标号为:
30.d15
‑
链式传输装置;15a
‑
第一传输链条;15b
‑
第二传输链条;
31.d16
‑
传输驱动机构;16a
‑
第二旋转驱动器;16b
‑
皮带传动装置;16c
‑
第一转轴;16c1
‑
滑动限位槽;16d
‑
传动齿轮;16d1
‑
滑动限位块; 16e
‑
安装支架;
32.d17
‑
转运爪;17a
‑
连接板;17b
‑
转运夹头;17b1
‑
第二半圆形夹持孔;17b2
‑
限位孔;17b3抵触开合v形槽;17c
‑
弹性夹持件;17c1
‑ꢀ
第一弹簧;17c2
‑
弹簧安装孔;
33.d18
‑
第一限位夹持爪;18a
‑
第二夹持驱动气缸;18b
‑
第一铰接限位夹头;18d1限位u型槽;
34.d19
‑
挤压开合爪;19a
‑
第三下压气缸;19b
‑
开合夹头;
35.d20
‑
第二限位夹持爪;20a
‑
第三夹持驱动气缸;
36.20b
‑
第二铰接限位夹头;
37.20b1
‑
限位u型槽;
38.i
‑
管件;j
‑
内套;k
‑
外套。
具体实施方式
39.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
40.参照图1所示的一种管件装配机的管件装配机的自动转位装置,其设置在机架上,自动转位装置的传送方向与装配加工方向一致,用于携带管件i进行工位切换,以便于依次对管件i的端部进行铜套装配加工操作;自动转位装置能够精准夹持管件i的两端,并携带管件 i依次运动至各个装配加工工位,转位精度高,速度快,且同时能携带多个管件i在不同工位上进行装配操作,大幅提高了工作效率。
41.参照图1
‑
图2所示的管件装配机的自动转位装置包括有链式传输装置d15、传输驱动机构d16和转运爪d17,链式传输装置d15水平安装在机架上,链式传输装置d15的传输方向与装配加工方向一致,传输驱动机构d16水平安装在机架的底端,传输驱动机构d16的输出端与链式传输装置d15传动连接,转运爪d17设有若干个,若干个转运爪d17沿着链式传输装置d15的长度方向依次均匀安装在链式传输装置d15上;在管件装配机的自动转位装置工作时,已经完成切割后的管件i通过机械手运输至链式传输装置d15的始端,并将管件i安装在15上,通过传输驱动机构d16实现对链式传输装置d15的旋转驱动功能,使得链式传输装置d15能够携带转运爪d17沿着加工装配方向运动,转运爪d17上水平夹持的管件i跟随转运爪d17同步位移,进而实现转位功能,转位精度高,速度快,且同时能携带多个管件i 在不同工位上进行装配操作,大幅提高了工作效率。
42.参照图5
‑
图6所示的链式传输装置d15包括有第一传输链条15a 和第二传输链条15b,第一传输链条15a和第二传输链条15b分别安装在第一安装板1和第二安装板2上,第一传输链条15a和第二传输链条15b分别位于传送避让通道3的两侧,第一传输链条15a和第二传输链条15b均与传输驱动机构d16的输出端传动连接,若干个转运爪d17分别均匀安装在第一传输链条15a和第二传输链条15b上。通过第一传输链条15a和第二传输链条15b能够与管件i的两端匹配,在转位过程中,通过第一传输链条15a和第二传输链条15b上安装的转运爪d17对管件i的两端分别进行夹持,使得管件i的长度方向始终与装配加工方向垂直,并且能够根据管件i长度的变化,调整第一传输链条15a和第二传输链条15b之间的间距,进而调整了两者上对应位置的两个转运爪d17的相对位置,进而匹配不同长度管件i的两端,使得
设备始终能够精准稳定的夹持管件i的两个端部,提高了设备的实用性。
43.参照图5
‑
图6所示的传输驱动机构d16包括有第二旋转驱动器 16a、皮带传动装置16b、第一转轴16c、传动齿轮16d和安装支架 16e,第二旋转驱动器16a水平安装在机架的底端,皮带传动装置16b 竖直安装在机架上,第二旋转驱动器16a的输出端与皮带传动装置 16b的输入端传动连接,第一转轴16c水平安装在机架的下方,第一转轴16c的轴线方向与链式传输装置d15的传输方向垂直,皮带传动装置16b的输出端与第一转轴16c的其中一端传动连接,传动齿轮 16d设有两个,两个传动齿轮16d依次竖直安装在链式传输装置d15 的同一端,第一转轴16c依次穿过两个传动齿轮16d的中心处,靠近第二旋转驱动器16a一侧的传动齿轮16d与第一转轴16c固定连接,另一个传动齿轮16d与第一转轴16c传动连接,安装支架16e设置在机架下方远离第一转轴16c的一侧,链式传输装置d15的一端安装在传动齿轮16d上,链式传输装置d15的另一端安装在安装支架16e上。在传输驱动机构d16工作时,通过第二旋转驱动器16a输出带动与之传动连接的第一转轴16c转动,第一转轴16c转动时带动安装在其上的两个传动齿轮16d同步进行旋转操作,带动与传动齿轮16d传动连接的链式传输装置d15旋转,在两个第一转轴16c分别带动第一传输链条15a和第二传输链条15b同步进行旋转,实现转运驱动功能,提高了转运驱动的稳定性。
44.参照图5
‑
图6所示的第一转轴16c上设有用于供传动齿轮16d 滑动的滑动限位槽16c1,传动齿轮16d上设有与滑动限位槽16c1滑动配合的滑动限位块16d1。当第一安装板1和第二安装板2之间的距离发生改变时,传动齿轮16d通过滑动限位槽16c1实现与第一转轴16c的滑动操作,并且通过与滑动限位槽16c1配合的滑动限位块 16d1保持两者之间的旋转传动连接,使得设备能够在更改间距的条件下依旧保持稳定且同步的旋转驱动功能。
45.参照图3
‑
图4所示的转运爪d17包括有连接板17a、转运夹头 17b和弹性夹持件17c,连接板17a固定安装在链式传输装置d15上,转运夹头17b设有两个,两个转运夹头17b均设置在连接板17a上,两个转运夹头17b沿着竖直面对称设置在连接板17a上,两个转运夹头17b的对称面与传输方向垂直设置,转运夹头17b的中部与连接板 17a铰接,弹性夹持件17c设有两个,两个弹性夹持件17c分别水平安装在两个转运夹头17b的底端,弹性夹持件17c的一端与转运夹头 17b的底端连接,弹性夹持件17c的另一端与连接板17a的底端中部连接,转运夹头17b的顶端设有第二半圆形夹持孔17b1,两个第二半圆形夹持孔17b1贴合形成管壁夹持槽。在转运爪d17工作时,通过连接板17a将夹具本体安装在链式传输装置d15上,两个弹性夹持件17c为两个转运夹头17b提供弹力,使得两个转运夹头17b的前端相互抵紧,进而通过两个第二半圆形夹持孔17b1形成的管壁夹持槽将位于槽中的管件i的端部进行夹持,完成对管件i的夹持操作,由于夹具本体没有驱动件,可以跟随链式传输装置d15同步进行转位操作,进而实现的了转位夹持的功能。
46.参照图2所示的还包括有第一限位夹持爪d18,第一限位夹持爪 d18安装在机架上,第一限位夹持爪d18水平设置,第一限位夹持爪 d18包括有第二夹持驱动气缸18a和用于夹持转运夹头17b侧壁的第一铰接限位夹头18b,第二夹持驱动气缸18a水平安装在机架上,第二夹持驱动气缸18a的安装方向与装配方向垂直,第一铰接限位夹头 18b设有两个,两个第一铰接限位夹头18b分别对称安装在第二夹持驱动气缸18a的两个输出端上。在转位开始前,需要将管件i的两端稳定安装在两个转运爪d17上,通过第二夹持驱动气缸18a输出带动两个第一铰接限位夹头18b旋转九十度,使得转运爪d17位于两个第二夹持驱动气缸
18a之间,通过第二夹持驱动气缸18a对转运爪d17 进行限位,使得转运夹头17b只能够进行开合而不能发生偏转,提高夹持精度,进而提升后续装配的精度。第一铰接限位夹头18b上靠近转运夹头17b的一侧端部设有用于夹持限位转运夹头17b侧壁的限位 u型槽18b1。通过限位u型槽18b1对转运夹头17b的侧壁进行限位,转运夹头17b两侧的竖直面与限位u型槽18b1的槽面贴合,使得转运夹头17b只能够进行开合而不能发生偏转,完成对转运夹头17b的限位功能。
47.参照图3
‑
图4所示的链式传输装置d15的始端上方还设有上料位移驱动装置,上料位移驱动装置上安装有竖直设置的挤压开合爪 d19,挤压开合爪d19包括有第三下压气缸19a和开合夹头19b,第三下压气缸19a竖直安装在上料位移驱动装置上,开合夹头19b竖直安装在第三下压气缸19a的输出端上,转运夹头17b的顶端设有与第三下压气缸19a相匹配的开合槽。在进行管件i上料操作时,通过上料位移驱动装置将挤压开合爪d19运动到转运爪d17的正上方,通过第三下压气缸19a输出带动开合夹头19b下降,通过开合夹头19b将两个转运夹头17b的顶端分开,使得两个弹性夹持件17c收缩,进而控制转运爪d17呈开启状态,便于将管件i的端部上料至转运爪d17 中,实现对转运爪d17的开合驱动功能。开合夹头19b为倒立的m型下压头,转运夹头17b的开合槽为与m型下压头一侧向契合的抵触开合v形槽17b3。在开合夹头19b向下输出时,m型的下压头通过抵触开合v形槽17b3带动转运夹头17b绕着轴接处转动,实现两个第二半圆形夹持孔17b1之间的相互远离,进而打开管壁夹持通道。
48.参照图7
‑
图8所示的还包括有第二限位夹持爪d20,第二限位夹持爪d20设有若干组,若干组第二限位夹持爪d20分别安装在内套组装用自动装配设备和外套组装用自动装配设备上,用于在装配加工时将转运爪d17进行夹持,使得在装配进行时转运爪d17不发生偏移。在对管件i的端部进行内套j和外套k的安装过程时,由于转运爪 d17安装在链式传输装置d15上,在装配过程中容易发生偏移,因此通过第二限位夹持爪d20对转运爪d17进行夹持操作,使其在装配安装过程中不会发生偏移,使得内套j和外套k均能套设至管件i上,进而便于实现精准的装配安装过程。第二限位夹持爪d20包括有第三夹持驱动气缸20a和第二铰接限位夹头20b,第三夹持驱动气缸20a 水平安装在机架上,第三夹持驱动气缸20a的输出方向与自动转位装置的传输方向垂直,第二铰接限位夹头20b设有两个,两个第二铰接限位夹头20b分别安装在第三夹持驱动气缸20a的两个输出端,第二铰接限位夹头20b上设有两个水平设置的限位u型槽20b1,转运夹头17b的侧壁上设有与限位u型槽20b1相匹配的限位孔17b2。在第二限位夹持爪d20工作时,通过第三夹持驱动气缸20a输出带动与之传动连接的两个第二铰接限位夹头20b旋转九十度,进而将两个安装在第二铰接限位夹头20b上的限位u型槽20b1插入转运夹头17b侧壁上的限位孔17b2中,从而实现对转运夹头17b的限位功能,提高后续装配安装的精准度。
49.参照图9所示可知涉及的管状组件的产品结构。
50.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1