纸张自动输送、粘合、压紧、收集系统的制作方法
1.本实用新型涉及一种纸张自动输送、粘合、压紧、收集系统,属于印刷机械设计制造技术领域。
背景技术:
2.在印刷生产过程中,需要对印刷品进行输送、粘合、压紧、收集。输送主要用现有的水平输送带完成,而粘合、压紧、收集均通过人工完成。由于受生产场地限制,仅使用水平输送带是不够的,因水平输送带占地,对于生产车间场地不足的企业困难重重。人工粘合、压紧、收集不仅工作效率低下,而且劳动强度大,人力资源浪费严重。因此有必要对现有技术加以改进。
技术实现要素:
3.为解决现有输送大多为水平输送而带来占用场地,人工粘合、压紧、收集存在工作效率低下,而且劳动强度大,人力资源浪费严重等问题,本实用新型提供纸张自动输送、粘合、压紧、收集系统。
4.本实用新型通过下列技术方案完成:一种纸张自动输送、粘合、压紧、收集系统,包括设于机架上的高位输送带,高位输送带下方的机架上设有低位输送带,其特征在于高位输送带与低位输送带之间设有其上设压带的倾斜输送带,倾斜输送带输出端、低位输送带输出端与粘合机构输入端相接,粘合机构输出端与压紧机构输入端相接,压紧机构输出端与收集整理机构相接,以便通过倾斜输送带及其上的压带,将高位输送带输送来的面纸平稳送至粘合机构,同时将低位输送带送来的底纸同步送至粘合机构,通过粘合机构粘合后,送入压紧机构补强粘合的同时压紧、压平、干燥,再通过收集整理机构将粘合后的复合纸进行整理、收集,提高工作效率,降低劳动强度,节省人力资源。
5.所述倾斜输送带上端与高位输送带输出端相接,在相接部位设有上导引板,该上导引板是由高位水平段及低位倾斜段构成的向上凸的弧形板,用于引导面纸由高位水平段向低位倾斜段过渡。
6.所述压带与倾斜输送带相接触,该压带套设于上压带辊及下压带辊之间,形成环形移动倾斜压带,所述倾斜输送带套设于上辊与下辊之间,形成环形移动带,压带随倾斜输送带的运行而与倾斜输送带配合使其间的纸张进行贴面移动,稳定进行面纸的输送。
7.所述粘合机构包括与倾斜输送带输出端相接的交汇引导上架,与低位输送带输出端相接的交汇引导下架,交汇引导上架、下架的输出端均与挤压辊输入端相接;其中:
8.交汇引导上架包括横向设于机架上的上水平杆,间隔套设于上水平杆上的若干纵向三角形板,若干纵向三角形板的斜边构成交汇引导上架的倾斜输送面,使面纸经倾斜输送面送入挤压辊中;
9.交汇引导下架包括横向设于机架上的下水平杆,间隔套设于下水平杆上的若干纵向长条板,若干纵向长条板的上水平面构成交汇引导下架的水平输送面,使表面带胶的底
纸经水平输送面送入挤压辊中;
10.挤压辊包括旋转方向相反的上辊和下辊,使同步进入上、下辊之间的面纸和底纸被挤压粘合后输出。
11.所述低位输送带上设有涂胶辊,涂胶辊与低位输送带接触,该涂胶辊一侧与橡胶辊相接,并在涂胶辊与橡胶辊之间形成盛胶槽,盛胶槽内有胶,以便底纸由低位输送带送入涂胶工位后,通过涂胶辊对底纸表面涂胶后送出。
12.所述压紧机构包括与挤压辊输出端相接的水平输送带,设置在水平输送带上的水平压带,水平压带设为柔性带,其平压于水平输送带上,水平压带宽度与水平输送带宽度一致,并从水平输送带输入端贯通至输出端,以便通过水平循环移动压实、补强粘合、干燥复合纸张,提高粘合质量。
13.所述压紧机构的水平压带通过随动机构与水平输送带相接,该随动机构包括设于水平输送带机架上的支架,设于支架上的前、后水平辊,前、后水平辊之间设有多根并列且间隔设置的直径小于前、后水平辊的水平压辊,前水平辊位于水平输送带的输入端上方,前水平辊的辊轴两端分别与设于支架上的带座轴承相配接,后水平辊位于水平输送带的输出端上方,后水平辊的辊轴与设于支架上的带座轴承相配接,前、后水平辊及水平压辊上方的支架上设有多个托带辊,水平压带套于前、后水平辊及水平压辊和托带辊外围,以便水平压带随水平输送带的运行而贴面移动。
14.所述收集整理机构包括与水平输送带输出端相配接的升降收集台,位于升降收集台上方的机架上设有调节架以及前、后限位机构和侧整理机构,通过升降收集台对水平输送带送来的复合纸进行收集,并通过前、后限位机构对摞码的纸张前、后侧进行限位,再通过侧整理机构对摞码的纸张两侧进行对齐整理,并随着纸张摞码高度的不断增加,使升降收集台缓慢下降,以容纳更多的纸张,自动完成纸张收集、整理;其中:
15.升降收集台为水平设置的矩形水平板,矩形水平板的四个角分别与其缸座倒置于机架上的动力缸活塞杆端头相连接,以便通过动力缸驱动升降收集台上升而接收纸张,下降而不断摞码纸张;
16.调节架包括设于输送带输出端两侧的机架上的左、右水平纵杆,在左、右水平纵杆之间设有前、中、后水平横杆,前、中水平横杆两端分别通过滑套套设于对应的左、右水平纵杆上,滑套上部设有纵向通孔,纵向通孔内设有锁紧螺钉,后水平横杆的左右两端分别固定在对应的左、右水平纵杆上,以便松开锁紧螺钉即可移动滑套,进而调节前、中水平横杆的位置,满足不同尺寸纸张收集;
17.前、后限位机构分别设于前水平横杆上,其中:
18.前限位机构包括上端与前水平横杆两端的滑套相连的左、右竖直杆,设于左、右竖直杆下端之间的水平杆,沿水平杆自左向右间隔设置多个竖直挡板,通过多个竖直挡板对纸张前侧进行限制;
19.后限位机构包括上端与后水平横杆两端相连的左、右竖直杆,设于左、右竖直杆下端之间的水平杆,沿水平杆自左向右间隔设置多个竖直挡板,通过多个竖直挡板对纸张后侧进行限制;
20.侧整理结构设于后水平横杆上,侧整理机构包括上端设有水平通孔的竖直板,竖直板设为二块,分别通过水平通孔套设于后水平横杆的左、右两侧,每一竖直板下端外侧均
设有动力缸,动力缸活塞杆穿过竖直板对应的通孔向内延伸后与竖直挤压板相连接,以便在动力缸带动竖直挤压板往复移动的过程中,将进入的纸张拍齐,完成纸张左右两侧的整理。
21.所述竖直板上端的水平通孔上方设有与竖直螺孔,竖直螺孔与水平通孔贯通,竖直螺孔内设有锁紧螺钉,松开锁紧螺钉可使竖直板沿后水平横杆移动,实现侧整理机构的宽度调节,满足不同尺寸纸张的收集、整理。
22.所述升降收集台上方的机架上设有横梁,横梁上间隔设有多个竖直喷气管,多个竖直喷气管下端设喷嘴、上端通过软管与供气管相连,供气管与空压机相连,以向多个竖直喷气管提供压力气体,进而将输送带送出的纸张向下吹入升降收集台上。
23.本实用新型具有下列优点及效果:采用上述方案,可方便地通过倾斜输送带及其上的压带,将高位输送带输送来的面纸平稳送至粘合机构,并在平稳输送的同时,避免堆纸,不占场地,节约投资,同时将低位输送带送来的底纸经涂胶辊涂胶后同步送至粘合机构,通过粘合机构自动完成粘合后,再经过压紧机构补强粘合的同时压紧、压平、干燥复合纸,最后通过收集整理机构将粘合后的复合纸进行整理、收集,提高工作效率,降低劳动强度,节省人力资源。
附图说明
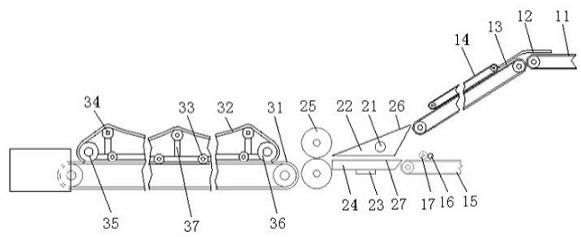
24.图1为本实用新型之结构图;
25.图2为图1中的粘合机构俯视图;
26.图3为图1的左视图;
27.图4为图3的俯视图。
具体实施方式
28.下面结合附图对本实用新型作进一步描述。
29.本实用新型提供的纸张自动输送、粘合、压紧、收集系统,包括设于机架上的高位输送带11,高位输送带11下方的机架上设有低位输送带15,高位输送带11与低位输送带15之间设有其上设压带14的倾斜输送带13,倾斜输送带13输出端、低位输送带15输出端与粘合机构输入端相接,粘合机构输出端与压紧机构输入端相接,压紧机构输出端与收集整理机构相接。
30.所述倾斜输送带13上端与高位输送带11输出端相接,在相接部位设有上导引板12,该上导引板12是由高位水平段及低位倾斜段构成的向上凸的弧形板,用于引导面纸由高位水平段向低位倾斜段过渡。
31.所述压带14与倾斜输送带13相接触,该压带14套设于上压带辊及下压带辊之间,形成环形移动倾斜压带,所述倾斜输送带13套设于上辊与下辊之间,形成环形移动带,压带14随倾斜输送带13的运行而与倾斜输送带13配合使其间的面纸进行贴面移动,稳定进行面纸的输送。
32.所述粘合机构包括与倾斜输送带13输出端相接的交汇引导上架,与低位输送带15输出端相接的交汇引导下架,交汇引导上架、下架的输出端均与挤压辊25输入端相接;其中:
33.交汇引导上架包括横向设于机架上的上水平杆21,间隔套设于上水平杆21上的若干纵向三角形板22,若干纵向三角形板22的斜边构成交汇引导上架的倾斜输送面26,使面纸经倾斜输送面26送入挤压辊25中;
34.交汇引导下架包括横向设于机架上的下水平杆23,间隔套设于下水平杆23上的若干纵向长条板24,若干纵向长条板24的上水平面构成交汇引导下架的水平输送面27,使表面带胶的底纸经该水平输送面27送入挤压辊25中;
35.挤压辊25包括旋转方向相反的上辊和下辊,使同步进入上、下辊之间的面纸和底纸被挤压粘合后输出。
36.所述低位输送带15上设有涂胶辊17,涂胶辊17与低位输送带15接触,该涂胶辊17一侧与橡胶辊16相接,并在涂胶辊17与橡胶辊16之间形成盛胶槽,盛胶槽内有胶,以便底纸由低位输送带15送入涂胶工位后,通过涂胶辊17对底纸表面涂胶后送出。
37.所述压紧机构包括与挤压辊25输出端相接的水平输送带31,设置在水平输送带31上的水平压带32,水平压带32设为柔性带,其平压于水平输送带31上,水平压带32宽度与水平输送带31宽度一致,并从水平输送带31输入端贯通至输出端,以便通过水平循环移动压实、补强粘合、干燥复合纸张,提高粘合质量。
38.所述压紧机构的水平压带32通过随动机构与水平输送带31相接,该随动机构包括设于水平输送带31机架上的支架37,设于支架37上的前、后水平辊36、35,前、后水平辊36、35之间设有多根并列且间隔设置的直径小于前、后水平辊36、35的水平压辊33,前水平辊36位于水平输送带31的输入端上方,前水平辊36的辊轴两端分别与设于支架37上的带座轴承相配接,后水平辊35位于水平输送带31的输出端上方,后水平辊35的辊轴与设于支架37上的带座轴承相配接,前、后水平辊36、35及水平压辊33上方的支架37上设有多个托带辊34,水平压带32套于前、后水平辊36、35及水平压辊33和托带辊34外围,以便水平压带32随水平输送带31的运行而贴面移动。
39.所述收集整理机构包括与水平输送带31输出端相配接的升降收集台5,位于升降收集台5上方的机架上设有调节架以及前、后限位机构和侧整理机构,其中:
40.升降收集台5为水平设置的矩形水平板,矩形水平板的四个角分别与其缸座倒置于机架1上的四个动力缸52活塞杆51端头相连接,以便通过动力缸52驱动升降收集台5上升而接收纸张a,下降而不断摞码纸张a。
41.所述调节架包括设于水平输送带31输出端两侧的机架1上的左、右水平纵杆61、62,在左、右水平纵杆61、62之间设有前、中、后水平横杆65、66、67,前、中水平横杆65、66两端分别通过滑套63套设于对应的左、右水平纵杆61、62上,滑套63上部设有纵向通孔,纵向通孔内设有锁紧螺钉64,后水平横杆67的左右两端分别固定在对应的左、右水平纵杆61、62上,以便松开锁紧螺钉64即可移动滑套63,进而调节前、中水平横杆65、66的位置,满足不同尺寸纸张a收集。
42.所述前、后限位机构分别设于前、后水平横杆65、67上,其中:
43.前限位机构包括上端与前水平横杆65两端的滑套63相连的左、右竖直杆71,设于左、右竖直杆71下端之间的水平杆72,沿水平杆72自左向右间隔设置多个竖直挡板73,通过多个竖直挡板73对纸张a前侧进行限制;
44.同样的,后限位机构也包括上端与后水平横杆67两端相连的左、右竖直杆71,设于
左、右竖直杆71下端之间的水平杆72,沿水平杆72自左向右间隔设置多个竖直挡板73,通过多个竖直挡板73对纸张a后侧进行限制。
45.所述侧整理结构设于中水平横杆66上,侧整理机构8包括上端设有水平通孔的竖直板81,竖直板81设为二块,分别通过水平通孔套设于中水平横杆66的左、右两侧,每一竖直板81下端外侧均设有动力缸82,动力缸82活塞杆穿过竖直板81对应的通孔向内延伸后与竖直挤压板83相连接,以便在动力缸82带动竖直挤压板83往复移动的过程中,将进入的纸张a拍齐,完成纸张a左右两侧的整理。
46.所述竖直板81上端的水平通孔上方设有与竖直螺孔,竖直螺孔与水平通孔贯通,竖直螺孔内设有锁紧螺钉84,松开锁紧螺钉84可使竖直板81沿中水平横杆66移动,实现侧整理机构的宽度调节,满足不同尺寸纸张a的收集、整理。
47.所述升降收集台5上方的机架1上设有横梁9,横梁9上间隔设有多个竖直喷气管91,多个竖直喷气管91下端设喷嘴、上端通过软管与供气管相连,供气管与空压机相连,以向多个竖直喷气管91提供压力气体,进而将低位输送带2送出的纸张a向下吹入升降收集台5上。
48.工作时,通过倾斜输送带13及其上的压带14,将高位输送带11输送来的面纸平稳送至粘合机构的倾斜输送面26再送到挤压辊25中,同时将低位输送带15送来的底纸经涂胶辊17涂胶后,经粘合机构的水平输送面27同步送入挤压辊25中,经挤压粘合后,送入压紧机构,经水平输送带31、水平压带32的配合补强粘合的同时,压紧、压平、干燥,进入升降收集台5,并通过前、后限位机构对摞码的纸张前、后侧进行限位,再通过侧整理机构对摞码的纸张两侧进行对齐整理,并随着纸张摞码高度的不断增加,使升降收集台缓慢下降,以容纳更多的纸张,自动完成纸张收集、整理,提高工作效率,降低劳动强度,节省人力资源。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1