一种在线追踪自动化加工装置的制作方法
1.本实用新型属于工件加工技术领域,具体涉及一种在线追踪自动化加工装置。
背景技术:
2.在制造工件的设备中,现在市场上大多是每个工艺都需要一台设备,而且上道工艺和下道工艺的生产设备没有任何关联,所以工件就会在每道工序之间不停的上下料,大大降低了生产料率,在转运过程中不可避免的会出现磕碰,降低了工件的成品合格率;而且现有的设备在生产过程中需要大量的工装才能完成本道工艺,增加了工件生产成本。现有设备因为每道工艺相互的不关联还需要很多工人来对设备进行操作和监控,以及工件的转运,增加了人工成本。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术的不足提供一种在线追踪自动化加工装置,其解决了工件周转问题,工件只需要上料一次到输送皮带线上,就完成生产工艺加工流程,大大提高了生产效率,没有了转运过程,不会出现工件的磕碰问题,提高了工件的成品合格率。
4.为实现上述技术目的,本实用新型采取的技术方案为:
5.一种在线追踪自动化加工装置,其中:包括福马轮、工装、机架、支架、操作显示箱、z轴集成单元、led照明灯、ccd摄像头、基座、三轴运动单元、追踪编码单元、皮带输送线和气动三联件,所述的福马轮固定安装在机架底面上,所述的气动三联件安装在机架内,所述的皮带输送线安装在机架顶面上,所述的三轴运动单元安装在机架顶面上,所述的基座安装在三轴运动单元上,所述的z轴集成单元、led照明灯和ccd摄像头都固定安装在基座上,所述的工装定位安装在机架顶面上的定位凹槽里,所述的支架底部固定安装在机架上,所述的操作显示箱安装在支架顶端,所述的追踪编码单元安装在三轴运动单元上且追踪编码单元压在皮带输送线上。
6.为优化上述技术方案,采取的具体措施还包括:
7.上述的机架顶面上设有多个定位孔。
8.上述的z轴集成单元上集成有点胶机、贴标头、夹爪和取料吸盘。
9.上述的机架内安装有电控箱,电控箱内安装有运动控制器且电控箱通过电缆与操作显示箱连接。
10.上述的追踪编码单元上安装有编码器。
11.上述的皮带输送线左侧安装有振动料盘且皮带输送线上安装有接近传感器。
12.本实用新型的工作原理:工件通过振动盘布料到皮带输送线上,皮带输送线输送工件到加工区域时,每个工件会被皮带输送线上的传感器检测到,追踪编码单元计算出每个工件的位置坐标并记录当时每个工件的位置坐标,当工件进入到安全加工区后,机架内的电控箱中的运动控制系统控制三轴运动单元,来驱动三轴运动单元迅速跟上工件速度并
与工件保持同步运动,然后ccd摄像头拍下工件位置发送给运动机架内的电控箱,机架内的电控箱中的运动控制系统计算出当前工件和模板图像的偏差坐标来进行补偿,然后三轴运动单元带动z轴集成单元夹取工件并将工件放置在工装上进行加工操作,加工完成后三轴运动单元带动z轴集成单元夹取工件放置在皮带输送线上,然后开始下一个工件进行加工,以此类推;加工完成的工件经过皮带输送线直接流入到下道工序进行加工。
13.本实用新型的优点在于以下几点:直接解决了工件周转问题,工件只需要上料一次到输送皮带线上,所有生产的设备都在皮带线上完成生产工艺加工流程,而且工件是在一直输送的过程中完成的加工流程,大大提高了生产效率,没有了转运过程,不会出现工件的磕碰问题,提高了工件的成品合格率;由于工件是直接在皮带上输送以及生产加工,就不需要大量的工装,直接降低了生产成本;工件都是经过皮带输送,自动完成各个生产工艺加工流程,减少了很多需要人工干预的环节,降低了人工的成本。
附图说明
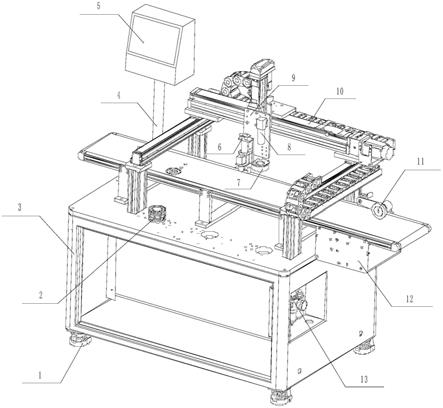
14.图1是本实用新型的结构示意图。
15.其中的附图标记为:福马轮1、工装2、机架3、支架4、操作显示箱5、z轴集成单元6、led照明灯7、ccd摄像头8、基座9、三轴运动单元10、追踪编码单元11、皮带输送线12、气动三联件13。
具体实施方式
16.下面结合附图对本实用新型的具体实施方式作出进一步说明:
17.一种在线追踪自动化加工装置,其中:包括福马轮1、工装2、机架3、支架4、操作显示箱5、z轴集成单元6、led照明灯7、ccd摄像头8、基座9、三轴运动单元10、追踪编码单元11、皮带输送线12和气动三联件13,所述的福马轮1固定安装在机架3底面上,所述的气动三联件13安装在机架3内,所述的皮带输送线12安装在机架3顶面上,所述的三轴运动单元10安装在机架3顶面上,所述的基座9安装在三轴运动单元10上,所述的z轴集成单元6、led照明灯7和ccd摄像头8都固定安装在基座9上,所述的工装2定位安装在机架3顶面上的定位凹槽里,所述的支架4底部固定安装在机架3上,所述的操作显示箱5安装在支架4顶端,所述的追踪编码单元11安装在三轴运动单元10上且追踪编码单元11压在皮带输送线12上。
18.实施例中,机架3顶面上设有多个定位孔。
19.实施例中,z轴集成单元6上集成有点胶机、贴标头、夹爪和取料吸盘。
20.实施例中,机架3内安装有电控箱,电控箱内安装有运动控制器且电控箱通过电缆与操作显示箱5连接。
21.实施例中,追踪编码单元11上安装有编码器。
22.实施例中,皮带输送线12左侧安装有振动料盘且皮带输送线12上安装有接近传感器。
23.本实用新型的工作原理:工件通过振动盘布料到皮带输送线12上,皮带输送线12输送工件到加工区域时,每个工件会被皮带输送线12上的传感器检测到,追踪编码单元11计算出每个工件的位置坐标并记录当时每个工件的位置坐标,当工件进入到安全加工区后,机架3内的电控箱中的运动控制系统控制三轴运动单元10,来驱动三轴运动单元10迅速
跟上工件速度并与工件保持同步运动,然后ccd摄像头8拍下工件位置发送给运动机架3内的电控箱,机架3内的电控箱中的运动控制系统计算出当前工件和模板图像的偏差坐标来进行补偿,然后三轴运动单元10带动z轴集成单元6夹取工件并将工件放置在工装2上进行加工操作,加工完成后三轴运动单元10带动z轴集成单元6夹取工件放置在皮带输送线12上,然后开始下一个工件进行加工,以此类推;加工完成的工件经过皮带输送线12直接流入到下道工序进行加工。
24.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,应视为本实用新型的保护范围。
技术特征:
1.一种在线追踪自动化加工装置,其特征在于:包括福马轮(1)、工装(2)、机架(3)、支架(4)、操作显示箱(5)、z轴集成单元(6)、led照明灯(7)、ccd摄像头(8)、基座(9)、三轴运动单元(10)、追踪编码单元(11)、皮带输送线(12)和气动三联件(13),所述的福马轮(1)固定安装在机架(3)底面上,所述的气动三联件(13)安装在机架(3)内,所述的皮带输送线(12)安装在机架(3)顶面上,所述的三轴运动单元(10)安装在机架(3)顶面上,所述的基座(9)安装在三轴运动单元(10)上,所述的z轴集成单元(6)、led照明灯(7)和ccd摄像头(8)都固定安装在基座(9)上,所述的工装(2)定位安装在机架(3)顶面上的定位凹槽里,所述的支架(4)底部固定安装在机架(3)上,所述的操作显示箱(5)安装在支架(4)顶端,所述的追踪编码单元(11)安装在三轴运动单元(10)上且追踪编码单元(11)压在皮带输送线(12)上。2.根据权利要求1所述的一种在线追踪自动化加工装置,其特征在于:所述的机架(3)顶面上设有多个定位孔。3.根据权利要求1所述的一种在线追踪自动化加工装置,其特征在于:所述的z轴集成单元(6)上集成有点胶机、贴标头、夹爪和取料吸盘。4.根据权利要求1所述的一种在线追踪自动化加工装置,其特征在于:所述的机架(3)内安装有电控箱,电控箱内安装有运动控制器且电控箱通过电缆与操作显示箱(5)连接。5.根据权利要求1所述的一种在线追踪自动化加工装置,其特征在于:所述的追踪编码单元(11)上安装有编码器。6.根据权利要求1所述的一种在线追踪自动化加工装置,其特征在于:所述的皮带输送线(12)左侧安装有振动料盘且皮带输送线(12)上安装有接近传感器。
技术总结
本实用新型公开了一种在线追踪自动化加工装置,主要内容为:所述的福马轮安装在机架底面上,气动三联件安装在机架内,皮带输送线安装在机架顶面上,三轴运动单元安装在机架顶面上,基座安装在三轴运动单元上,Z轴集成单元、LED照明灯和CCD摄像头都固定安装在基座上,工装定位安装在机架顶面上的定位凹槽里,支架底部安装在机架上,操作显示箱安装在支架顶端,追踪编码单元安装在三轴运动单元上且追踪编码单元压在皮带输送线上。本实用新型解决了工件周转问题,工件只需要上料一次到输送皮带线上,就完成生产工艺加工流程,大大提高了生产效率,没有了转运过程,不会出现工件的磕碰问题,提高了工件的成品合格率。提高了工件的成品合格率。提高了工件的成品合格率。
技术研发人员:张伟
受保护的技术使用者:张伟
技术研发日:2021.08.19
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1