一种装配生产线的制作方法
1.本实用新型涉及组装生产技术领域,具体而言,涉及一种装配生产线。
背景技术:
2.目前国内农机生产企业如中国一拖、雷沃重工、东风农机等,拖拉机等农机车辆的装配设备和装配工艺已经是好几年甚至十多年之前的技术。
3.随着时代的进步以及软硬件的升级,农机开始进入第三时代,其采用锂电池为能源储备、永磁同步电机为动力源,无人驾驶系统、智能电控系统等,使得产品结构及装配工艺要求都有很大的不同。随即出现新的装配工艺及其操作设备,而产品种类比较多,所需组装操作更为繁琐,从而急需设计出兼容性强、操作便捷的组装生产线。
4.需要提到的是,公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.有鉴于此,本实用新型的目的在于提供一种装配生产线,以解决上述问题。
6.本实用新型采用了如下方案:
7.本技术提供了一种装配生产线,用于农机车辆的定点组装,包括由首部装配工位和尾部装配工位所衔接形成的装配区;其中,所述装配区在各个装配工位以间隔布设的方式设有用于承托农机车辆的底盘总成的多个举升机构,且每两个举升机构共同协作形成一托举装配工位,以将底盘总成托举限定在其托举装配工位中分别实施各工序的组装操作;所述首部装配工位至尾部装配工位沿各工序的传输方向配置有带有rgv的轻轨机构,所述rgv用于行走在装配区内并沿各个托举装配工位之间移动,以配合举升机构来承托在其托举装配工位完成组装操作后的底盘总成,并输送至下一托举装配工位处。
8.作为进一步改进,沿进出所述首部装配工位和尾部装配工位处设有物流小车互换区;两个互换区配置在进出装配区的相对两侧,以允许外部的 agv能够将未组装的底盘总成输入至装配区,以及将组装后的随行工装输出至装配区外。
9.作为进一步改进,相同托举装配工位处的两举升机构的托举高度相一致,且不同托举装配工位处的举升机构的举升高度不同;各托举装配工位配置成其预设的举升高度可调。
10.作为进一步改进,所述举升机构包括:升降构件和托举构件;升降构件包含固定座和配置在所述固定座的气缸组件;托举构件至少具有一龙门横梁,所述龙门横梁与所述气缸组件相联动;其中,设有相互间隔配置的两个所述升降构件,且两固定座对应的预埋在地面下;所述龙门横梁对接平置在两气缸组件的输出端,以在实施托举后在其下方与地面形成用于搬运机构行驶的过道。
11.作为进一步改进,邻近于所述互换区且靠外的其中一举升机构还包括一框体构
件;所述框体构件连接配置在所述龙门横梁下方,该龙门横梁在其初始位置时与地面相平齐设置,且在活动至托举位置后,使得其初始位置处所形成在地面上的坑位能够被所述框体构件填平。
12.作为进一步改进,所述框体构件构造为一匚型架,所述匚型架的开口接合配置在龙门横梁的下端面,且所述匚型架的底部梁与龙门横梁相平置设置。
13.作为进一步改进,所述龙门横梁的上端面设有一接合轨,所述接合轨能够衔接于地面上的轻轨机构;且所述底部梁的上端面与轻轨机构对应设有另一接合轨。
14.作为进一步改进,沿rgv在轻轨机构移动的路径上至少配置有一埋地式升降充电机构;所述充电机构包括:框架组件和升降组件;框架组件预埋在地面并具有一设有对开门的支撑架,所述对开门以铺平方式可滑动地设置在支撑架上,且能够沿打开状态和闭合状态之间活动切换位置,并在其打开后以暴露出位于地面下的框架组件中的内部空间;升降组件配置在所述框架组件上,所述升降组件包含设于所述内部空间的驱动件、配置在所述驱动件的输出端的充电座以及连接所述充电座和对开门的联动杆;其中,所述充电座受控于该驱动件以在隐藏于内部空间中的第一位置和暴露在地面上的第二位置之间活动;所述联动杆能够带动所述对开门在所述充电座处于第一位置时以活动至闭合状态,以及在所述充电座处于第二位置时以活动至打开状态。
15.作为进一步改进,所述驱动件为气缸,所述气缸沿竖向配置在框架组件内,且其活塞杆的端部配置有用于提供电能至rgv的充电座;所述充电座以快插方式在其处于第二位置后直接与rgv相接合,以实施充电操作。
16.作为进一步改进,所述尾部装配工位配置成用于轮胎组装操作,且该工位处设有多重的自动防护操作,以保护进行组装操作的工作者。
17.通过采用上述技术方案,本实用新型可以取得以下技术效果:
18.本技术的装配生产线,用于对农机车辆进行定点组装工艺。其中,通过在装配区的各装配工位中设有的多个举升机构,并以每两个相邻的举升机构共同协作形成用于托举底盘总成的托举装配工位,从而分别在各托举装配工位中实施组装操作,其针对性更强,且提升组装过程的兼容性、安全性等等。并且,沿各工序的传输方向设有轻轨机构,其rgv(有轨小车) 行走在装配区内,且能够在各个托举装配工位之间移动,进而将完成组装操作的底盘总成输送至下一装配工位,实现托举工位和运输工位的共同协作,其操作性更佳、且显著提升生产线的组装、传输效率。
附图说明
19.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
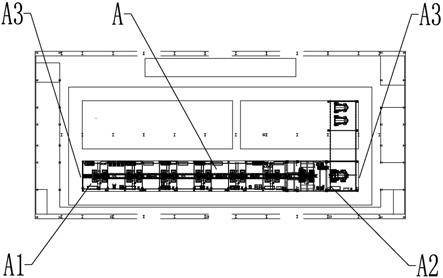
20.图1是本实用新型实施例的装配生产线的结构示意图;
21.图2是图1在另一视角下的结构示意图;
22.图3是本实用新型实施例的装配生产线的举升机构的结构示意图,其中,龙门横梁处于初始位置;
23.图4是图3中龙门横梁在气缸组件的驱动下活动至举升位置的结构示意图;
24.图5是图4中i处的局部放大示意图;
25.图6是图4中ii处的局部放大示意图;
26.图7是本实用新型实施例的装配生产线的举升机构的举升操作过程的结构示意图;
27.图8是本实用新型实施例的装配生产线的埋地式升降充电装置的结构示意图;
28.图9是图8中的部分拆解示意图;
29.图10是本实用新型实施例的装配生产线的埋地式升降充电装置在另一视角下的结构示意图,其中为了便于展示隐藏部分框架组件;
30.图11是图10在其他视角下的结构示意图;
31.图12是图10在其中一视角下的剖示意图。
32.图标:
33.a-装配区;a1-首部装配工位;a2-尾部装配工位;a3-互换区;
34.1-升降构件;11-固定座;111-限位块;112-定位件;113-调节件;12
‑ꢀ
气缸组件;121-缸体;1211-活塞杆;122-导向筒;1221-条形槽;1222-紧固环;123-接合件;1231-法兰盘;1232-接头;1233-卡合腔;1234-嵌合头;2-托举构件;21-龙门横梁;3-框体构件;31-底部梁;4-接合轨;
35.5-框架组件;51-支撑架;511-对开门;512-隔挡板;52-盖板;521
‑ꢀ
窗口;6-升降组件;61-驱动件;62-充电座;63-联动杆。
具体实施方式
36.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
37.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
39.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固
定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
41.实施例
42.结合图1和图2,本实施例提供了一种装配生产线,用于农机车辆的定点组装,包括由首部装配工位a1和尾部装配工位a2所衔接形成的装配区a。其中,装配区a在各个装配工位以间隔布设的方式设有用于承托农机车辆底盘总成的多个举升机构,且每两个举升机构共同协作形成一托举装配工位,以将底盘总成托举限定在其托举装配工位中分别实施各工序的组装操作。首部装配工位a1至尾部装配工位a2沿各工序的传输方向配置有带有 rgv的轻轨机构,rgv用于行走在装配区内并沿各个托举装配工位之间移动,以配合举升机构来承托在其托举装配工位完成组装操作后的底盘总成,并输送至下一托举装配工位处。沿首部装配工位a1至尾部装配工位a2,装配区a被构造成利于轻轨结构上的rgv实施自如地往复活动的一字型,从而利于装配生产线统一并集中地快速进行底盘总成的组装。
43.上述实施例中,通过在装配区的各装配工位中设有的多个举升机构,并以每两个相邻的举升机构共同协作形成用于托举底盘总成的托举装配工位,从而分别在各托举装配工位中实施组装操作,其针对性更强,且提升组装过程的兼容性、安全性等等。并且,沿各工序的传输方向设有轻轨机构,其rgv(有轨小车)行走在装配区内,且能够在各个托举装配工位之间移动,进而将完成组装操作的底盘总成输送至下一装配工位,实现托举工位和运输工位的共同协作,其操作性更佳、且显著提升生产线的组装、传输效率。
44.在一种实施例中,沿进出首部装配工位a1和尾部装配工位a2处设有物流小车互换区a3。两个互换区a3配置在进出装配区a的相对两侧,以允许外部的agv(无轨小车)能够将未组装的底盘总成输入至装配区a,以及将组装后的随行工装输出至装配区a外。该随行工装用于对底盘总成起到工装治具的功能,并能够跟随其传输至下一工序中。
45.其中,具体地,未组装的底盘总成承托在外部的agv上,并且同随行工装由agv输送至装配区内,并在互换区a3内将位于agv上的工件经由一对举升机构共同协作向上推动到其托举装配工位上,此时工件脱离agv,并且驱使agv驶离互换区a3。接着托举机构将随行工装举升至预设的高度位置后,工作者将物料扫描抓取并装配在底盘总成上进行阶段性的组装操作。完成在一举升组装工位的组装操作后,人工呼叫rgv至底盘总成的下方,且rgv到位后举升机构下降,将装配好的底盘总成放置在rgv上,托举机构继续下降到初始位置后,rgv带动底盘总成输送至下一托举装配工位,并进行接下来的物料装配,直至完成所有的物料装配后,组装好的农机车辆可以直接驾驶至待放区中,亦或是通过呼叫agv的方式,实现agv拖动农机车辆输送至装配区外。
46.结合图3至图7,以下进一步对举升机构做详细说明。
47.其中,相同托举装配工位处的两举升机构的托举高度相一致,且不同托举装配工位处的举升机构的举升高度不同。各托举装配工位配置成其预设的举升高度可调,以适于各个高度的组装要求,显著提升生产线的兼容性和操作性。
48.具体地,请参考图3至图7,举升机构包括升降构件1和托举构件2。升降构件1包含固定座11和配置在固定座11的气缸组件12。托举构件2 至少具有一龙门横梁21,龙门横梁21与气缸组件12相联动。其中,设有相互间隔配置的两个升降构件1,且两固定座11对应的预埋在地面下,在本实施例中,优选为固定座11的上端面最多与地面相平齐。龙门横梁21 对接平置在两气缸组件12的输出端,以在实施托举后在其下方与地面形成用于外部搬运机构行驶的过道。
49.其中,邻近于互换区且靠外的其中一举升机构还包括一框体构件3。框体构件3连接配置在龙门横梁21下方,该龙门横梁21在其初始位置时与地面相平齐设置,且在活动至托举位置后,使得其初始位置处所形成在地面上的坑位能够被框体构件3填平。
50.上述实施例中,该举升机构通过升降构件1和托举构件2之间的联动配合,进而实现待组装工件的托举操作。其中,升降构件1的固定座11预埋在地面下,并且以两个升降机构来共同协作实施对跨置在两气缸组件12 的输出端的龙门横梁21进行升降驱动。该龙门横梁21在其初始位置时与地面相平齐,从而使得龙门横梁21能够在未进行托举操作时能够沉入至地面,以免干扰搬运,并且其是以填补的方式与地面所开设的坑位相适配,使得地面更为平整。
51.尤其的,在龙门横梁21活动至托举位置后,地面上所形成的坑位(为了避让出龙门横梁21)能够被连接配置于龙门横梁21下方的框体构件3活动容置并进一步地填平,以实施交替式地对坑位进行整平操作,解决了搬运机构在过道中行驶的平稳性,其经济可靠、安全,且方便安装和维护,能够有效解决了多种工位的不同升降高度和定位精度,且便于搬运机构如物流小车等在过道中进行有效穿梭、搬运。
52.如图4和图7所示,在其中一优选的实施方式中,框体构件3构造为一匚型架。匚型架的开口接合配置在龙门横梁21的下端面,且匚型架的底部梁31与龙门横梁21相平置设置。具体地,匚型架组装在龙门横梁21上,且其大致构成上述的过道,以在龙门横梁21活动至托举位置后允许物流小车沿通道进出。并且,龙门横梁21的初始位置以及托举位置均是由气缸组件12来调控的,且匚型架的底部梁31与龙门横梁21之间的间隔距离即为托举高度,以使龙门横梁21和底部梁31之间交替实施对地面坑位的填平。
53.其中,物流小车优选为rgv,rgv为有轨小车其能够在轻轨机构上导向滑动。进一步地,龙门横梁21的上端面设有一接合轨4,接合轨4能够衔接于地面上的轻轨机构。另外的,底部梁31的上端面与轻轨机构对应设有另一接合轨4。从而,通过在龙门横梁21以及底部梁31上设有的可对接于外部轻轨机构的接合轨4,使得无论是在托举操作亦或是初始位置时均能够允许有轨小车实施有效滑动,避免发生由于隔断所导致的颠簸甚至是脱轨现象。
54.如图4、图5和图6所示,在一种实施例中,气缸组件12包括:缸体 121、导向筒122和接合件123。缸体121配置在固定座11下方并允许其设有的活塞杆1211可活动地穿设于固定座11。导向筒122环设套置在缸体 121外且配置在活塞杆1211的输出端上。接合件123配置在导向筒122的上端,与龙门横梁21相连接。
55.其中,导向筒122开设有与固定座11相导向滑触的条形槽1221,条形槽1221沿其升降滑动方向延伸设置,且固定座11对应设有与条形槽1221 相滑动适配的限位块111。导向筒122能够在罩设在活塞杆1211在未伸缩驱动时完全罩设在缸体121外部,起到防护作用。并且,导向筒122的下端开口通过紧固环1222与缸体121相滑触紧配,以加固导向筒122避免其在伸长至高位后发生形变而影响定位、精度等。尤其的,导向筒122至少部分穿设在固定座11上且能够相对固定座11升降活动。且固定座11上的限位块111能够导向嵌入至导向筒122的条形槽1221,以允许导向筒122 沿其条形槽1221方向升降活动,并限制了导向筒122沿其轴向转动,起到止旋的作用,以提升气缸组件12的稳定性。
56.其中,接合件123包含设有接头1232的法兰盘1231、以及配置在法兰盘1231与龙门横梁21之间的浮动结构。接头1232与活塞杆1211的端部相铰接,浮动结构配置成能够使导向筒122与龙门横梁21之间相间隙配合。由于导向筒122在固定座11及缸体121上的导向限位,使得其活塞杆1211 与接头1232即便是铰接配合,也不致于活塞杆1211与法兰盘1231之间发生铰接转动,而该铰接端的配置能够提升之间的灵活度,以辅助该浮动结构的间隙配合。并且,浮动结构是为了使得龙门横梁21与导向筒122端面 (或法兰盘1231)之间是非刚性的组装配合,两者的间隙配合能够更利于活塞杆1211/导向筒122在固定座11上的灵活地导向滑触活动。
57.上述中,具体地,浮动结构包括配置在龙门横梁21一侧的卡合腔1233、和配置在法兰盘1231一侧的嵌合头1234。嵌合头1234能够限定在卡合腔 1233内,且两者之间至少具有沿横向活动的间隙余量。从而,通过嵌合头 1234在卡合腔1233内的容置活动,使得龙门横梁21与导向筒122在浮动结构的驱使下能够相对横向来微调位置,避免由于固定座11安装无法绝对水平,所导致左右两个导向筒升起后呈八字型而出现升降憋住,其能显著提升其升降托举的灵活度。尤为关键的是,固定座11配置成与气缸组件12 相滑套配合并沿横向相互间隙设置,具体是导向筒122的部分筒体与固定座11相互间隙滑触配合。从而,通过浮动结构以及固定座11上的横向间隙配置,能够在水平横向进行微调,使得活塞杆1211的伸缩活动更为灵活且能够提升其使用寿命。
58.如图5和图6所示,在一种实施例中,固定座11上设有定位件112和调节件113,龙门横梁21设有与定位件112相对接配合的孔位。以及,调节件113以高度可调的方式配置在龙门横梁21上并能够在其处于初始状态后抵靠在固定座11上。如图1和图2所示,为了避免上述的浮动设计以及间隙设计可能导致的龙门横梁21在初始位置的错位问题,通过孔位配合的定位方式以实现龙门横梁21在处于初始位置后能够精准的对位在固定座11 上。并且,为了确保龙门横梁21在固定座11上的位置与地面的坑位高度能够完全契合,进一步地在龙门横梁21下端面设有一高度可调的调节件113,通过调节件113能够精准限定出龙门横梁21沿竖向的高度位置,通过调节件113在固定座11上的抵靠以限制龙门横梁21继续下移,以提升整体填平在地面坑位上的精度。
59.结合图8至图12,以下进一步对充电机构做详细说明。
60.其中,沿rgv在轻轨机构移动的路径上至少配置有一埋地式升降充电机构。该充电机构包括:框架组件5和升降组件6。框架组件5预埋在地面并具有一设有对开门511的支撑架51,对开门511以铺平方式可滑动地设置在支撑架51上,且能够沿打开状态和闭合状态之间活动切换位置,并在打开后以暴露出位于地面下的框架组件5中的内部空间。升降组件6
配置在框架组件5上,升降组件6包含设于内部空间的驱动件61、配置在驱动件61的输出端的充电座62以及连接充电座62和对开门511的联动杆63。其中,充电座62受控于该驱动件61以在隐藏于内部空间中的第一位置和暴露在地面上的第二位置之间活动。联动杆63能够带动对开门511在充电座62处于第一位置时以活动至闭合状态,以及在充电座62处于第二位置时以活动至打开状态。
61.上述实施例中,该充电装置配置成埋地式并且可进行升降操作来实施对物流小车(rgv)的停放充电,其可提高空间的利用率、防护充电座62 来杜绝触电的安全隐患、且降低成本和改善观整个物流环境的美观。
62.其中,通过框架组件5预埋在地面且其支撑架51设有可开合的对开门 511,且升降组件6的驱动件61在其输出端设有充电座62,充电座62和对开门511之间经由联动杆63相关联设置,以在充电座62受控于驱动件61 后上升至其第二位置,对应触发对开门511处于打开状态,以避让出充电座62的活动空间,此时充电座62暴露在地面上以对停放的物流小车实施充电操作。在无需充电或充电完成后,充电座62跟随驱动件61并下降至其第一位置,使得充电座62隐藏在框架组件5的内部空间中,避免发生触电或损坏等问题。
63.尤为关键的,对开门511在联动杆63的驱使下跟随充电座62活动至其关闭状态,一方面上以起到内部防护的作用,在另一方面,实现对地面的铺平维护,避免预埋后所产生的坑位对地面造成影响,不致于干扰小车停放以及行走。
64.如图11和图12所示,作为一优选的实施方式,驱动件61为气缸。气缸沿竖向配置在框架组件5内,且其活塞杆的端部配置有该充电座62,该充电座62用于在其活动至第二位置后以提供电能至rgv。需要说明的是,气缸与液压缸或电缸相比,具有明显的优势。其中,气缸对使用者的要求低,便于安装和维护,且其输出力大,适应性强,能够在高温和低温环境中正常工作,且具有防尘防水的能力,适应各种恶劣的环境。另外,气缸所配置的活塞杆其动作迅速,反应快,安全性高,不存在用电的安全隐患,且无污染,整洁程度高。
65.并且,气缸竖向配置在预埋在地面下的坑位中,且其能够在驱动过程中,使得水平横向配置在支撑架51的对开门511关联活动。尤其的,升降组件6配置在配置在框架组件5上,具体是升降组件6仅与支撑架51及其对开门511存在有连接关系,整个升降组件6是通过其气缸可拆装地放置在坑位中,使得前期安装及后期维护检修更为方便。当装置遇到故障需要检修时,可将位于框架组件5内的气源和电源接头轻易拔除,从而将整个核心的升降组件6及对开门511吊出地坑,方便检修员操作,以提升检查和修理故障的效率。
66.由于该充电装置是埋在地坑中的,进而将所有的线缆和管道一起埋进地坑中,这样不仅可以有效的避免操作者触电,还能使车间、仓库等使用环境更加整洁,提高了整体的美观、以及便捷性。
67.在一种实施例中,支撑架51横置在其框架组件5上,其与地面相平齐或低于地面,支撑架51和对开门511之间通过滑轨方式相贴合配置。显然的,在支撑架51上配置有一可滑动配置在框架上的对开门511,且对开门 511具体是通过两个门单元之间的靠近或远离,从而实施在打开状态和闭合状态间切换的。
68.具体地,对开门511的两个门单元均分别与充电座62相联动。其中,每一门单元至少通过两个联动杆63与充电座62相联接。如图3和图5所示,联动杆63通过铰轴与门单元及充电座62相铰接配置。各联动杆63斜置并规则排布在充电座62和对开门511之间。在本实施
例中,以轴向对称的方式沿充电座62的两侧共配置有四个联动杆63,从而以可转动的铰接方式稳固传动至各个门单元中。
69.如图8和图9所示,支撑架51上设有一盖板52,盖板52与地面相平齐设置。盖板52的中部开设有避让出对开门511的窗口521,对开门511 配置在盖板52的内端面,且能够与窗口521相紧贴配合。从而,对开门511 的门单元沿贴合在盖板52的方向在支撑架51上滑触活动。
70.其中,两个门单元相衔接的一侧分别沿其端面凸起设有一隔挡板512,窗口521的侧壁构造为倾斜朝外设置的坡面状。隔挡板512能够在门单元活动至打开状态时,抵靠至窗口521的侧壁上,以将掉落在对开门511及盖板52上的螺丝或其他工件推出至窗口521外,避免滑落至框架内。特别的,门单元的端面上设有警示牌,通过配置的警示牌来起到警示作用,避免踩踏、以及充电提醒等。
71.在一种实施例中,充电座62以快插方式在其处于第二位置后直接与物流小车相接合,以实施充电操作。在物流小车移动至对开门511上方后,处于停放状态的小车能够直接与升降活动的充电座62实施插接充电。具体地,该充电装置还包括控制组件(图未示)。控制组件包含感应件和中控件,感应件和驱动组件均中控件相电连接。其中,作为一优选的方式,移动小车的充电是通过二维码扫描而实现的感应件的运行,并通过后台终端可清楚的检测小车充电的情况和小车的各种电源数据。
72.上述中的具体充电操作方式为:当小车运行至充电装置附近时,小车底部的扫码摄像头可扫描配置在框架组件5上的二维码,扫描成功后,小车自动运行至指定位置,此时中控件触发电磁阀导通气源,使得气缸提供动力,向上举升运动以带动充电座62及对开门511活动,使得处于第二位置的充电座62其配置的电刷块与小车的电刷板进行接触,就可实现充电功能。待小车充满电之后,中控件驱使气缸自行向下的收缩活动,将充电座 62埋入地坑中,此时,对开门511在联动杆63的驱使下切换至其闭合状态。
73.以下进一步对尾部装配工位a2做详细说明。
74.在一种实施例中,尾部装配工位a2配置成用于轮胎组装操作,且该工位处设有多重的自动防护操作,以保护进行组装操作的工作者。具体地,由于是人机交互,所以存在操作者的安全隐患。该自动防护操作为3重防护:首先是切换至自动模式,手控台放置在安全区,这样保证了人在操作手控台进行切换模式时,肯定是处于安全区的。其次,若人还在操作区,但有其他人不小心操作了手控台,同样会对操作者造成威胁,这就需在操作区设置有安全地毯,这样保证该操作区的安全地毯是处于无人状态,机器人方可进入。另一方面的,若地毯损坏失效,则就起不到防护效果,这需要增加人像采集摄像头,检查到人在操作区,机器人就不能进入。这样的3重防护只有同时起作用,检测无人后,机器人才可进入,极大的改善了人机交互的安全问题。
75.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1