一种汽车线束半成品导线用扎线杆的制作方法
本技术涉及汽车线束领域,特别涉及一种汽车线束半成品导线用扎线杆。
背景技术:
1、汽车线束生产前段涉及的物料大多是导线,因总成不同,导致工艺有所不同,这就造成了各种样式的半成品导线,导线的线种有多种,导线的规格有多种,导线的颜色有多种,导线的长度也是多种各样,目前前段物料导线的收取,大多是用绳子或粘胶带来捆扎,用绳子来捆扎导线,一是捆扎困难且不易扎紧导致导线松散,另外用粘胶带来捆扎,使用时不易解开且解开的胶带不能二次回收使用,生产附加成本高,粘在地面或其它工装上,时间久了还会粘在导线上,严重影响车间的5s管理,所以急需提供一种汽车线束半成品导线用扎线杆。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种汽车线束半成品导线用扎线杆。
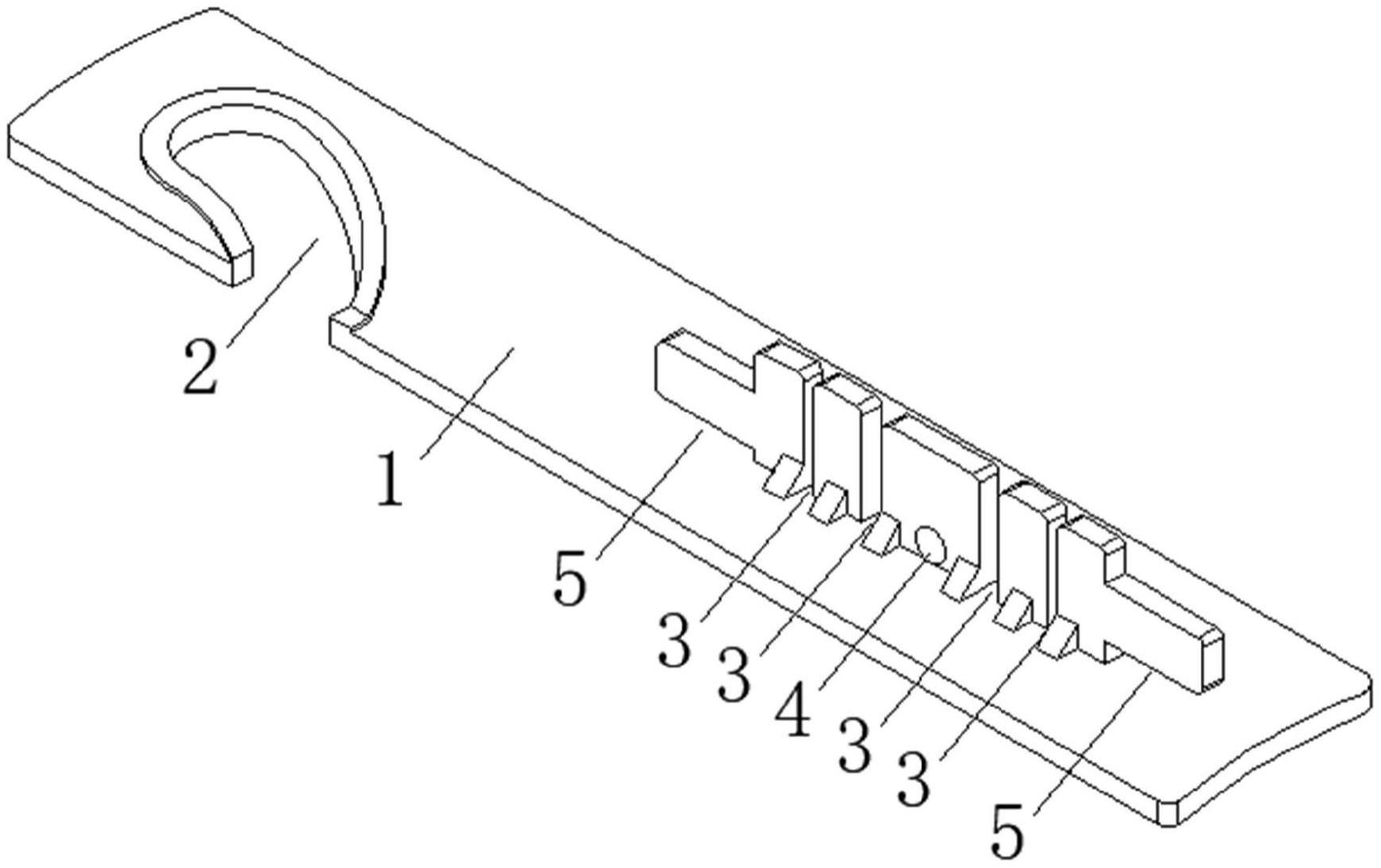
2、为了实现上述目的,本实用新型提供一种汽车线束半成品导线用扎线杆,包括扎线杆本体、设置在所述扎线杆本体一端的挂钩、间隔设置在所述扎线杆本体上的多个不同宽度的第一卡槽、位于多个第一卡槽中间的固定孔、一端与所述固定孔固定连接的弹性件、设置在多个第一卡槽两端且与所述第一卡槽垂直设置的第二卡槽以及设置在所述扎线杆本体背面的导线放置部,所述导线放置部与所述第一卡槽分别位于所述扎线杆本体的两侧。
3、优选的,所述导线放置部为扁平型设置,与所述弹性件缠绕后的半成品导线适配。
4、优选的,所述扎线杆本体为长方形设置。
5、优选的,所述第一卡槽的数量为4个,所述第二卡槽的数量为2个。
6、优选的,所述第一卡槽的宽度为1mm或2mm。
7、优选的,所述挂钩为设置在所述扎线杆本体一端的沟槽。
8、优选的,所述弹性件为橡皮筋。
9、有益效果:
10、本实用新型设置了一种汽车线束半成品导线用扎线杆,包括扎线杆本体、挂钩、多个不同宽度的第一卡槽、固定孔、弹性件、第二卡槽以及导线放置部,半成品导线紧贴所述导线放置部,弹性件的一端固定在所述固定孔,另一端绕设导线和扎线杆本体几圈之后,将弹性件固定在所述第一卡槽或第二卡槽内。多个不同宽度的第一卡槽用于与不同直径的弹性件适配,操作者灵活操作选择合适的第一卡槽或第二卡槽,将弹性件扎紧,固定导线,提升了工作效率。所述挂钩用于将导线挂入指定的挂线车上,方便下道工序存取使用。本实用新型成本低、可重复利用,固定导线提升了工作效率。
技术特征:
1.一种汽车线束半成品导线用扎线杆,其特征在于,包括扎线杆本体、设置在所述扎线杆本体一端的挂钩、间隔设置在所述扎线杆本体上的多个不同宽度的第一卡槽、位于多个第一卡槽中间的固定孔、一端与所述固定孔固定连接的弹性件、设置在多个第一卡槽两端且与所述第一卡槽垂直设置的第二卡槽以及设置在所述扎线杆本体背面的导线放置部,所述导线放置部与所述第一卡槽分别位于所述扎线杆本体的两侧,所述第一卡槽和所述第二卡槽用于卡设所述弹性件。
2.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述导线放置部为扁平型设置,与所述弹性件缠绕后的半成品导线适配。
3.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述扎线杆本体为长方形设置。
4.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述第一卡槽的数量为4个,所述第二卡槽的数量为2个。
5.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述第一卡槽的宽度为1mm或2mm。
6.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述挂钩为设置在所述扎线杆本体一端的沟槽。
7.根据权利要求1所述的汽车线束半成品导线用扎线杆,其特征在于,所述弹性件为橡皮筋。
技术总结
本技术公开一种汽车线束半成品导线用扎线杆,包括扎线杆本体、设置在所述扎线杆本体一端的挂钩、间隔设置在所述扎线杆本体上的多个不同宽度的第一卡槽、位于多个第一卡槽中间的固定孔、一端与所述固定孔固定连接的弹性件、设置在多个第一卡槽两端且与所述第一卡槽垂直设置的第二卡槽以及设置在所述扎线杆本体背面的导线放置部,所述导线放置部与所述第一卡槽分别位于所述扎线杆本体的两侧,所述第一卡槽和所述第二卡槽用于卡设所述弹性件。本技术成本低、可重复利用,固定导线提升了工作效率。
技术研发人员:苏进,陈飞
受保护的技术使用者:柳州市双飞汽车电器配件制造有限公司
技术研发日:20210825
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!