一种薄膜连接扣的生产设备的制作方法
1.本实用新型涉及机械设备领域,特别涉及一种薄膜连接扣的生产设备。
背景技术:
2.如图8、图9所示,一种薄膜连接扣1,包括基膜13和附着在基膜13上的两条双面胶带,其中两条双面胶带分别为第一双面胶带11和第二双面胶带12;具体的基膜13与双面胶带的连接位置如下所述:
3.基膜13划分成相邻的三部分,分别为第一区域14、第二区域15和第三区域16,第一区域14、第二区域15和第三区域16依次相连接为一体;基膜13包括正反两表面,其中第一双面胶带11粘贴在第一区域14的正面,第二双面胶带12粘贴在第三区域16的反面,第一双面胶带11和第二双面胶带12两者相平行。
4.在基膜13中,以第一区域14与第二区域15之间的界线为折线,将第一区域14相对于第二区域15折180度,使得第一区域14与第二区域15呈上下叠合状态,即第一区域14的反面与第二区域15的方面相对。
5.需要设计出一种设备,生产制造该种薄膜连接扣,本案由此产生。
技术实现要素:
6.本实用新型提供一种薄膜连接扣的生产设备,该生产设备具有快速制造薄膜连接扣的特点;具体地,本实用新型是通过以下技术方案实现:
7.一种薄膜连接扣的生产设备,用于将基膜制备成薄膜连接扣,包括沿基膜输送方向依次设置的放卷装置、折边机构、贴胶机构和收卷装置;其中放卷装置包括放卷辊;收卷装置包括收卷辊;折边机构包括折边板;贴胶机构包括放胶带卷辊和压紧辊组;在放卷装置和收卷装置之间设置有张力调节辊。
8.进一步,沿着基膜输送方向,折边机构依次包括折边板和压紧辊组,在折边结构的基膜输入端和输出端处各设置有张力调节辊;压紧辊组由两压紧辊组成,两压紧辊之间的辊心间距可调。
9.将折叠工艺分解成多个步骤,分别在不同的零部件上完成。张力辊保证基膜在输送过程中,始终保持拉紧状态,便于折叠;折边板进行初始折叠,但弯折后两部分之间的折线不明显,夹角也较大,若不进行后道工序,则初始折叠的基膜会恢复原状,因此设置压紧辊组,用于将处与初始折叠的基膜进行进一步压折,加深折痕,使得弯折后基膜的两部分完全重叠。
10.进一步,折边板与水平面呈一夹角a,夹角a的范围在30度至70度之间;折边板为一多边形板,多边形板的边数为n条,多边形板的边角为n个,n≥3;n个边角中,其中一个边角为折叠基膜的折边角b,折边角b的范围在30度至70度之间。
11.在该角度范围内的夹角a,便于折叠基膜。
12.在该角度范围内的折边角b,便于在基膜上刻画出折痕,同时给予基膜一个初始折
叠角度。
13.进一步,放卷装置或者折边机构的基膜输入端上设置一测距仪,用于确定基膜一侧边缘的水平位置。
14.通过测距仪,确定基膜的放置位置是否在标准值内,从而保证基膜上的折痕的位置。
15.进一步,折边机构还包括机架,折边板一端与机架铰接,折边板的另一端与机架通过支杆连接,支杆用于调节折边板的另一端与机架的水平距离。
16.该机构的设置,便于调节夹角a。
17.进一步,在压紧辊组的基膜输出端还设置有张力调节辊。
18.进一步,贴胶机构包括机架,按照基膜输送方向,机架依次设置有压紧辊组和收卷辊;同时机架上还安装有放胶带卷辊,用于缠绕双面胶带。
19.将贴胶工艺分解成多个步骤,分别在不同的零部件上完成。其中压紧机构用于将胶带与基膜压紧;压紧辊用于对输出缠绕的基膜进行位置纠正,避免因为基膜厚度不一致,而导致缠绕收拢出现偏差,同时也可压紧不同基膜上不同厚度的区域。
20.进一步,放胶带卷辊设置有两个,分别为第一放胶带卷辊和第二放胶带卷辊;压紧辊组设置有三组,沿着基膜输送方向依次为第一压紧辊组、第二压紧辊组和第三压紧辊组;压紧辊组由两压紧辊组成,两压紧辊之间的辊心间距可调。
21.进一步,压紧辊的表面涂层为特氟龙材料。
22.可根据基膜和胶带厚度进行辊心间距调节,适用于不同厚度的产品。
23.当双面胶带粘偏后,粘在压紧辊表面,特氟龙涂层方便双面胶带从压紧辊上剥离。
24.进一步,第三压紧辊组中的其中一压紧辊,沿其轴向,将该压紧辊分成两部分,分别为第一压紧辊段和第二压紧辊段,第一压紧辊段的辊径大于第二压紧辊段的辊径。
25.卷绕时,基膜上的重叠区域即较厚处穿设在两压紧辊的第一压紧辊段之间,基膜上的单层区域即较薄处穿设在两压紧辊的第二压紧辊段之间;压紧较厚的基膜,以较厚基膜边缘一侧为基础,将基膜进行卷绕,避免出现偏心和收卷后基膜出现变形的情况发生。
附图说明
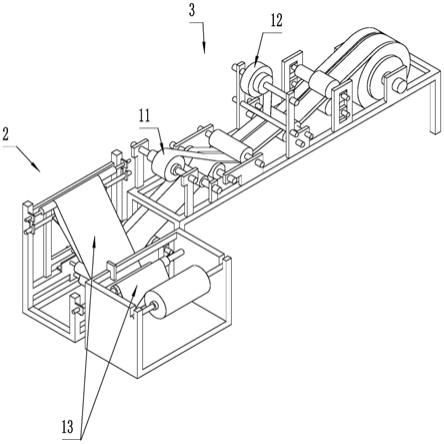
26.图1为本实用新型提供的一种薄膜连接扣的生产设备实施例的立体图;
27.图2为本实用新型提供的一种折边机构实施例的立体图;
28.图3为本实用新型提供的一种折边机构实施例的立体图;
29.图4为本实用新型提供的一种折边机构实施例的左视图;
30.图5为本实用新型提供的一种折边机构实施例的后视图;
31.图6为本实用新型提供的一种贴胶机构实施例的立体图;
32.图7为本实用新型提供的一种贴胶机构实施例的主视图;
33.图8为本实用新型提供的一种薄膜连接扣实施例的立体图;
34.图9为本实用新型提供的一种薄膜连接扣实施例的剖视图。
35.其中:1.薄膜连接扣;11.第一双面胶带;12.第二双面胶带;13.基膜;14.第一区域;15.第二区域;16.第三区域;2.折边机构;21.机架;22.入口张力辊;23.折边板;24.压紧辊组;25.出口张力辊;26.圆柱;27.支杆;28.放卷辊;3.贴胶机构;31.机架;32.第一压紧辊
组;33.第二压紧辊组;34.第三压紧辊组;341.第一压紧辊段;342.第二压紧辊段;35.收卷辊;36.第一放胶带卷辊;37.第二放胶带卷辊。
具体实施方式
36.下面结合附图和具体实施方式对本实用新型作进一步说明。
37.如图1所示,一种薄膜连接扣的生产设备,包括折边机构2和贴胶机构3,其中折边机构2用于折叠基膜13,贴胶机构3用于将两条双面胶带粘贴至基膜13相应区域上。
38.如图2、图3、图4和图5所示,折边机构2包括机架21,按照基膜13输送方向,机架21依次设置有入口张力辊22、折边板23、压紧辊组24、出口张力辊25。
39.入口张力辊22与出口张力辊25用于张紧基膜13,便于对基膜13进行折边。
40.如图4所示,安装后的折边板23与水平面呈一夹角a,夹角a的范围在30度至70度之间。
41.折边板23为一多边形板,多边形板的边数为n条,多边形板的边角为n个,n≥3;
42.如图5所示,折边板23中,n个边角中,选择其中一个边角作为折叠基膜13的折边角b,使用时折边角b在基膜13上刻画出折线,折边角b的范围在30度至70度之间。形成折边角b的两条角边分别为第一折边和第二折边。基膜13从折边板23的上方送入,从折边板23的下方输出,其中折边板23的折边角b的尖端贴合在基膜13上,随着基膜13输送,第一区域14与第二区域15分别贴合着第一折边和第二折边移动,折边角b在基膜13上刻画出折线,基膜13的第一区域14与第二区域15两者实现初步的相对弯折。
43.在弯折过程中,需要控制第一区域14的宽度,即控制折线至基膜13一侧边缘的距离;因此在机架21上设置一测距仪,确定基膜13放置位置,保证基膜13输入后,折边角b的角尖至基膜13一侧边缘的距离在标准值内。
44.优选处于最低位置的一边角为折边角b。
45.折边板23选择为三角板。
46.折边板23与水平面夹角a的大小通过以下结构进行调节。
47.保持折边板23的一端空间位置不变,折边板23的另一端空间位置可变换;即折边板23一端固定安装在一圆柱26上,圆柱26装配在机架21上,可相对机架21旋转;在折边板23的另一端上连接一支杆27,支杆27与机架21与连接,通过调节支杆27,进一步调节折边板23另一端与机架21之间的距离,使得折边板23绕着圆柱26旋转,从而调节折边板23与水平面的夹角a。
48.压紧辊组24设置在折边板23的下方,压紧辊组24由两压紧辊组成,初步弯折的基膜13穿设在两压紧辊之间,两压紧辊进一步折叠基膜13,减小第一区域14与第二区域15之间的夹角角度,加强折痕的深度,使得第一区域14与第二区域15叠合。
49.入口张力辊22可以选择为若干根,出口张力辊25可以选择为若干根。
50.如图4所示,入口张力辊22可以选择为四根,出口张力辊25可以选择为两根。
51.基膜13初始缠绕在放卷辊28上,再经过入口张力辊22,放卷辊28由电机带动。
52.放卷辊28的垂直高度可调节。
53.如图6、图7所示,贴胶机构3,包括机架31,按照基膜13输送方向,机架31依次设置有压紧辊组和收卷辊35;同时机架31上还安装有放胶带卷辊,用于缠绕输出双面胶带。折叠
后的基膜13从贴胶机构3的一端输入,放胶带卷辊上的双面胶带粘贴在折叠后的基膜13上,经由压紧辊组最后输出缠绕到收卷辊35上。
54.放胶带卷辊有两个,分别为缠绕第一双面胶带11的第一放胶带卷辊36和缠绕第二双面胶带12的第二放胶带卷辊37。
55.压紧辊组设置有三组,按照基膜输送方向依次设置为第一压紧辊组32、第二压紧辊组33和第三压紧辊组34,第一压紧辊组32用于压紧第一双面胶带11与基膜13,第二压紧辊组33用于压紧第二双面胶带12与基膜13;第三压紧辊组34用于同时压紧第一双面胶带11、第二双面胶带12与基膜13。
56.每组压紧辊组由两压紧辊组成,粘有双面胶带的基膜13穿过两压紧辊之间,使得双面胶带与基膜13粘贴更为紧密。两压紧辊之间的辊心间距可调;压紧辊的表面涂层为特氟龙材料,当双面胶带粘偏后,粘在压紧辊表面,方便双面胶带从压紧辊上剥离。
57.第三压紧辊组34由两个压紧辊组成,粘贴双面胶带的基膜13穿设在两压紧辊之间;由于基膜13经过折叠,第一区域14与第二区域15叠合,第三区域16未叠合,因此基膜13的不同区域的厚度不同,在卷绕时,会导致基膜13跑偏,每一圈基膜13的侧边与上一圈的侧边不重叠;因此通过设置第三压紧辊组34,避免基膜13跑偏,同时也可以使得两不同厚度的区域皆可收到压紧。具体的第三压紧辊组34的结构如下所述:
58.在其中一压紧辊中,沿轴向,将该压紧辊分成两部分,分别为第一压紧辊段341和第二压紧辊段342,第一压紧辊段341的辊径大于第二压紧辊段342的辊径;基膜13上的重叠区域即较厚处穿设在两压紧辊的第一压紧辊段341之间,基膜13上的单层区域即较薄处穿设在两压紧辊的第二压紧辊段342之间。
59.第一双面胶带11缠绕在第一放胶带卷辊36上,第二双面胶带12缠绕在第二放胶带卷辊37上;从第一放胶带卷辊36中输出的第一双面胶带11粘贴折叠完毕的基膜13的第一区域14上,粘有第一双面胶带11的基膜13输入到第一压紧辊组32内;从第二放胶带卷辊37中输出的第二双面胶带12粘贴道从第一压紧辊组32输出的基膜13的第三区域16上,粘有第二双面胶带12的基膜13输入到第二压紧辊组33内,再输入到第三压紧辊组34内,最后输出缠绕在收卷辊35上。
60.以上是本实用新型优选实施方式,在本实用新型构思前提下所做出若干其他简单替换和改动,都应当视为属于本实用新型的保护范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1