一种多段式张力控制的激光切割辊压一体机的制作方法
1.本实用新型涉及锂离子电池极片生产的技术领域,尤其是涉及一种多段式张力控制的激光切割辊压一体机。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。新能源汽车包括四大类型混合动力电动汽车(hev)、纯电动汽车(bev,包括太阳能汽车)、燃料电池电动汽车(fcev)、其他新能源(如超级电容器、飞轮等高效储能器)汽车等。目前新能源汽车的技术主流为电动路线,而新能源汽车是让中国汽车产业实现“弯道超车”的关键核心,动力电池产品质量、生产效率及制造成本等是新能源汽车的核心竞争力。
3.极片是动力电池中重要的一个组件,电池的正极与负极都接有极片,极片是要由电极引出的部分,通过极片与其他的电子元件连接电池才能通电。传统的电池极片辊压(或辊轧、压延)和激光模切(或切割)中,由于收放卷位置偏差,导致电池极片在模切(或切割)辊压(或辊轧、压延)加工过程中切坏、打皱(或褶皱)、断带等问题;同时由于张力波动大,电池极片前进的速度也不稳定,造成模切辊压加工过程中出现断带、切不断、厚度一致性差等一些列问题,导致了品质差,良率低,效率低,成本高等锂离子电池极片制造的新瓶颈,严重制约着动力电池的发展,进而影响新能源汽车战略的实现。
技术实现要素:
4.本实用新型针对现有技术的问题提供一种多段式张力控制的激光切割辊压一体机,旨在解决现有技术的技术问题。
5.本实用新型提供的一种多段式张力控制的激光切割辊压一体机,采用如下的技术方案:
6.一种多段式张力控制的激光切割辊压一体机,包括放卷装置、纠偏装置、牵引装置、激光模切装置、摆辊装置、辊压装置、收卷装置以及控制系统,所述纠偏装置设置有两个,其中一个纠偏装置设置于一体机的进料处,另外一个纠偏装置设置于一体机的出料处,所述牵引装置用于夹紧极片,所述激光模切装置用于模切极片,所述摆辊装置用于调整极片的张紧度,所述辊压装置用于压延极片。
7.优选地,所述纠偏装置包括底座、设置于所述底座上的纠偏架,所述底座上沿极片的宽度方向设置有滑轨,所述纠偏架滑移连接于所述滑轨上,所述底座上设置有电缸,所述电缸的活塞杆连接于所述纠偏架,所述放卷装置包括设置于位于一体机进料处的纠偏架上的放料辊。
8.优选地,所述牵引装置包括加工机台,设置于所述加工机台上的两根夹棍,极片从两根夹棍之间通过,所述加工机台上设置有驱动所述夹棍转动的牵引电机,所述加工机台
上设置有升降油缸,所述加工机台上设置有升降座,其中一根所述夹棍转动承载升降座上,所述升降油缸的活塞杆连接于所述升降座上,所述升降座与所述加工机台之间连接有复位弹簧,所述激光模切装置包括设置于所述加工机台上的激光切割器,所述夹棍位于所述放料辊与所述激光切割器之间。
9.优选地,所述辊压装置包括辊压架,设置于所述辊压架上的两根压辊,极片从两根所述压辊之间通过,所述辊压架上设置有用于驱动所述压辊转动的辊压电机。
10.优选地,所述摆辊装置包括摆辊架、转动设置于所述摆辊架上的转动座、设置于所述转动座上的摆辊,所述摆辊架上转动设置有转动气缸,所述转动气缸的活塞杆转动连接于所述转动座上,极片绕设于所述摆辊上。
11.优选地,所述摆辊装置设置有若干个,所述摆辊装置位于所述辊压装置旁边。
12.优选地,所述收卷装置包括收卷架,设置于所述收卷架上的若干个收卷辊、设置于所述收卷架上的收卷电机,所述收卷电机用于驱动所述收卷辊转动。
13.优选地,所述控制系统包括多组用于感应极片位置的传感器、以及电性连接于所述传感器的控制器,所述传感器为激光开关型、超声波模拟量型中的一种。
14.综上所述,本实用新型包括以下至少一种有益技术效果:
15.驱动电机工作的时候,驱动夹棍转动,两根夹棍将极片从放料辊上的料卷拉出,将极片输送到激光切割器处,激光切割器对极片进行模切,极片在模切好后输送到压辊处,伺服电机驱动压辊转动,极片通过两根压辊之间,同时压辊对极片进行辊压,而转动气缸的活塞杆伸缩,对极片的张力进行调整,而收卷电机工作驱动收卷辊转动,从而将辊压好的极片收卷起来;通过传感器实时反馈极片在极片宽度方向上的位置,精确闭环驱动纠偏架移动,从而调整极片的位置,另外通过夹棍将极片夹紧,将极片的前后张力隔断,解决打皱(或褶皱)、断带、切坏及厚度一致性差等一系列问题,有效改善极片品质,提升生产良率及效率,大大降低极片制造成本。
附图说明
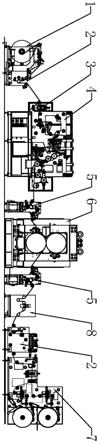
16.图1为本实用新型实施例1的整体结构示意图。
17.图2为本实用新型实施例1中放卷装置与纠偏装置的结构示意图。
18.图3为本实用新型实施例1中牵引装置与激光模切装置的结构示意图。
19.图4为本实用新型实施例1中摆辊装置与辊压装置的结构示意图。
20.图5为本实用新型实施例1中伺服电机与压辊的结构示意图。
21.图6为本实用新型实施例1中收卷装置的结构示意图。
22.图7为本实用新型实施例2的结构示意图。
23.图中:1、放卷装置;11、放料辊;12、料卷;2、纠偏装置;21、底座;22、纠偏架;23、滑轨;3、牵引装置;31、加工机台;32、夹棍;33、升降油缸;34、升降座;35、复位弹簧;4、激光模切装置;41、激光切割器;5、摆辊装置;51、摆辊架;52、转动座;53、摆辊;54、转动气缸;6、辊压装置;61、辊压架;62、压辊;63、伺服电机;64、齿轮箱;65、万向节;7、收卷装置;71、收卷架;72、收卷辊;8、检测装置;9、极片。
具体实施方式
24.以下结合附图1-7对本实用新型作进一步详细说明。
25.本实用新型实施1公开一种多段式张力控制的激光切割辊压一体机,如图1-6所示,包括依次设置的放卷装置1、纠偏装置2、牵引装置3、激光模切装置4、摆辊53装置5、辊压装置6、收卷装置7以及控制系统,纠偏装置2设置有两个,其中一个纠偏装置2设置于一体机的进料处,另外一个纠偏装置2设置于一体机的出料处。
26.参照图1和图2,纠偏装置2包括底座21、滑移设置于底座21上的纠偏架22,底座21上沿极片9的宽度方向固定安装有滑轨23,纠偏架22滑移连接于滑轨23,底座21上沿平行于滑轨23的长度方向固定安装有电缸,电缸的活塞杆连接于纠偏架22,放卷装置1包括设置于位于一体机进料处的纠偏架22上的放料辊11,放料辊11上设置有极片9的料卷12,极片9从料卷12内引出,然后进入到下一步工序中。
27.参照图1和图3,牵引装置3包括加工机台31,沿竖直方向间隔设置于加工机台31上的两根夹棍32,夹棍32沿水平方向设置,极片9从两根夹棍32之间通过,两根夹棍32夹持住极片9,加工机台31上沿夹棍32的轴长方向安装有牵引电机,牵引电机的输出轴连接于夹棍32,当牵引电机驱动夹棍32转动的时候,两根夹棍32将极片9从料卷12上牵引出来。另外,加工机台31上沿竖直方向固定安装有升降油缸33,加工机台31上滑移连接有升降座34,位于上部的一根夹棍32两端转动承载于升降座34上,升降油缸33的活塞杆连接于升降座34上,同时,升降座34与加工机台31之间连接有复位弹簧35,复位弹簧35沿竖直方向设置,当两根夹紧于极片9使极片9不能移动时,复位弹簧35处于压缩状态。另外,激光模切装置4包括安装于加工机台31上的激光切割器41,激光切割器41的激光头朝向于极片9,夹棍32位于放料辊11与激光切割器41之间。当牵引电机工作的时候,驱动夹棍32转动,两根夹棍32将极片9从放料辊11上的料卷12拉出,将极片9输送到激光切割器41处,激光切割器41对极片9进行模切。
28.参照图4和图5,辊压装置6包括辊压架61,沿竖直方向间隔设置于辊压架61上的两根压辊62,压辊62沿水平方向设置,极片9从两根压辊62之间通过,极片9从两根压辊62之间通过时,两根压辊62对极片9进行辊压。辊压架61沿水平方向固定安装有用辊压电机63,辊压电机63可以为伺服电机与ddr电机中的一种;辊压架61上固定安装有齿轮箱64,辊压电机63的输出轴连接于齿轮箱64的输入端,齿轮箱64的输出端与压辊62之间连接有万向节65。辊压电机63工作通过齿轮箱64驱动压辊62转动,从而使极片9通过两根压辊62之间,同时对极片9进行辊压,而齿轮箱64能增加辊压电机63的输出扭矩,提高生产的稳定性。
29.参照图1和图4,摆辊53装置5设置有两个,两个摆辊53装置5位于辊压架61相对的两侧,摆辊53装置5包括摆辊架51、设置于摆辊架51上的转动座52、沿水平方向转动承载设置于转动座52上的摆辊53,转动座52的一端转动承载于摆辊架51上摆辊53位于转动座52的另一端,摆辊架51上设置有转动气缸54,转动气缸54的一端转动承载在摆辊架51上,转动气缸54的活塞杆转动连接于转动座52上,极片9绕设于摆辊53上。当需要调节极片9的张力时,转动气缸54的活塞杆伸缩,从而驱动转动座52与摆辊53移动,从而对极片9进行拉扯,进而调节极片9的张紧度。
30.参照图1和图6,另外,收卷装置7包括收卷架71,沿水平方向设置于收卷架71上的收卷辊72、沿收卷辊72的轴长方向固定安装于收卷架71上的收卷电机,在本实施例中,收卷
辊72与收卷电机的数量均优选为两个;收卷电机的输出轴连接于收卷辊72的一端端部。收卷电机工作驱动收卷辊72转动,从而将辊压好的极片9收卷起来。另外,控制系统包括多组用于感应极片9位置与摆辊位置的传感器、以及电性连接于传感器的控制器,传感器为激光开关型、超声波模拟量型中的一种,控制器电性连接于各个装置。另外,摆辊53装置5和收卷装置7之间还设置有检测装置8,检测装置8包括光电检测器,极片9通过于光电检测器,光电检测器可检测极片9辊压后的尺寸是否符合标准。
31.进料端传感器实时反馈极片在极片宽度方向上的位置,闭环驱动进料端的电缸工作,驱动纠偏架滑移,从而对极片的放卷位置进行调整;牵引电机驱动夹棍在设定速度s1v下牵引极片前进,激光切割器对极片进行模切,从而保证了极片在激光切割时速度和张力的稳定。转动气缸调整摆辊位置,实时调整电池极片张紧状态,同时通过实时采样反馈摆辊的位置,从而得到极片的实际牵引速度s2v,并与夹棍的设定牵引速度s1v做匹配,调节牵引电机的转速从而调节夹棍的牵引速度趋近于设定的牵引速度s1v。当传感器感应到靠近于放卷装置一侧的摆辊位置在前时,说明极片的张力较大,放卷速度较慢,极片的实际牵引速度小于设定的牵引速度s1v,这时控制器控制牵引电机的转速加快,从而调整加快极片的放卷速度趋近于设定的牵引速度s1v;当传感器感应到靠近于放卷装置一侧的摆辊位置在后时,则控制器控制降低牵引电机的转速,从而降低极片的放卷速度。当传感器感应到靠近于收卷装置一侧的摆辊位置在前时,说明极片的张力较大,收卷速度较快,这时控制器控制收卷电机的转速降低,从而调整降低极片的收卷速度;当传感器感应到靠近于收卷装置一侧的摆辊位置在后时,说明极片在辊压装置与收卷装置之间张力较小,则控制器控制提高收卷电机的转速,从而加快极片的收卷速度。这样,保证了极片在压制过程中的速度和张力稳定。辊压电机工作驱动压辊转动,对电池极片辊压加工;出料端传感器实时反馈电池极片在极片宽度方向上的位置,闭环驱动出料端的电缸工作,驱动纠偏架滑移,对极片的收卷位置进行调整。
32.本实用新型实施例1一种张力控制方法及极片激光切割辊压一体机的实施原理为:牵引电机工作的时候,驱动夹棍32转动,两根夹棍32将极片9从放料辊11上的料卷12拉出,将极片9输送到激光切割器41处,激光切割器41对极片9进行模切,极片9在模切好后输送到压辊62处,辊压电机63驱动压辊62转动,极片9通过两根压辊62之间,同时压辊62对极片9进行辊压,而转动气缸54的活塞杆伸缩,对极片9的张力进行调整,而收卷电机工作驱动收卷辊72转动,从而将辊压好的极片9收卷起来;通过传感器实时反馈极片9在极片9宽度方向上的位置,精确闭环驱动纠偏架22移动,从而调整极片9的位置,另外通过夹棍32将极片9夹紧,将极片9的前后张力隔断,解决打皱(或褶皱)、断带、切坏及厚度一致性差等一系列问题,有效改善极片9品质,提升生产良率及效率,大大降低极片9制造成本。
33.实施例2:与实施例1的不同之处在于,一体机各装置的位置顺序不同,具体的,参照图7,包括依次设置的放卷装置1、纠偏装置2、摆辊53装置5、辊压装置6、牵引装置3、激光模切装置4、检测装置8、收卷装置7以及控制系统,纠偏装置2设置有两个,其中一个纠偏装置2设置于一体机的进料处,另外一个纠偏装置2设置于一体机的出料处,摆辊53装置5设置有两个,两个摆辊53装置5位于辊压装置6相对的两侧。
34.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本
专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1