一种物料装袋机及其包装机的制作方法
1.本实用新型涉及一种装袋机及其包装机,属于产品包装技术领域。
背景技术:
2.包装机是自动执行工作的机器装置,可以运行预先编辑的程序,也可以根据以人工智能技术指定的原则纲领行动,随着我国经济的持续发展和科学技术的突飞猛进,使得包装机在化工、重工业、农业、食品等行业有着相当广泛的应用。
3.目前内衬膜编织袋、内衬膜牛皮纸袋等不透气型的包装袋,都可利用自动包装机进行灌装、缝口。但工业酵母、三聚氰胺等含气量大且要求内袋热合的产品,以及一些要求气密性封口的物料,以往的包装方法是在缝纫机针孔处贴热熔胶条,以达到密封的目的。这种包装方式使用设备数量多,占地面积较大;且由于缝纫针孔处粘有灰尘,时常导致热熔胶条粘合不好。
4.因此,亟需提出一种物料装袋机及其包装机,以解决上述技术问题。
技术实现要素:
5.本实用新型研发解决的是装置占地面积大,包装质量低的问题。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
6.本实用新型的技术方案:
7.一种物料装袋机,所述物料装袋机,用来将物料灌装在套好的空袋中,并对其进行抽气、移送、袋口整形,物料装袋机包括装袋机架、抽气机构、夹袋器、热合机构、夹口整形机构和步送机构,夹袋器、热合机构、夹口整形机构顺次与装袋机架连接,抽气机构安装在装袋机架上侧,抽气机构与夹袋器对应设置,步送机构安装在夹袋器、热合机构、夹口整形机构的下侧。
8.优选的:所述抽气机构包括抽气支架、抽气管、第一升降气缸、安装件和升降板,抽气支架连接在装袋机架上侧,第一升降气缸通过安装件与抽气支架连接,升降气缸的输出端向上设置,升降气缸通过升降板与抽气管连接。
9.优选的:所述夹袋器包括第二升降气缸、油压缓冲器、料筒、除尘口、夹袋气缸和夹袋板,第二升降气缸的缸筒与装袋机架连接,第二升降气缸的伸出端与料筒通过浮动接头连接,料筒上设置有油压缓冲器,料筒具有控制粉尘的除尘口,料筒的两侧设置有对称布置的夹袋板,夹袋板一端与料筒铰接,夹袋板的另一端与夹袋气缸的伸出端铰接,袋气缸与料筒铰接。
10.优选的:所述热合机构包括热合固定架、调节螺栓、固定调节架、浮动调节架、转轴、热合组件、夹持机构、抽气棒、抽气升降气缸、升降导轨机构、第三升降气缸、热合开合气缸、热合开袋气缸、热合开袋吸盘和夹持气缸,热合固定架与装袋机架连接,热合固定架与
固定调节架通过调节螺栓连接,固定调节架的两侧对称设置有升降导轨机构,固定调节架通过升降导轨机构与浮动调节架连接,固定调节架与第三升降气缸伸出端通过浮动接头连接,第三升降气缸与浮动调节架连接,转轴的数量为两件,两件转轴平行布置连接浮动调节架,两组热合组件对称设置,两组夹持机构对称设置,热合组件的上侧和夹持机构的上侧均通过转轴与浮动调节架铰接,热合组件中部通过关节轴承与热合开合气缸铰接,夹持机构的中部通过关节轴承与夹持气缸铰接,热合开合气缸和夹持气缸利用中间耳轴与浮动调节架连接,两组热合组件上端内侧通过同步连杆连接,两组夹持机构的上端内侧通过同步连杆连接,抽气升降气缸与固定调节架连接,对称水平设置的开袋气缸与浮动调节架连接,开袋气缸的伸出端与开袋吸盘连接,抽气升降气缸的伸出端连接抽气棒,抽气棒出口端位于对称设置的开袋吸盘上方的中心位置。
11.优选的:所述夹口整形机构包括整形固定架、整形调节螺栓、夹口整形电机、扭力臂、齿轮箱、花键联轴器、主动轴、传送皮带、从动轴、整形机架、整形夹口气缸、固定臂和摆动臂,整形固定架与装袋机架连接,整形机架与整形固定架通过整形调节螺栓连接,整形机架的一侧连接固定臂,整形机架的另一侧铰接摆动臂,整形夹口气缸的两端分别铰接在固定臂和摆动臂的中部,夹口整形电机与扭力臂连接,扭力臂与整形机架连接,传送皮带一端与主动轴通过主动带轮连接,传送皮带另一端与从动轴通过从动带轮连接,传送皮带、主动轴和从动轴形成传动组合,传动组合的数量为两组,夹口整形电机输出端与齿轮箱连接,齿轮箱通过花键联轴器与一组传动组合中的主动轴连接,一组传动组合通过主动轴和从动轴连接在固定臂的下部,另一组传动组合通过主动轴和从动轴连接在摆动臂的下部。
12.优选的:所述步送机构包括步送架体、第四升降气缸、前步送架、步送电机、传动齿轮、后步送架、步送气动夹爪、步送伸出气缸、步送抻袋气缸、直线导轨和齿条,步送架体与装袋机架连接,步送架体上设置有直线导轨,两个第四升降气缸布置在前步送架上,第四升降气缸的伸出端安装水平设置的步送伸出气缸,步送伸出气缸的伸出端连接气动夹爪,两个第五升降气缸布置在后步送架上,第五升降气缸的伸出端安装水平设置的第五伸出气缸,第五伸出气缸的伸出端连接第五气动夹爪,前步送架和后步送架连接,前步送架和后步送架的下部安装有滑块,滑块与直线导轨配合连接,步送电机与步送架体连接,步送电机的输出端与传动齿轮连接,传动齿轮与齿条处于啮合状态,齿条与前步送架或后步送架连接。
13.优选的:所述两个第四升降气缸、步送伸出气缸和气动夹爪组成第一步送组,第一步送组的数量为两个且相邻设置;第五升降气缸、第五伸出气缸和第五气动夹爪组成第二步送组,第二步送组的数量为两个且相邻设置。
14.一种包装机,所述物料装袋机为装袋机,供袋机和装袋机相邻设置,所述供袋机,通过分拣、移送、整形、开袋、上袋工序后将空袋套在装袋机上,供袋机包括储袋仓、分拣机构、托送机构、套袋机构、机架、侧整形机构、送袋机构、开袋机构和剔除机构,所述储袋仓设置在机架的外侧,所述分拣机构、托送机构、套袋机构、送袋机构、开袋机构和剔除机构均安装在机架上,所述分拣机构设置在靠近储袋仓的一侧,所述托送机构安装在分拣机构上方,且托送机构的夹持端将空袋水平移动送至侧整形机构,整形后的空袋,经位于侧整形机构后方的送袋机构送至开袋机构中部,所述开袋机构通过上下相对设置的吸合端将空袋口撑开,并送往套袋机构,套袋机构将撑开的空袋转动设定在套袋位置处,所述剔除机构的出风口设置在开袋机构侧面,用来对无法撑开的空袋进行剔除。
15.优选的:所述分拣机构用来将输送的空袋进行分拣,其包括取袋气缸、取袋导轨、调节弹簧、吸盘架、翻转气缸和弹簧支架,所述取袋气缸通过气缸支架安装在机架上,在取袋气缸的伸出端安装有弹簧支架,所述取袋导轨安装在气缸支架与弹簧支架之间,且调节弹簧套设在取袋导轨上,所述吸盘架的一侧铰接在弹簧支架上,所述翻转气缸铰接在气缸支架上,翻转气缸的伸出端与吸盘架的另一侧铰接,在吸盘架的下端面间隔设有多个吸盘;
16.所述托送机构用来将分拣后的袋子托送到侧整形机构中,托送机构包括气缸连接板、托送气缸、拖链连接板、电缆拖链、托送架和夹袋手爪,所述托送气缸通过两个间隔设置的气缸连接板固定设置在机架上,所述电缆拖链的一端通过拖链连接板固定在远离托送架的气缸连接板上,托送气缸的运动端与托送架连接,所述夹袋手爪为三个,间隔固定在托送架上;
17.所述侧整形机构包括:调节手柄、轴承、调节丝杆、调节安装座、整形气缸和整形板,所述调节丝杆为水平设置的两组,每组调节丝杆均转动安装在机架上,所述调节手柄安装在调节丝杆的调节端上,所述整形气缸为两个,每个整形气缸分别通过调节安装座安装在一个调节丝杆上,且两个整形气缸的伸出端相向运动,在每个整形气缸的伸出端上均固定有整形板;
18.所述送袋机构包括:传送电机、传送同步轮、同步带、压轮架和压轮气缸,所述传送电机固定在机架上,所述传送同步轮与传送电机的输出轴连接,在机架上安装有与传送同步轮配合的从动轮,所述同步带套在传送同步轮与从动轮上,所述压轮气缸为两个,分别与传送同步轮和从动轮对应,每个压轮气缸均安装在机架上,且每个压轮气缸的伸出端均朝向同步带方向设置,所述压轮架安装在每个压轮气缸的伸出端上,在每个压轮架上均安装有用来对同步带下压的压轮,且在与传送同步轮对应的压轮气缸上沿同步带运行方向设置有两个滚轮;
19.所述开袋机构包括:下连接板、下开袋架、吸盘、上开袋架、开袋气缸,在上开袋架和下开袋架上分别设有吸盘,且吸盘为上下相对设置,所述下开袋架通过下连接板固定在机架上,所述开袋气缸通过螺栓固定在机架上,所述上开袋架安装在开袋气缸的伸出端上;
20.所述剔除机构包括:喷嘴、安装架和调节丝杆,所述安装架安装在机架上,所述喷嘴通过调节丝杆安装在安装架上,所述喷嘴可以为间隔设置在调节丝杆上的至少两个。
21.优选的:所述储袋仓、分拣机构、托送机构、套袋机构、侧整形机构、送袋机构、开袋机构和剔除机构均为两组,且对称安装在机架上,抽气机构、夹袋器、热合机构、夹口整形机构均为两组,且相同的两组机构相邻布置在装袋机架上。
22.本实用新型具有以下有益效果:
23.解决了包装效率和设备占地面积大问题,从供袋机上解决固定料门上袋的难题,在装袋机上增加的抽气结构解决了含气量大的物料无法进行自动包装的难题;此包装机将供袋和装袋的工序分割化,并将各个工序之间的进行有效的分配和设计,工位之间衔接顺畅,能够在同一时间进行多个工序的工作,降低整套工序运行时间,提高包装效率,同时本装置布局合理紧凑,减少对空间的占用。
附图说明
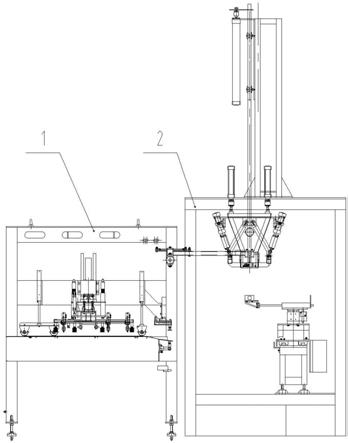
24.图1是本发明的主视图;
25.图2是供袋机的侧视图;
26.图3是供袋机的主视图;
27.图4是储袋机架的侧视图;
28.图5是储袋机架的俯视图;
29.图6是分拣机构的侧视图;
30.图7是分拣机构的主视图;
31.图8是托送机构的侧视图;
32.图9是托送机构的俯视图;
33.图10是套袋机构的侧视图;
34.图11是侧整形机构的侧视图;
35.图12是侧整形机构的俯视图
36.图13是送袋机构的主视图;
37.图14是开袋机构的主视图;
38.图15是剔除机构的主视图;
39.图16是剔除机构的侧视图;
40.图17是装袋机的侧视图;
41.图18是抽气机构主视图;
42.图19是抽气机构的侧视图;
43.图20是夹袋器的侧视图;
44.图21是夹袋器的主视图;
45.图22是热合机构的侧视图;
46.图23是热合机构的主视图;
47.图24是夹口整形机构的侧视图;
48.图25是夹口整形机构的主视图;
49.图26是步送机构的侧视图;
50.图27是步送机构的俯视图;
51.图28是装袋机架的侧视图;
52.图29是装袋机架的俯视图;
53.其中:1供袋机、1-1储袋仓、1-1-1储袋机架、1-1-2挡板、1-1-3送袋小车、1-1-4 翻转机构、1-2分拣机构、1-2-1取袋气缸、1-2-2取袋导轨、1-2-3调节弹簧、1-2-4吸盘架、1-2-5翻转气缸、1-2-6气缸支架、1-3托送机构、1-3-1气缸连接板、1-3-2托送气缸、1-3-3拖链连接板、1-3-4电缆拖链、1-3-5托送架、1-3-6夹袋手爪、1-4套袋机构、1-4-1旋转电机、1-4-2轴承、1-4-3旋转轴、1-4-4抻袋杆、1-4-5抻袋臂、1-4-6 抻袋气缸、1-4-7撑袋气缸、1-5机架、1-6侧整形机构、1-6-1调节手柄、1-6-2轴承、 1-6-3调节丝杆、1-6-4调节安装座、1-6-5整形气缸、1-6-6整形板、1-7送袋机构、1-7-1 传送电机、1-7-2传送同步轮、1-7-3同步带、1-7-4压轮架、1-7-5压轮气缸、1-8开袋机构、1-8-1下连接板、1-8-2下开袋架、1-8-3吸盘、1-8-4上开袋架、1-8-5开袋气缸、 1-9剔除机构、1-9-1喷嘴、1-9-2安装架、1-9-3调节丝杆、2装袋机、2-1装袋机架、 2-2抽气机构、2-2-1抽气支架、2-2-2抽气管、2-2-3第一升降气缸、2-2-4安装件、2-2-5 升降板、2-3夹袋器、2-3-1第二升降气缸、2-3-2油压缓冲器、2-3-3料
2,料筒2-3-3具有控制粉尘的除尘口2-3-4,料筒2-3-3的两侧设置有对称布置的夹袋板2-3-6,夹袋板2-3-6一端与料筒2-3-3铰接,夹袋板2-3-6的另一端与夹袋气缸2-3-5的伸出端铰接,袋气缸2-3-5与料筒2-3-3铰接。
59.具体实施方式四:结合图17-图29说明本实施方式,本实施方式的一种物料装袋机,所述热合机构2-4包括热合固定架2-4-1、调节螺栓2-4-2、固定调节架2-4-3、浮动调节架2-4-4、转轴2-4-5、热合组件2-4-6、夹持机构2-4-7、抽气棒2-4-8、抽气升降气缸2-4-9、升降导轨机构2-4-10、第三升降气缸2-4-11、热合开合气缸2-4-12、热合开袋气缸2-4-13、热合开袋吸盘2-4-14和夹持气缸2-4-15,热合固定架2-4-1与装袋机架 2-1连接,热合固定架2-4-1与固定调节架2-4-3通过调节螺栓2-4-2连接,固定调节架 2-4-3的两侧对称设置有升降导轨机构2-4-10,固定调节架2-4-3通过升降导轨机构 2-4-10与浮动调节架2-4-4连接,固定调节架2-4-3与第三升降气缸2-4-11伸出端通过浮动接头连接,第三升降气缸2-4-11与浮动调节架2-4-4连接,转轴2-4-5的数量为两件,两件转轴2-4-5平行布置连接浮动调节架2-4-4,两组热合组件2-4-6对称设置,两组夹持机构2-4-7对称设置,热合组件2-4-6的上侧和夹持机构2-4-7的上侧均通过转轴 2-4-5与浮动调节架2-4-4铰接,热合组件2-4-6中部通过关节轴承与热合开合气缸 2-4-12铰接,夹持机构2-4-7的中部通过关节轴承与夹持气缸2-4-15铰接,热合开合气缸2-4-12和夹持气缸2-4-15利用中间耳轴与浮动调节架2-4-4连接,两组热合组件2-4-6 上端内侧通过同步连杆连接,两组夹持机构2-4-7的上端内侧通过同步连杆连接,抽气升降气缸2-4-9与固定调节架2-4-3连接,对称水平设置的开袋气缸2-4-13与浮动调节架 2-4-4连接,开袋气缸2-4-13的伸出端与开袋吸盘2-4-14连接,抽气升降气缸2-4-9的伸出端连接抽气棒2-4-8,抽气棒2-4-8出口端位于对称设置的开袋吸盘上方的中心位置。
60.具体实施方式五:结合图17-图29说明本实施方式,本实施方式的一种物料装袋机,所述夹口整形机构2-5包括整形固定架2-5-1、整形调节螺栓2-5-2、夹口整形电机2-5-3、扭力臂2-5-4、齿轮箱2-5-5、花键联轴器2-5-6、主动轴2-5-7、传送皮带2-5-8、从动轴2-5-9、整形机架2-5-10、整形夹口气缸2-5-11、固定臂2-5-12和摆动臂2-5-13,整形固定架2-5-1与装袋机架2-1连接,整形机架2-5-10与整形固定架2-5-1通过整形调节螺栓2-5-2连接,整形机架2-5-10的一侧连接固定臂2-5-12,整形机架2-5-10的另一侧铰接摆动臂2-5-13,整形夹口气缸2-5-11的两端分别铰接在固定臂2-5-12和摆动臂2-5-13的中部,夹口整形电机2-5-3与扭力臂2-5-4连接,扭力臂2-5-4与整形机架 2-5-10连接,传送皮带2-5-8一端与主动轴2-5-7通过主动带轮连接,传送皮带2-5-8 另一端与从动轴2-5-9通过从动带轮连接,传送皮带2-5-8、主动轴2-5-7和从动轴2-5-9 形成传动组合,传动组合的数量为两组,夹口整形电机2-5-3输出端与齿轮箱2-5-5连接,齿轮箱2-5-5通过花键联轴器2-5-6与一组传动组合中的主动轴2-5-7连接,一组传动组合通过主动轴和从动轴连接在固定臂2-5-12的下部,另一组传动组合通过主动轴和从动轴连接在摆动臂2-5-13的下部。
61.具体实施方式六:结合图17-图29说明本实施方式,本实施方式的一种物料装袋机,所述步送机构2-6包括步送架体2-6-1、第四升降气缸2-6-2、前步送架2-6-3、步送电机2-6-4、传动齿轮2-6-5、后步送架2-6-6、步送气动夹爪2-6-7、步送伸出气缸2-6-8、步送抻袋气缸2-6-9、直线导轨2-6-10和齿条2-6-11,步送架体2-6-1与装袋机架2-1 连接,步送架体2-6-1上设置有直线导轨2-6-10,两个第四升降气缸2-6-2布置在前步送架2-6-3上,第四
升降气缸2-6-2的伸出端安装水平设置的步送伸出气缸2-6-8,步送伸出气缸2-6-8的伸出端连接气动夹爪2-6-7,两个第五升降气缸布置在后步送架2-6-6 上,第五升降气缸的伸出端安装水平设置的第五伸出气缸,第五伸出气缸的伸出端连接第五气动夹爪,前步送架2-6-3和后步送架2-6-6连接,前步送架2-6-3和后步送架2-6-6 的下部安装有滑块,滑块与直线导轨2-6-10配合连接,步送电机2-6-4与步送架体2-6-1 连接,步送电机2-6-4的输出端与传动齿轮2-6-5连接,传动齿轮2-6-5与齿条2-6-11 处于啮合状态,齿条2-6-11与前步送架2-6-3或后步送架2-6-6连接;第二升降气缸2-3-1 伸出,袋内物料向下部集中,第二升降气缸2-3-1收回,第四升降气缸2-6-2伸出,步送伸出气缸2-6-8伸出,并通过步送气动夹爪2-6-7夹住袋的开口两边,之后第四升降气缸 2-6-2收回的同时第二升降气缸2-3-1伸出,防止空气进入袋内第二升降气缸2-3-1收回,夹袋板2-3-6打开,步送电机2-6-4驱动传动齿轮2-6-5使齿条2-6-11通过前步送架 2-6-3带动装袋后的物料向热合机构2-4运动;袋子到位后,第一步送组气缸回到原位,夹持气缸2-4-15驱动夹持机构2-4-7将袋子夹住,通过热合开袋气缸2-4-13的动作驱动热合开袋吸盘2-4-14将袋子打开一个小口,抽气升降气缸2-4-9带动抽气棒2-4-8通过小口进入袋内进行抽气,抽气完成后,抽气棒2-4-8收回,热合开袋气缸2-4-13伸出,控制热合组件2-4-6对袋子的开口进行热合,与此同时,后步送架带动第二步送组运动到与热合组件对应位置,第五伸出气缸伸出,第五气动夹爪夹住袋子开口两侧,热合完成后,热合组件的气缸回到原位,后步送架2-6-6将袋子已送到夹口整形机构2-5的对应位置,整形夹口气缸通过固定臂和摆动臂使传送皮带2-5-8与袋口接触并对其进行整形。
62.具体实施方式七:结合图17-图29说明本实施方式,本实施方式的一种物料装袋机,所述两个第四升降气缸2-6-2、步送伸出气缸2-6-8和气动夹爪2-6-7组成第一步送组,第一步送组的数量为两个且相邻设置;第五升降气缸、第五伸出气缸和第五气动夹爪组成第二步送组,第二步送组的数量为两个且相邻设置;使用双工位包装工艺,解决了包装效率和设备占地面积的匹配问题。
63.具体实施方式八:结合图1-图29说明本实施方式,本实施方式的一种包装机,所述物料装袋机为装袋机2,供袋机1和装袋机2相邻设置,所述供袋机1,通过分拣、移送、整形、开袋、上袋工序后将空袋套在装袋机2上,供袋机1包括储袋仓1-1、分拣机构1-2、托送机构1-3、套袋机构1-4、机架1-5、侧整形机构1-6、送袋机构1-7、开袋机构1-8 和剔除机构1-9,所述储袋仓1-1设置在机架1-5的外侧,所述分拣机构1-2、托送机构 1-3、套袋机构1-4、送袋机构1-7、开袋机构1-8和剔除机构1-9均安装在机架1-5上,所述分拣机构1-2设置在靠近储袋仓1-1的一侧,所述托送机构1-3安装在分拣机构1-2 上方,且托送机构1-3的夹持端将空袋水平移动送至侧整形机构1-6,整形后的空袋经位于侧整形机构1-6后方的送袋机构1-7送至开袋机构1-8中部,所述开袋机构1-8通过上下相对设置的吸合端将空袋口撑开,并送往套袋机构1-4,套袋机构1-4将撑开的空袋转动设定在套袋位置处,所述剔除机构1-9的出风口设置在开袋机构1-8侧面,用来对无法撑开的空袋进行剔除。
64.具体实施方式九:结合图1-图29说明本实施方式,本实施方式的一种包装机,所述储袋仓1-1用来存放空袋,其包括:储袋机架1-1-1、挡板1-1-2、送袋小车1-1-3和翻转机构1-1-4,所述挡板1-1-2和翻转机构1-1-4相对安装在储袋机架1-1-1上部平台的一侧,挡板1-1-2通过螺栓固定在平台上,所述翻转机构1-1-4一侧与气缸连接,一侧与平台铰接。所述
送袋小车1-1-3通过直线导轨滑动安装在储袋机架1-1-1的平台下面上,且在送袋小车1-1-3的顶部固定有两个滑动板,所述滑动板滑动安装在储袋机架1-1-1 的平台上。如此设置,当操作人员将空袋放置在储袋机架1-1-1上时,挡板1-1-2挡在空袋的开口侧,翻转机构1-1-4位于空袋的底部,然后通过送袋小车1-1-3上滑动板的运动将空袋从储袋机架1-1-1的一侧送至另一侧,由于空袋底部的厚度大于空袋开口处的厚度,通过翻转机构1-1-4的翻转动作使处于顶部的空袋始终处于水平状态,为下一步分拣机构1-2进行取袋提供便捷;
65.所述分拣机构1-2用来将输送的空袋进行分拣,其包括取袋气缸1-2-1、取袋导轨 1-2-2、调节弹簧1-2-3、吸盘架1-2-4、翻转气缸1-2-5和弹簧支架1-2-6,所述取袋气缸1-2-1通过气缸支架安装在机架1-5上,在取袋气缸1-2-1的伸出端安装有弹簧支架 1-2-6,所述取袋导轨1-2-2安装在气缸支架与弹簧支架1-2-6之间,且调节弹簧1-2-3 套设在取袋导轨1-2-2上。所述吸盘架1-2-4的一侧铰接在弹簧支架1-2-6上,所述翻转气缸1-2-5铰接在气缸支架上,翻转气缸1-2-5的伸出端与吸盘架1-2-4的另一侧铰接,在吸盘架1-2-4的下端面间隔设有多个吸盘。如此设置,当取袋气缸1-2-1的伸出端向下运动时,取袋导轨1-2-2限制运动的偏移方向;当吸盘架1-2-4上的吸盘触碰到空袋时,将空袋吸附,而后取袋气缸1-2-1缩回并带动吸盘架1-2-4和空袋一起升起,当取袋气缸 1-2-1完全缩回时,翻转气缸1-2-5伸出,此时吸盘架1-2-4以与弹簧支架1-2-6的铰接处为旋转轴进行翻转,等待下一步托送机构1-3进行抓取;
66.所述托送机构1-3将分拣机构1-2处的空袋抓取并送至下一机构,其包括:气缸连接板1-3-1、托送气缸1-3-2、拖链连接板1-3-3、电缆拖链1-3-4、托送架1-3-5和夹袋手爪1-3-6。所述气缸连接板1-3-1为两个,相对固定在托送气缸1-3-2的固定端和伸出端上,所述托送气缸1-3-2通过气缸安装架固定在机架1-5上,所述托送架1-3-5安装在托送气缸1-3-2的伸出端,所述电缆拖链1-3-4安装在位于托送气缸1-3-2固定端一侧的拖链连接板1-3-3与托送架1-3-5之间,所述夹袋手爪1-3-6为间隔设置在托送架1-3-5 上的三个。如此设置,当托送气缸1-3-2缩回时,带动托送架1-3-5和夹袋手爪1-3-6 一起运动至设定位置,当夹袋手爪1-3-6张开时,将分拣机构1-2处的空袋夹住;当夹袋手爪1-3-6闭合后,托送气缸1-3-2伸出,将空袋运动到侧整形机构1-6处;
67.所述侧整形机构1-6用来对托送机构1-3传送过来的空袋外形进行整理,其包括:调节手柄1-6-1、轴承1-6-2、调节丝杆1-6-3、调节安装座1-6-4、整形气缸1-6-5和整形板1-6-7。所述调节丝杆1-6-3为水平设置的两组,每组调节丝杆1-6-3均通过安装在机架1-5两侧壁上的轴承1-6-2设置在机架1-5上,所述调节手柄1-6-1安装在调节丝杆 1-6-3的调节端上,所述整形气缸1-6-5为两个,每个整形气缸1-6-5分别通过调节安装座1-6-4安装在一个调节丝杆1-6-3上,且两个整形气缸1-6-5的伸出端均相向运动,在每个整形气缸1-6-5的伸出端上均固定有整形板1-6-6。如此设置,根据空袋的宽度拧动调节手柄1-6-1,并带动调节丝杆1-6-3转动,调节丝杆1-6-3带动调节安装座1-6-4达到调节宽度,通过整形气缸1-6-5带动整形板1-6-6对空袋进行整形,方便空袋进行整形后送到送袋机构1-7;
68.所述送袋机构1-7用来将整理后的空袋送到开袋机构1-8处,其包括:传送电机 1-7-1、传送同步轮1-7-2、同步带1-7-3、压轮架1-7-4和压轮气缸1-7-5,所述传送电机1-7-1固定在机架1-5上,所述传送同步轮1-7-2与传送电机1-7-1的输出轴连接,在机架1-5上安装有与传送同步轮1-7-2配合的从动轮,所述同步带1-7-3套在传送同步轮 1-7-2与从动轮
上,所述压轮气缸1-7-5为两个,分别与传送同步轮1-7-2和从动轮对应,每个压轮气缸1-7-5均安装在机架1-5上,且每个压轮气缸1-7-5的伸出端均朝向同步带 1-7-3方向设置,所述压轮架1-7-4安装在每个压轮气缸1-7-5的伸出端上,在每个压轮架1-7-4上均安装有用来对同步带1-7-3进行下压的压轮,且在与传送同步轮1-7-2对应的压轮气缸1-7-5上沿同步带1-7-3运行方向设置有两个滚轮。如此设置,当压轮气缸 1-7-5伸出,使压轮把空袋压在同步带1-7-3上,启动传送电机1-7-1时带动传送同步轮 1-7-2转动,通过同步带1-7-3将空袋传送开袋机构1-8处;
69.所述开袋机构1-8用来将送至的空袋撑开,其包括:下连接板1-8-1、下开袋架1-8-2、吸盘1-8-3、上开袋架1-8-4、开袋气缸1-8-5,在上开袋架1-8-4和下开袋架1-8-2上分别设有吸盘1-8-3,且吸盘1-8-3为上下相对设置,优选为并列设置的两组。所述下开袋架1-8-2通过下连接板1-8-1固定在机架1-5,所述开袋气缸1-8-5通过螺栓固定在机架1-5上,所述上开袋架1-8-4安装在开袋气缸1-8-5的伸出端上。如此设置,当空袋到达时,开袋气缸1-8-5伸出,带动吸盘1-8-3下降达到指定位置,吸盘1-8-3负压开通后将空袋的上下表面吸附,然后开袋气缸1-8-5缩回带动位于开袋架1-8-4上的吸盘1-8-3 上升达到原位置,此时空袋处于开口状态,等待套袋机构1-4对空袋进行下一步动作;
70.所述套袋机构1-4用来将开口的空袋送到装袋机2处,其包括旋转电机1-4-1、轴承1-4-2、旋转轴1-4-3、抻袋杆1-4-4、抻袋臂1-4-5、抻袋气缸1-4-6和撑袋气缸1-4-7,在机架1-5相对设置的两个侧壁上均设置有轴承1-4-2,所述旋转轴1-4-3的两端分别安装在轴承1-4-2内,且旋转轴1-4-3的一端穿过机架1-5与固定在机架1-5外侧的旋转电机1-4-1连接,所述为并列设置在旋转轴1-4-3上的两个,每个抻袋臂1-4-5的上端均套设在旋转轴1-4-3上,每个抻袋臂1-4-5的下端均设有撑袋气缸1-4-7,且两个撑袋气缸 1-4-7的伸出端对称设计,所述抻袋气缸1-4-6的两端分别固定在两个抻袋臂1-4-5上,所述抻袋杆1-4-4通过轴承连接在抻袋臂1-4-5上。如此设置,旋转电机1-4-1转动带动旋转轴1-4-3旋转到开袋机构1-8侧,撑袋气缸1-4-6缩回使两个抻袋臂1-4-5运动到空袋内,撑袋气缸1-4-7运动将空袋内部撑开,旋转电机1-4-1带动旋转轴1-4-3旋转,并将空袋转动至装袋机2一侧,等待下一步动作;
71.剔除机构1-9用来将未成功开袋的空袋从送袋机构1-7上剔除,方便设备继续运行,其包括:喷嘴1-9-1、安装架1-9-2和调节丝杆1-9-3,所述安装架1-9-2安装在机架1-5 上,所述喷嘴1-9-1通过调节丝杆1-9-3安装在安装架1-9-2上,所述喷嘴1-9-1可以为间隔设置在调节丝杆1-9-3上的至少两个。如此设置,当开袋机构1-8没有成功将空袋打开时,程序控制进行二次开袋,若系统检测开袋扔未成功,则送袋机构1-7中的传送电机 1-7-1和压轮气缸1-7-5将该空袋从前侧送出,并通过剔除机构9的喷嘴1-9-1吹出的气体将开袋未成功的空袋剔除。
72.具体实施方式十:结合图1-图29说明本实施方式,本实施方式的一种包装机,所述储袋仓1-1、分拣机构1-2、托送机构1-3、套袋机构1-4、侧整形机构1-6、送袋机构1-7、开袋机构1-8和剔除机构1-9均为两组,且对称安装在机架1-5上,抽气机构2-2、夹袋器2-3、热合机构2-4、夹口整形机构2-5均为两组,且相同的两组机构相邻布置在装袋机架2-1上。
73.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本实用新型不再对排列组
合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本实用新型所公开。
74.本实施方式只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1