一种竹地板条数控打包机的制作方法
本技术涉及竹子加工行业中的竹地板条打包工艺,具体涉及一种竹地板条数控打包机。
背景技术:
1、在现有竹地板条打包工艺中,还没能实现全自动打包;每一条竹地板条分竹青面和竹肉面,竹青面的密度较大,硬度较高,所以地板条会成弧形状态,向竹肉面弯曲;地板条加工出来后需要进行烘干工艺,烘干后的地板条会更加坚硬,而且会定型;如果不提前处理好直度,定型后的弯曲地板条将无法进行下一步工序;所以烘干前期的地板条打包定型至关重要;现有技术中,是通过人工进行打包;例如其中一种是10片地板条进行一捆打包,其中每5片地板条的竹肉面方向一致向内,形成左右5片的方向相反,都是竹肉面向内,竹青面向外;恰恰这样打包,打包好的地板条会比较直,烘干定型后,地板条的直度能达到要求;现有技术中,需要一个工人先数好5片竹片,调整好竹片方向,再数5片,反方向调整,最后进行人工打包;打包时需要在竹片前中后三个地方进行捆扎固定;耗时长,费用高,效率低。
技术实现思路
1、为此,本实用新型提供一种竹地板条数控打包机,以解决现有技术中的上述问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
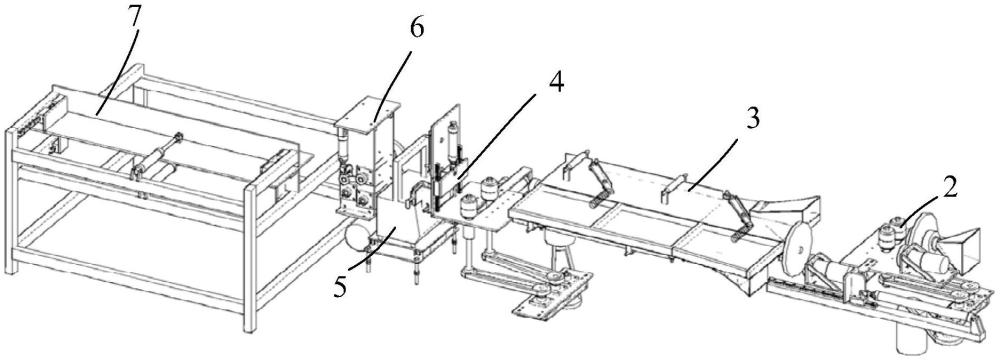
3、根据本实用新型的第一方面,一种竹地板条数控打包机,包括控制主机、竹片旋转送料机组、竹片排列机组、打包捆扎输送机组、自动打包机、成品输送机组以及叠料架;控制主机、竹片旋转送料机组、竹片排列机组、打包捆扎输送机组、自动打包机、成品输送机组以及叠料架依次连接。
4、进一步地,控制主机包括控制电箱主体、成品输送机组电机控制开关、打包捆扎输送机组电机控制开关、竹片排列机组电机控制开关、竹片旋转送料机组电机控制开关、启动开关、急停按钮、开机提示报警器、触摸显示屏以及电源总开关;控制电箱主体的上表面设置有成品输送机组电机控制开关、打包捆扎输送机组电机控制开关、竹片排列机组电机控制开关、竹片旋转送料机组电机控制开关、启动开关、急停按钮、开机提示报警器以及触摸显示屏,控制电箱主体的侧面设置有电源总开关。
5、进一步地,竹片旋转送料机组包括进料槽、竹片转动机组、竹片输送机组、双转向输出变速箱、推料机组、旋转送料传动组件以及旋转送料三相异步电机,竹片转动机组的输入端设置有进料槽,竹片转动机组的输出端正对竹片输送机组的输送间隙,竹片输送机组的动力输入端与双转向输出变速箱的动力输出端传动连接,双转向输出变速箱的动力输入端通过旋转送料传动组件与旋转送料三相异步电机的动力输出轴传动连接,竹片转动机组以及竹片输送机组组合体的旁侧设置有推料机组。
6、进一步地,竹片旋转送料机组还包括进料感应探头,进料感应探头设置在进料槽的入口处;
7、旋转送料传动组件包括旋转送料传动皮带和旋转送料皮带轮,旋转送料三相异步电机的动力输出轴固定有旋转送料皮带轮,旋转送料皮带轮通过旋转送料传动皮带与双转向输出变速箱的输入端传动连接;
8、推料机组包括推料气缸、推料板、推料直线滑块以及推料直线导轨;推料气缸的伸缩端固定有推料板,推料板的下端固定有推料直线滑块,推料直线滑块滑动连接在推料直线导轨上;
9、竹片转动机组包括转动机组轴承座、转动机组主动齿轮、竹片旋转轴、竹片通过槽、竹片导向漏斗、转动机组伺服电机、转动机组行星变速箱、转动机组电机安装座以及转动机组被动齿轮;竹片旋转轴内开设有矩形的竹片通过槽,竹片旋转轴的外周侧通过键连接安装有转动机组主动齿轮,竹片旋转轴的两端转动连接在转动机组轴承座中,竹片通过槽的入口端与进料槽的连接处设置有竹片导向漏斗,转动机组伺服电机的输出端通过转动机组行星变速箱与转动机组被动齿轮传动连接,转动机组行星变速箱的箱体安装在转动机组电机安装座上,转动机组被动齿轮与转动机组主动齿轮啮合传动;
10、竹片输送机组包括输送机组送料轮、气缸安装调节座、送料传动轴、旋转送料机安装主板、旋转角度感应探头、夹料气缸、高速筒安装板、输送机组直线滑块、输送机组直线导轨、高速筒以及输送机组皮带轮;旋转送料机安装主板开设有两个调节槽,每个调节槽内插设有送料传动轴,送料传动轴的上端安装有输送机组送料轮,送料传动轴的下端穿过高速筒安装板转动连接在高速筒内,高速筒的壳体安装在高速筒安装板上,旋转送料机安装主板的两个边缘分别安装有气缸安装调节座,夹料气缸的固定端铰接在气缸安装调节座上,夹料气缸的伸缩端铰接在高速筒安装板上,高速筒安装板上固定有输送机组直线滑块,旋转送料机安装主板的下表面固定有输送机组直线导轨,输送机组直线滑块滑动连接在输送机组直线导轨上,送料传动轴的下端穿过高速筒安装有输送机组皮带轮,输送机组皮带轮与双转向输出变速箱的动力输出端传动连接,旋转角度感应探头通过支架安装在旋转送料机安装主板上,且旋转角度感应探头位于竹片导向漏斗入口端的旁侧,两个输送机组送料轮之间形成有竹片输送机组的输送间隙;
11、双转向输出变速箱包括双转向传动皮带、双转向输出皮带轮、双转向输出轴、双转向变速箱侧板、双转向变速箱面板、双转向万向轴承、双转向正转齿轮、双转向反转齿轮、双转向主动齿轮、双转向变速箱底板以及双转向输入皮带轮;双转向变速箱面板间隔设置在双转向变速箱底板的上方且二者通过双转向变速箱侧板连接,双转向正转齿轮、双转向反转齿轮以及双转向主动齿轮均设置在双转向变速箱面板与双转向变速箱底板之间,双转向正转齿轮与双转向反转齿轮啮合传动,双转向反转齿轮与双转向主动齿轮啮合传动,双转向主动齿轮的转轴的下端安装有双转向输入皮带轮,双转向正转齿轮和双转向反转齿轮的轴心处分别穿设有双转向输出轴,双转向输出轴的上端安装有双转向输出皮带轮,双转向输出皮带轮通过旋转送料传动皮带与旋转送料皮带轮传动连接,双转向输出皮带轮通过双转向传动皮带与输送机组皮带轮传动连接;双转向输出轴的两端均通过双转向万向轴承转动连接在双转向变速箱面板及双转向变速箱底板上。
12、进一步地,竹片排列机组包括翻转板、定位板、压竹片轴承组、偏摆复位弹簧、排列主轴、进料口、伺服电机以及排列传动组件,翻转板的两侧边缘分别设置有定位板,翻转板的上表面和下表面分别设置有进料口,两个进料口的朝向相同,每个进料口的出口侧设置有压竹片轴承组,压竹片轴承组通过偏摆复位弹簧与翻转板弹性连接,排列主轴固定在翻转板的中部,伺服电机通过排列传动组件与排列主轴的一端传动连接。
13、进一步地,竹片排列机组还包括万向轴承,万向轴承设置在排列主轴背离伺服电机的一端;
14、竹片排列机组还包括轴承滚筒,每个压竹片轴承组的后侧设置有轴承滚筒,轴承滚筒转动连接在翻转板的表面上,轴承滚筒的转轴与翻转板的表面平行;
15、排列传动组件包括排列机组齿轮和行星变速箱,排列机组齿轮固定在排列主轴的端部,伺服电机的动力输出轴通过行星变速箱与排列机组齿轮传动连接;
16、竹片排列机组还包括变速箱电机座,伺服电机的箱体及行星变速箱的箱体均可拆卸连接在变速箱电机座上;
17、竹片排列机组还包括侧边轴承,压竹片轴承组与定位板之间设置有夹角,压竹片轴承组靠近定位板的一端设置有压竹片滚轮,压竹片滚轮的一侧转动设置有侧边轴承,侧边轴承与压竹片滚轮相对滚动;
18、翻转板上表面的压竹片轴承组与翻转板下表面的压竹片轴承组的倾角相反;
19、竹片排列机组还包括旋转感应探头,进料口的一侧设置有旋转感应探头。
20、进一步地,打包捆扎输送机组包括压料打包组、夹料输送组以及变速分向组;所述变速分向组为所述夹料输送组提供动力,所述压料打包组设置在所述夹料输送组的输出侧。
21、进一步地,自动打包机为pte打包机或pp打包机中的任意一种。
22、进一步地,成品输送机组包括成品输送面板、成品输送压轮气缸、压轮轴承摇臂、成品输送压料轮、成品输送ucf轴承、成品输送侧板、成品输送底板、成品输送齿轮、成品输送皮带轮、成品输送传动皮带以及成品输送三相异步电机;成品输送面板间隔设置在成品输送底板的上方,成品输送面板通过两个成品输送侧板与成品输送底板连接,成品输送压轮气缸的固定端铰接在成品输送面板的下表面,成品输送压轮气缸的伸缩端铰接在压轮轴承摇臂的一端,压轮轴承摇臂套设在成品输送压料轮的转轴上,成品输送压料轮为两个,两个成品输送压料轮相互平行,成品输送三相异步电机的动力输出轴通过成品输送传动皮带与成品输送皮带轮传动连接,成品输送皮带轮通过齿轮传动与成品输送齿轮传动连接,成品输送齿轮套设在下方的成品输送压料轮的转轴上,下方的成品输送压料轮与上方的成品输送压料轮通过齿轮传动连接。
23、进一步地,叠料架包括第一叠料直线导轨、第一叠料直线滑块、接料活动板气缸、叠料机架、接料活动板、推料活动板、第二叠料直线滑块以及第二叠料直线导轨;叠料机架的内侧分别固定有第一叠料直线导轨及第二叠料直线导轨,推料活动板的侧边固定有第一叠料直线滑块,第一叠料直线滑块滑动连接在第一叠料直线导轨上,接料活动板的侧边固定有第二叠料直线滑块,第二叠料直线滑块滑动连接在第二叠料直线导轨上;活动板气缸的固定端铰接在叠料机架上,活动板气缸的伸缩端铰接在推料活动板上。
24、本实用新型具有如下优点:本装置能够实现全自动化、数控化、智能化的竹地板条打包,摆脱现有技术的人工打包局限。本装置从进料、出料、打包实现全自动化,比现有技术的人工打包效率高5倍以上,而且一个工人可以操作5台设备,大大降低人工成本,提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!