一种不间断换料机构的制作方法
1.本实用新型主要涉及卷料供料技术领域,具体涉及一种不间断换料机构。
背景技术:
2.放卷供料为常见的供料方式,比如在薄膜加工、印刷制作、rfid芯片制作等行业中,通过对原料带的放卷供料进行生产作业。当其中一卷供料的卷料用完后,需要把另外一卷的卷料进行接料供给,现有的换料中还需要在停机后,一卷快用完的卷料与另外一卷准备的卷料在进行手动接料,操作较为麻烦,降低了生产效率。
技术实现要素:
3.实用新型目的
4.本实用新型的目的是为了提供了一种不间断换料机构,解决上述背景技术中提到的现有的换料中需要进行停机,操作较为麻烦,降低了生产效率的技术问题。
5.技术方案
6.为达到上述目的,本实用新型提供的技术方案为:一种不间断换料机构,包括机架,所述机架上设有放料组件,所述放料组件上放置原料卷,原料卷上原料带经过所述导料组件导料后依次经过所述接料部件、夹紧部件和张力控制储料部件;其中所述放料组件包括转动设置在所述机架上的第一放料轴和第二放料轴,第一放料轴和第二放料轴上的原料带尾料和备料卷头料可在所述接料部件处进行对接接料。
7.进一步的,所述导料组件包括多根导料辊,多根所述导料辊将原料带竖直导入所述接料部件内。
8.进一步的,所述接料部件包括框架,所述框架内对称设有两组接料件,所述接料件均包括转轴,所述转轴两端转动连接框架,且所述转轴的两侧均固定连接有接料板。
9.进一步的,在两组接料件之间设有两组圆刀,所述圆刀底部均设有第一移动驱动件。
10.进一步的,位于同一所述转轴上的两块接料板中的一块接料板工作面上设置有胶带。
11.进一步的,所述夹紧部件包括对称设置的移动夹紧导料辊,所述移动夹紧导料辊均配合连接第二移动驱动件,且两个所述移动夹紧导料辊之间的上部设有固定夹紧导料辊。
12.进一步的,所述张力控制储料部件包括移动u形板,所述移动u形板通过第三移动驱动件滑动连接所述机架,且所述移动u形板上设有多根导辊,所述移动u形板一侧,所述机架上同样设有多根导辊,原料带依次穿过多根导辊。
13.进一步的,本实用新型还包括多个对位标记检测传感器,所述对位标记检测传感器设置在原料带一侧,固定安装在所述机架1上。
14.有益效果
15.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
16.本实用新型设计合理,设置两根放料轴、接料部件和张力控制储料部件,在需要换料时不用停机,利用接料部件将两卷原料头尾相连,在接料时,利用张力控制储料部件解决了原料带对接停止期间的料带供料问题,达到不停机换料的目的,且设置了对位标记检测传感器,使原料带的印刷跳距裁切对接更为准确。
附图说明
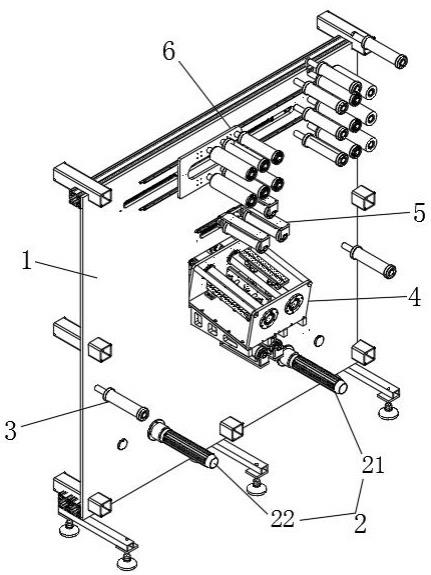
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的正面示意图;
19.图3为本实用新型的移动部件示意图;
20.图4为本实用新型的移动部件俯视图;
21.图5为本实用新型的走料示意图。
22.附图标记:1-机架;2-放料组件;21-第一放料轴;22-第二放料轴;3-导料组件;31-第一导料辊;32-第二导料辊;33-第三导料辊;4-接料部件;41-框架;42-第一转轴;43-第二转轴;44-第一圆刀;45-第二圆刀;46-胶带;47-第一移动驱动件;48-接料板;481-气缸;482-连接轴;5-夹紧部件;51-移动夹紧导料辊;52-第二移动驱动件;53-固定夹紧导料辊;6-张力控制储料部件;61-移动u形板;62-第三移动驱动件;63-导辊;7-对位标记检测传感器。
具体实施方式
23.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述,附图中给出了本实用新型的若干实施例,但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例,相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
24.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件;当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件;本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同;本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型;本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.实施例一:参照图1-5,一种不间断换料机构,包括机架1,机架1由下到上依次设有方料组件2、导料组件3、接料部件4、夹紧部件5和张力控制储料部件6。
27.具体的,所述放料组件2包括转动设置在所述机架1上的第一放料轴21和第二放料轴22,第一放料轴21和第二放料轴22均连接有电机进行驱动,电机安装在机架1背面,且第一放料轴21和第二放料轴22均具有径向涨缩功能,对放料轴上的原料卷进行开卷张力控制。
28.导料组件3对料带进行路径走料进行导向,包括多根导料辊,多根所述导料辊将原
料带竖直导入所述接料部件4内。具体的为:多根导料辊分别为两根第一导料辊31、两根第二导料辊32和一根第三导料辊33,所述第一导料辊31对称设置在机架1上,分别位于第一放料轴21和第二放料轴22侧面,两根所述第二导料辊32设置在同一水平高度,两者之间留有一定距离,第三导料辊设置在两根第二导料辊32上部中部,两根第二导料辊32和第三导料辊33呈三角形设置。
29.接料部件4对即将完成的料带尾料和备料卷进行对接接料,其包括框架41,所述框架41内对称设有两组接料件,所述接料件均包括转轴,所述转轴两端转动连接框架41,且所述转轴的两侧均固定连接有接料板,同时在框架41上设置电机驱动所述转轴,并且在两组接料件之间设有两组圆刀,所述圆刀底部均设有第一移动驱动件47。具体为:接料件分别为第一接料件和第二接料件,第一接料件包括第一转轴42,第一转轴42上设置两个接料板48;第二接料件包括第二转轴43,第二转轴43上同样设置有两个接料板48,电机驱动转轴转动。
30.所述第一接料件对应第一圆刀44的初始位置在框架41的一端,第二接料件对应第二圆刀45的初始位置在框架41的另一端,即一组接料件对应一组圆刀,两组圆刀分别位于两端,实现原料带的交替切割。
31.为了更好的实现第一放料轴21和第二放料轴22上的原料带尾料和备料卷头料的对接,还需要每个转轴对应的两根转轴上选择一个接料板48,在该接料板48上设置胶带46,且接料板48均由气缸481驱动伸缩,气缸481设置在转轴上,两个接料板48通过连接轴482连接,连接轴482匹配贯穿转轴,并且在转轴上均设置真空箱,真空箱连通分别连通接料板48,实现接料板48的真空吸附。
32.具体的,所述夹紧部件5对料带进行路径控制及走料停止控制,其包括对称设置的移动夹紧导料辊51,所述移动夹紧导料辊51均配合连接第二移动驱动件52,且两个所述移动夹紧导料辊51之间的上部设有固定夹紧导料辊53。夹紧辊均使用现有结构,即在转棍上部设有夹紧气缸,转棍和夹紧气缸之间的空隙即可穿过原料带,夹紧气缸压紧料带。
33.所述张力控制储料部件6包括移动u形板61,所述移动u形板61通过第三移动驱动件62滑动连接所述机架1,且所述移动u形板61上设有多根导辊63,所述移动u形板61一侧,所述机架1上同样设有多根导辊63,原料带依次穿过多根导辊63。选择其中一根导辊63,利用电机驱动该导辊63转动,实现原料带的传送。
34.具体的,还需要在机架1上设置至少两个对位标记检测传感器7,所述对位标记检测传感器7设置在原料带一侧,分别设置在接料部件3的出料端一侧以及移动夹紧导料辊51出料端一侧,使原料带的印刷跳距裁切对接准确。
35.具体工作流程如下:将原料卷放在第一放料轴21上,按走料路径对外部生产设备进行生产供料,将备用原料卷放置在第二放料轴22上,将备用原料卷进行穿料使对位标记处于对位标记检测传感器7的正确位置,使移动夹紧导料辊51夹住备用卷材料,放料轴涨紧卷芯使料带保持张力;
36.当第一放料轴21的卷料检测达到换卷卷径时,降低开卷供料速度,对位标记检测传感器7检测到标记位置时,先后由移动夹紧导料辊51和固定夹紧导料辊53依次夹住材料,备用料带与正常供料的料带要分开不能有摩擦,此时供料由张力控制储料部件6的储料进行供料直至换卷完成,张力控制储料部件6通过控制移动u形板61移动,实现储料料带的供给;
37.接料时,当第一放料轴21检测到固定于上的原料卷处于换料卷径时,此时第一放料轴21作降速供料,同时对位标记检测传感器7对料带上的对位标记进行检测,当对位标记处于正确位置时,固定夹紧导料辊53夹紧料带,此时第一放料轴21停止供料,并由第一放料轴21的张力控制拉紧料带,固定夹紧导料辊53夹紧料带,安装于第二放料轴22的备用卷的料带,通过移动夹紧导料辊51移动至与第一放料轴21上的料带贴合(两个放料轴互为备用,当第一放料轴21正常供料时,则第二放料轴22上的原料为备用原料,反之则第一放料轴21上的原料为备用料);
38.此时接料部件4的第二转轴43由准备位置顺时针转动90度,顶升气缸顶出第三接料板431与备用原料带贴合,负压空气使备用料带吸附于接料板面上,第一圆刀44对两层料带进行裁切,裁切后第一圆刀44返回起始位置,打开固定夹紧导料辊53上的夹紧气缸,将裁切后原料带的尾料从第一放料轴21上抽离,第一转轴42将准备好并吸附于接料板421上的胶带46逆时针转动至接料位置,由气缸顶出对原料带和备用原料带进行粘贴对接;
39.第一转轴42继续停留于粘贴位置,第二转轴43上的第三接料板431离开备用原料带,打开备用原料带对应的移动夹紧导料辊51上的夹紧气缸,抽离备用原料带的切断的头部料带,第二转轴43旋转180度,气缸控制使第四接料板432板面与料带贴合,把预先准备好吸附于第四接料板432板面上的胶带46与料带粘接;
40.第一转轴42、第二转轴43上的接料板离开料带,旋转90度停止准备,完成接料,此时可以将第四接料板432逆时针转于上方,第一接料板432逆时针转于上方,为下次接料做准备;
41.最后固定夹紧导料辊53和移动夹紧导料辊51上的夹紧气缸打开进行正常供料,此时第二放料轴22上的备用料为正常供料的原料卷,在第一放料轴21上放置备用原料卷,并在第一转轴42和第二转轴43上各选一个接料板贴胶带(胶带面朝外吸附于接料板面上),牵出备用卷料头按走料路径穿好料并夹紧于移动夹紧导料辊51上,使对位标记处于检测点的正确位置,两个放料轴交替循环完成上述动作,达到不间断供料的目的。
42.实施例二:在实施例一的基础上,将接料板48的真空吸附能力替换成磁吸能力,且磁吸能力可控。
43.实施例三:在实施例一或实施例二的基础上,第一移动驱动件47、第二移动驱动件52和第三移动驱动件62的结构进行具体化,三者均可包括移动轨道,移动轨道上设置滑块,利用滑块分别连接所需要驱动的圆刀、移动夹紧导料辊51和移动u形板61,可以选择驱动轨道走动,带动滑块移动,从而实现所需要的部件移动,也可另设移动驱动结构,包括利用电机驱动传动带,传动带配合连接可转动的传动轮,传动轮通过轴承可转动连接滑块,实现传动带驱动传动轮转动走动,带动滑块移动。还可以使用气缸驱动推杆,利用推杆直接拉动滑块移动,相关移动件均可在本实用新型上进心组合。
44.以上所述实施例仅表达了本实用新型的某种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制;应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围;因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1