一种光柱镭射纹盒的制作方法
1.本实用新型涉及包装领域,尤其涉及一种光柱镭射纹盒。
背景技术:
2.由于现有生产光柱镭射纹盒均采用同一方向纹路镭射纹纸,同一方向镭射纹纸上机器生产,成型之后会出现纹路不同,不符合客户需求,此成型步骤均由人工进行组装成型,生产速度慢,成本比较高。
技术实现要素:
3.本实用新型提供一种光柱镭射纹盒,旨在解决现有的光柱镭射纹盒成型后各个板上的纹路不一致,降低了盒子的美观程度的问题。
4.本实用新型提供一种光柱镭射纹盒,包括底板、第一侧板、第二侧板、第三侧板及第四侧板,所述第一侧板及第二侧板分别垂直连接于所述底板的两端,所述第三侧板及第四侧板分别垂直连接于所述底板的两侧,所述第一侧板、第二侧板、第三侧板及第四侧板上均设有镭射纹,所述第一侧板、第二侧板、第三侧板及第四侧板上的所述镭射纹均为同一方向。
5.作为本实用新型的进一步改进,所述光柱镭射纹盒由镭射纹纸板裁剪拼接而成,所述镭射纹板包括交错设置的若干个横纹板及若干个纵纹板,所述横纹板与所述纵纹板连接。
6.作为本实用新型的进一步改进,所述横纹板上的所述镭射纹为水平设置,所述纵纹板上的所述镭射纹为垂直设置,所述横纹板上的所述镭射纹与所述纵纹板上的所述镭射纹垂直抵接。
7.作为本实用新型的进一步改进,所述镭射纹板裁剪粘贴形成组装板,所述光柱镭射纹盒由所述组装板折叠而成,所述组装板包括所述纵纹板及两个所述横纹板,两个所述横纹板分别粘连于所述纵纹板的两侧,所述横纹板的长度小于所述纵纹板的长度。
8.本实用新型的有益效果是:直接在组合的纸板上改变了纹路方向,成型后的盒子各个面板上的纹路方向一致,不需要在花很长的时间进行人工组装成纹路一致的盒子,从根本上提高了生产效率,节约了人工成本,成型的盒子更加美观整洁。
附图说明
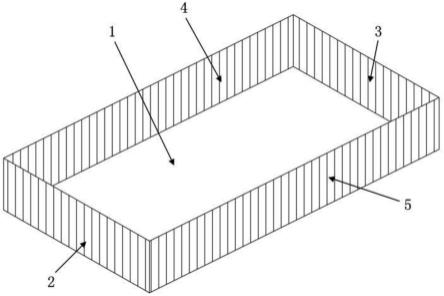
9.图1是本实用新型光柱镭射纹盒的整体图;
10.图2是本实用新型镭射纹纸板的整体图;
11.图3是本实用新型组装板的整体图。
具体实施方式
12.附图标记:1-底板,2-第一侧板,3-第二侧板,4-第三侧板,5-第四侧板,6-横纹板,
7-纵纹板。
13.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
14.如图1-3所示,本实用新型提供了一种光柱镭射纹盒,包括底板1、第一侧板2、第二侧板3、第三侧板4及第四侧板5,所述第一侧板2及第二侧板3分别垂直连接于所述底板1的两端,所述第三侧板4及第四侧板5分别垂直连接于所述底板1的两侧,所述第一侧板2、第二侧板3、第三侧板4及第四侧板5上均设有镭射纹,所述第一侧板2、第二侧板3、第三侧板4及第四侧板5上的所述镭射纹均为同一方向。
15.作为本实用新型的一种实施例,所述光柱镭射纹盒由镭射纹纸板裁剪拼接而成,所述镭射纹板包括交错设置的若干个横纹板6及若干个纵纹板7,所述横纹板6与所述纵纹板7连接。
16.作为本实用新型的另一种实施例,所述横纹板6上的所述镭射纹为水平设置,所述纵纹板7上的所述镭射纹为垂直设置,所述横纹板6上的所述镭射纹与所述纵纹板7上的所述镭射纹垂直抵接。
17.作为本实用新型的另一种实施例,所述镭射纹板裁剪粘贴形成组装板,所述光柱镭射纹盒由所述组装板折叠而成,所述组装板包括所述纵纹板7及两个所述横纹板6,两个所述横纹板6分别粘连于所述纵纹板7的两侧,所述横纹板6的长度小于所述纵纹板7的长度。
18.本实用新型提供了一种光柱镭射纹盒,传统生产光柱镭射纹盒子内盒采用同一方向纹路镭射纹纸,在面纸上涂布胶水,与灰板定位对裱,然后人工组装成型,这种生产方式不仅大大的提高人工成本,而且降低了产量。本实用新型中,在所述镭射纹纸板上就设计了纹路方向不同的所述横纹板6及纵纹板7,在裁剪成所述组装板后,折叠成型的所述光柱镭射纹盒从每个角度看折射出来的光柱纹路都为一致,看起来整洁美观,还达到了客户的要求,且不需要后期人工将光柱的方向粘为一致,这大大节省了人工成本。
19.如图2所示,所述镭射纹纸板交错设置了若干个所述横纹板6及若干个所述纵纹板7,所述横纹板6上的所述镭射纹为水平设置,所述纵纹板7上的所述镭射纹为垂直设置,水平设置的所述镭射纹与垂直设置的所述镭射纹垂直抵接,所述镭射纹的截面形状可以是任意图形,例如圆形、三角形、正方形或公司logo,所述镭射纹之间的间距是根据盒型的大小来选择的。随后将所述镭射纹纸板裁剪成如图3所示的所述组装板,所述组装板包括一个所述纵纹板7及两个所述横纹板6,这样的组合可以使得折叠后的盒子各个板面的光柱纹路一致,同时裁剪后也形成了折叠的折线。最后将所述纵纹板7凸出的部分折叠至垂直形成所述第一侧板2及第二侧板3,将两个所述横纹板6往所述纵纹板7的方向折叠至垂直,形成所述第三侧板4及第四侧板5,再利用事先涂布完成的胶水进行粘连处理,则形成如图1所示的所述光柱镭射纹盒。机器自动成型且不需要后期人工进行纹路调整,减少了人工成本,提升了生产效率,也使得成型的盒子整体美观整洁。
20.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术
人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.一种光柱镭射纹盒,其特征在于,包括底板、第一侧板、第二侧板、第三侧板及第四侧板,所述第一侧板及第二侧板分别垂直连接于所述底板的两端,所述第三侧板及第四侧板分别垂直连接于所述底板的两侧,所述第一侧板、第二侧板、第三侧板及第四侧板上均设有镭射纹,所述第一侧板、第二侧板、第三侧板及第四侧板上的所述镭射纹均为同一方向。2.根据权利要求1所述的一种光柱镭射纹盒,其特征在于,所述光柱镭射纹盒由镭射纹纸板裁剪拼接而成,所述镭射纹板包括交错设置的若干个横纹板及若干个纵纹板,所述横纹板与所述纵纹板连接。3.根据权利要求2所述的一种光柱镭射纹盒,其特征在于,所述横纹板上的所述镭射纹为水平设置,所述纵纹板上的所述镭射纹为垂直设置,所述横纹板上的所述镭射纹与所述纵纹板上的所述镭射纹垂直抵接。4.根据权利要求3所述的一种光柱镭射纹盒,其特征在于,所述镭射纹板裁剪粘贴形成组装板,所述光柱镭射纹盒由所述组装板折叠而成,所述组装板包括所述纵纹板及两个所述横纹板,两个所述横纹板分别粘连于所述纵纹板的两侧,所述横纹板的长度小于所述纵纹板的长度。
技术总结
本实用新型涉及一种光柱镭射纹盒,包括底板、第一侧板、第二侧板、第三侧板及第四侧板,所述第一侧板及第二侧板分别垂直连接于所述底板的两端,所述第三侧板及第四侧板分别垂直连接于所述底板的两侧,所述第一侧板、第二侧板、第三侧板及第四侧板上均设有镭射纹,所述第一侧板、第二侧板、第三侧板及第四侧板上的所述镭射纹均为同一方向。直接在组合的纸板上改变了纹路方向,成型后的盒子各个面板上的纹路方向一致,不需要在花很长的时间进行人工组装成纹路一致的盒子,从根本上提高了生产效率,节约了人工成本,成型的盒子更加美观整洁。成型的盒子更加美观整洁。成型的盒子更加美观整洁。
技术研发人员:庄小铭 苏用示 肖微波 吴笛
受保护的技术使用者:东莞市贤俊龙包装科技有限公司
技术研发日:2021.11.02
技术公布日:2022/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1