一种大型菲涅尔平板模具的制作方法
1.本实用新型涉及菲涅尔模具技术领域,尤其涉及一种大型菲涅尔平板模具。
背景技术:
2.菲涅尔透镜(fresnel lens),又称螺纹透镜,就是在透镜的一侧有等距的齿纹,通过这些齿纹,可以达到对指定光谱范围的光进行反射或折射的作用,主要应用在投影显示以及太阳能光伏领域,如菲涅尔抗光投影幕,太阳能用菲涅尔聚光透镜。
3.关于生产菲涅尔透镜的模具有两种形式,平板模具和圆锥形模具。两种模具的制作工艺和生产工艺具有以下几点不足:
4.1、平板模具为四边形的金属模具,菲涅尔的纹理结构制作在金属表面上。生产时,将基材放置在模具面上,通过uv光固化,浇注,模压,注塑等方式将纹理结构转印到基材面上。在制作平板菲涅尔模具时,一般都是根据设计定制一把金刚石刀具在专门的三轴菲涅尔透镜模具机床上雕刻而成。由于超精密的金刚石机床的加工直径在国内只有2米的直径,国际上也只有少数公司拥有超过2米直径的精密金刚石机床,而且设备造价奇高,因此,在超大型的大尺寸菲涅尔平板模具的制作上困难重重。
5.2、圆柱型辊筒或圆锥形辊筒模具,将菲涅尔纹理结构制作在辊筒的表面,将辊筒模具的一端固定,另外一端发生旋转。旋转一圈,可以画出一个菲涅尔透镜结构。生产时,将透明基材放置在下面,加入uv胶水,通过uv光固化的方式实现将纹路转印在基材表面上。辊筒模具长度只有菲涅尔透镜直径的一半,因此,在加工辊筒模具时,对机床的加工长度要求减少一半。但是由于固化延时性导致纹理条纹不够清晰,角度不够锐利,光学效果相比略差
技术实现要素:
6.本实用新型的目的在于提供一种大型菲涅尔平板模具。根据本实用新型的大型菲涅尔平板模具,模具造价低,且纹理条纹更清晰,角度更锐利,利用该模具制作出的菲涅尔透镜光学效果更好,本实用新型采用的技术方案如下:
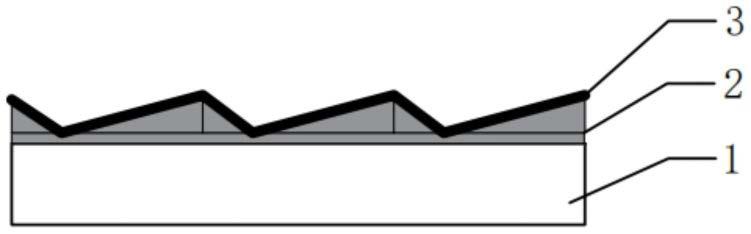
7.根据本实用新型的一个方面,提供了一种大型菲涅尔平板模具,包括基层和锌膜层,所述基层上镀设有锌膜层,所述锌膜层上开设有多个菲涅尔纹理结构,所述锌膜层上镀设有铬膜层。
8.优选的,所述基板为不锈钢板或玻璃板。
9.优选的,镀锌膜的方法为真空热蒸镀、电子束蒸镀、磁控溅射或化学气相沉积中的一种。
10.优选的,所述铬膜层的厚度为0.05~0.5um。
11.优选的,所述锌膜的厚度在60um~100um。
12.优选的,所述菲涅尔纹理结构由线性激光束在锌膜层蚀刻而成。
13.本实用新型采用的上述技术方案,具有如下显著效果:
14.本实用新型包括基层和锌膜层,基层上镀设有锌膜层,锌膜层上设有多个环状菲
涅尔纹理结构,锌膜层上镀设有铬膜层。本实用新型利用激光雕刻的方法,在平整的锌膜层表面上进行刻蚀,利用不同能量的激光照射在金属表面上,实现刻蚀不同深度,从而实现菲涅尔纹理结构特征,模具造价低,且纹理条纹更清晰,角度更锐利,利用该模具制作出的菲涅尔透镜光学效果更好。
附图说明
15.图1是本实用新型的结构示意图;
16.图2是本发明的线性激光束的线性输出能量的强度分布图。
17.1-基层,2-锌膜层,3-铬膜层。
具体实施方式
18.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举出优选实施例,对本实用新型进一步详细说明。然而,需要说明的是,说明书中列出的许多细节仅仅是为了使读者对本实用新型的一个或多个方面有一个透彻的理解,即便没有这些特定的细节也可以实现本实用新型的这些方面。
19.实施例1
20.如图1所示,根据本实用新型的一种大型菲涅尔平板模具,包括基层和锌膜层,基层上镀设有锌膜层,锌膜层上设有多个环状菲涅尔纹理结构,锌膜层上镀设有铬膜层。
21.一种大型菲涅尔平板模具的制作方法,包括以下步骤:
22.(1)选用一块硬度高的板材,板材为不锈钢板。不锈钢板的耐温大于100℃(因为激光刻蚀时材料表面会产生瞬间高温),然后对板材进行粗抛光和精细抛光,使板材的抛光面最高和最低的厚度差小于5um;
23.(2)在板材的抛光面上镀一层金属锌膜,镀金属锌膜的方法为真空热蒸镀,锌膜的厚度为60um;
24.(3)利用激光器,激光器为yag(钇铝石榴石)激光器,将等能量密度的激光光斑通过扩束系统放大并送入线状光澜,线状光澜的缝的长度与一条菲涅尔透镜纹理的宽度相等。得到线性激光束,将线性激光束送入能量调光器 (选用dlp芯片,通过电脑数字化控制),使得线性激光束的线性输出能量的强度分布与一条菲涅尔纹理的宽度相对应,线性激光束的线性输出能量的强度分布如图2所示;
25.(4)将步骤3经过能量调光器调节的线性激光束照射在镀锌膜上,镀锌膜上蚀刻完成后,在镀锌膜表面上形成一个菲涅尔纹理轮廓;
26.(5)利用数控机床控制线性激光束移动,将线性激光束在镀锌膜上沿着纹理的环形走向刻画出整条菲涅尔线,即可完成一条菲涅尔线的制作;
27.(6)重复步骤(3)、(4)和(5),可在抛光面上获得连续的菲涅尔环状纹理结构,至此完成菲涅尔纹理雕刻;
28.(7)完成步骤(6)后,在锌膜上,再镀一层铬膜层,铬膜层的厚度为 0.05um。并完成菲涅尔平板模具的制作。
29.实施例2
30.如图1所示,根据本实用新型的一种大型菲涅尔平板模具,包括基层和锌膜层,基
层上镀设有锌膜层,锌膜层上设有多个环状菲涅尔纹理结构,锌膜层上镀设有铬膜层
31.一种大型菲涅尔平板模具的制作方法,包括以下步骤:
32.(1)选用一块硬度高的板材,板材为玻璃板。玻璃板的耐温大于100℃ (因为激光刻蚀时材料表面会产生瞬间高温),然后对板材进行粗抛光和精细抛光,使板材的抛光面最高和最低的厚度差小于5um;
33.(2)在板材的抛光面上镀一层金属锌膜,镀金属锌膜的方法为真空热蒸镀,锌膜的厚度为100um;
34.(3)利用激光器,激光器为yag(钇铝石榴石)激光器,将等能量密度的激光光斑通过扩束系统放大并送入线状光澜,线状光澜的缝的长度与一条菲涅尔透镜纹理的宽度相等。得到线性激光束,将线性激光束送入能量调光器 (选用dlp芯片,通过电脑数字化控制),使得线性激光束的线性输出能量的强度分布与一条菲涅尔纹理的宽度相对应,线性激光束的线性输出能量的强度分布如图2所示;
35.(4)将步骤3经过能量调光器调节的线性激光束照射在镀锌膜上,镀锌膜上蚀刻完成后,在镀锌膜表面上形成一个菲涅尔纹理轮廓;
36.(5)利用数控机床控制线性激光束移动,将线性激光束在镀锌膜上沿着纹理的环形走向刻画出整条菲涅尔线,即可完成一条菲涅尔线的制作;
37.(6)重复步骤(3)、(4)和(5),可在抛光面上获得连续的菲涅尔环状纹理结构,至此完成菲涅尔纹理雕刻;
38.(7)完成步骤(6)后,在锌膜上,再镀一层铬膜层,铬膜层的厚度为 0.5um。并完成菲涅尔平板模具的制作。
39.实施例3
40.如图1所示,根据本实用新型的一种大型菲涅尔平板模具,包括基层和锌膜层,基层上镀设有锌膜层,锌膜层上设有多个环状菲涅尔纹理结构,锌膜层上镀设有铬膜层
41.一种大型菲涅尔平板模具的制作方法,包括以下步骤:
42.(1)选用一块硬度高的板材,板材为不锈钢板。不锈钢板的耐温大于 100℃(因为激光刻蚀时材料表面会产生瞬间高温),然后对板材进行粗抛光和精细抛光,使板材的抛光面最高和最低的厚度差小于5um;
43.(2)在板材的抛光面上镀一层金属锌膜,镀金属锌膜的方法为真空热蒸镀,锌膜的厚度为80um;
44.(3)利用激光器,激光器为yag(钇铝石榴石)激光器,将等能量密度的激光光斑通过扩束系统放大并送入线状光澜,线状光澜的缝的长度与一条菲涅尔透镜纹理的宽度相等。得到线性激光束,将线性激光束送入能量调光器 (选用dlp芯片,通过电脑数字化控制),使得线性激光束的线性输出能量的强度分布与一条菲涅尔纹理的宽度相对应,线性激光束的线性输出能量的强度分布如图2所示;
45.(4)将步骤3经过能量调光器调节的线性激光束照射在镀锌膜上,镀锌膜上蚀刻完成后,在镀锌膜表面上形成一个菲涅尔纹理轮廓;
46.(5)利用数控机床控制线性激光束移动,将线性激光束在镀锌膜上沿着纹理的环形走向刻画出整条菲涅尔线,即可完成一条菲涅尔线的制作;
47.(6)重复步骤(3)、(4)和(5),可在抛光面上获得连续的菲涅尔环状纹理结构,至此
完成菲涅尔纹理雕刻;
48.(7)完成步骤(6)后,在锌膜上,再镀一层铬膜层,铬膜层的厚度为 0.3um。并完成菲涅尔平板模具的制作。
49.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1