空调连接管自动下线设备的制作方法
1.本实用新型属于空调零部件制造技术领域,具体涉及一种空调连接管自动下线设备。
背景技术:
2.在空调制造行业,从生产线上下来的成品空调连接管都是人工整理,使用托盘转换工位的,已不适合现在自动化生产的需求,人工整理效率低,且在整理过程中,工作人员的劳动强度大,同时也增加了企业的用人成本,浪费人力资源。
技术实现要素:
3.本实用新型是针对上述的不足,提供一种空调连接管自动下线设备,能够完成空调连接管的自动码垛。无需花费大量的人工劳动力,缩减了工时并且大大减轻了工作人员的劳动强度。
4.本实用新型的技术方案如下:一种空调连接管自动下线设备,包括皮带输送机构、移载接料机构、工装车码垛机构、工装车,皮带输送机构安装在成品下线装置下,移载接料机构位于皮带输送机构的卸料侧,移载接料机构上的移载平台承接连接管、并在接料升降机构的承载下随连接管堆叠码垛逐层下降,工装车上排列有若干个存储仓,工装车码垛机构将整垛连接管搬运至存储仓内。
5.进一步地,皮带输送机构包括底座、底座上的皮带输送线和定位机组,皮带上设置有推动块,推动块与卸料口对齐;定位机组包括一组与皮带输送方向同向和一组与皮带输送方向垂直的顶推装置,顶推装置包括支撑滑轨和滑动座,滑动座上设置有向皮带伸出的悬臂,悬臂下预留连接管通道,悬臂的悬挑端设置有向下推的气缸,气缸的缸杆底部安装有推板。
6.进一步地,推板为v型。
7.进一步地,工装车码垛机构包括两条横向轨道梁、两条纵向轨道梁、梁上小车、机械臂、码垛夹爪,横向轨道梁下设置有柱腿,纵向轨道梁架在横向轨道梁之间、梁端搭在与纵向轨道梁配合的滑移小车上,梁上小车横跨纵向轨道梁,机械臂悬挂在梁上小车下,机械臂包括回转关节、升降臂,码垛夹爪安装在升降臂上。
8.进一步地,码垛夹爪包括两个上下设置的夹持臂,两个夹持臂安装在夹紧机构的两端,上部的夹持臂安装在动作端、下部的夹持臂安装在固定端。
9.进一步地,两条横向轨道梁的梁端之间连接有支撑纵梁。
10.进一步地,移载接料机构包括移载底座、移载导轨、滑移平台,移载导轨设置在移载底座上,滑移平台滑动设置在移载导轨上,滑移平台上沿导轨方向布置有两个或两个以上移载工位,每个移载工位包括一套接料升降机构和移载平台,移载平台上开有容夹持臂插入的缺口,移载平台周边的立杆围成接料架,立杆固定在滑移平台上。
11.进一步地,存储仓的底部开有容夹持臂插入的缺口。
12.与现有技术相比,本实用新型的优势在于:
13.本实用新型提供的一种空调连接管自动下线设备,皮带输送机构将连接管成品输送到移载平台上方,使物料自动落入移载平台内;当双工位移载接料机构上的一个接料工装装满连接管后,滑移平台将另一个接料工装自动移动至接料位置;工装车码垛机构的机械臂将码垛夹爪移动到接料工装位置,夹取整垛连接管并搬运至工装车内,工装车装满后提示操作者更换工装车,完成作业循环。该设备为自动对空调连接管进行输送、抓取、码垛,无需花费大量的人工劳动力,缩减了工作人员及大大减轻了工作人员的工作强度,提高了工作效率。
附图说明
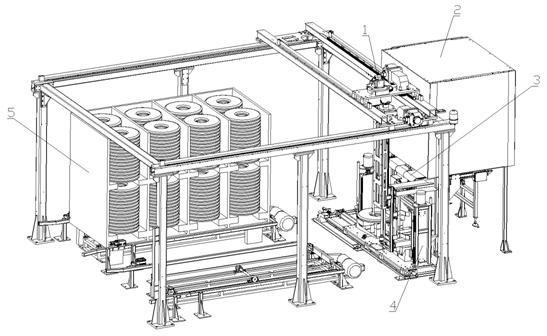
14.图1为本实用新型的结构示意图。
15.图2为工装车码垛机构的结构示意图。
16.图3为皮带输送机构的结构示意图。
17.图4为移载接料机构的结构示意图。
18.图中:1-工装车码垛机构;1.1-梁上小车;1.2-回转关节;1.3-升降臂;1.4-码垛夹爪;1.5-纵向轨道梁;1.6-横向轨道梁;1.7-柱腿;1.8-支撑纵梁;2-成品下线装置;3-皮带输送机构;3.1-皮带输送线;3.2-支撑滑轨;3.3-推板;3.4-气缸;3.5-悬臂;3.6-滑动座;3.7-底座;3.8-推动块;4-移载接料机构;4.1-移载底座;4.2-移载导轨;4.3-滑移平台;4.4-接料升降机构;4.5-接料架;4.6-移载平台;5-工装车;6-连接管。
具体实施方式
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.如图1所示;一种空调连接管自动下线设备,包括皮带输送机构3、移载接料机构4、工装车码垛机构1、工装车5,皮带输送机构3安装在成品下线装置2下,移载接料机构4位于皮带输送机构3的卸料侧,移载接料机构4上的移载平台4.6承接连接管、并在接料升降机构4.4的承载下随连接管堆叠码垛逐层下降,工装车5上排列有若干个存储仓5.1,存储仓5.1的底部开有容夹持臂插入的缺口;工装车码垛机构1将整垛连接管搬运至存储仓5.1内;当一个工装车5上的存储仓5.1全部装满后,由操作人员将工装车拉走,完成一个作业循环,工装车码垛机构1处设置有两个工装车存放架,使得在更换工装车5时可以不停止生产。
21.如图2所示;工装车码垛机构1包括两条横向轨道梁1.6、两条纵向轨道梁1.5、梁上小车1.1、机械臂、码垛夹爪1.4,横向轨道梁1.6下设置有柱腿1.7,纵向轨道梁1.5架在横向轨道梁1.6之间、梁端搭在与纵线轨道梁1.5配合的滑移小车上,梁上小车1.1横跨纵向轨道梁1.5,机械臂悬挂在梁上小车1.1下,机械臂包括回转关节1.2、升降臂1.3,码垛夹爪1.4安装在升降臂1.3上。纵向轨道梁1.5整体在横向轨道梁1.6上滑动,梁上小车1.1在横向轨道梁1.6上滑动,回转关节1.2带动升降臂1.3转动,并且升降臂1.3下上移动,完成从移载接料机构4到工装车5的物料运输。
22.码垛夹爪1.4包括两个上下设置的夹持臂,两个夹持臂安装在夹紧机构的两端,上部的夹持臂安装在动作端、下部的夹持臂安装在固定端,夹紧机构控制两个夹持臂夹紧或放下连接管。
23.为了提高两个横向轨道梁1.6之间的强度,两条横向轨道梁1.6的梁端之间连接有支撑纵梁1.8。
24.如图3所示;皮带输送机构3包括底座3.7、底座3.7上的皮带输送线3.1和定位机组,皮带上设置有推动块3.8,推动块3.8顶推连接管,推动块3.8与卸料口对齐;定位机组包括一组与皮带输送方向同向和一组与皮带输送方向垂直的顶推装置,顶推装置包括支撑滑轨3.2和滑动座3.6,滑动座3.6上设置有向皮带伸出的悬臂3.5,悬臂3.5下预留连接管通道,悬臂3.5的悬挑端设置有向下推的气缸3.4,气缸3.4的缸杆底部安装有推板3.3。当连接管来料后,两组顶推装置中的推板3.3分别从x轴方向和y轴方向将连接管推动至推动块3.8前,皮带输送线3.1启动后推动块3.8把连接管推到移载接料机构4内,而后皮带输送线3.1倒转,推动块3.8回到初始位置,等待下一连接管上线。推板3.3为v型,两个内侧斜面限制连接管偏移。
25.如图4所示;移载接料机构4包括移载底座4.1、移载导轨4.2、滑移平台4.3,移载导轨4.2设置在移载底座4.1上,滑移平台4.3滑动设置在移载导轨4.2上,滑移平台4.3上沿导轨方向布置有两个或两个以上移载工位,每个移载工位包括一套接料升降机构4.4和移载平台4.6,移载平台4.6上开有容夹持臂插入的缺口,移载平台4.6周边的立杆围成接料架4.5,立杆固定在滑移平台4.3上,移载平台4.6在接料架4.5的高度范围内移动。皮带输送机构3输送来的连接管掉落在移载平台4.6内,每次收集到一个连接管,移载平台4.6下降一格来存放新的连接管,当一个接料架4.5接满后,滑移平台4.3沿移载导轨4.2移动,使第二个移载工位移动至接料位置。
26.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1