一种核酸检测盒合并包装一体化设备的制作方法
1.本实用新型涉及核酸检测盒加工技术领域,具体涉及一种核酸检测盒合并包装一体化设备。
背景技术:
2.核酸检测盒包括检测盒上盖和检测盒下盖以及安装在其内部的检测条,检测盒上盖和检测盒下盖上分别设置有互相对应的槽孔与立柱,通过槽孔与立柱精准对应配合实现检测盒上盖和检测盒下盖合并压紧,由于对精准度要求较高,因此,目前往往是将检测盒上盖和检测盒下盖分别单独加工好之后,再通过人工的方式将检测条放置到检测盒下盖内,然后再将检测盒上盖和检测盒下盖进行手动合并压紧,导致合并效率较低,且合并后也没有形成相对应的核酸检测盒自动化包装过程,无法做到合并包装过程的一体化,导致整体的加工效率较低。
技术实现要素:
3.本实用新型旨在提供一种核酸检测盒合并包装一体化设备,以解决上述存在的至少一个问题。
4.为实现上述目的,本实用新型的技术方案为:一种核酸检测盒合并包装一体化设备,包括基座和在基座上连接设置的合并系统与包装系统;
5.合并系统包括合并输送通道、下盖上料机构、检测条上料机构、上盖上料机构和合并压紧机构,
6.合并输送通道上方沿输送方向依序划分为下盖上料区、检测条上料区、上盖上料区、合并压紧区、输出下料区,
7.下盖上料机构与下盖上料区对接,检测条上料机构与检测条上料区对接,上盖上料机构与上盖上料区对接,合并压紧机构位于在合并压紧区上方;
8.包装系统包括包装袋输送机构、张袋机构、扩口机构、推杆送料机构、热封机构、成品流水线和包装袋流水线,成品流水线与输出下料区对接,成品流水线和包装袋流水线互相平行且输送方向一致,包装袋输送机构、张袋机构依序设置在靠近包装袋流水线的一侧,扩口机构、热封机构依序设置在靠近成品流水线的一侧,推杆送料机构设置在张口机构的下方。
9.优选地,下盖上料机构包括第一震动盘,第一流水线和第一搬运组件,第一震动盘与第一流水线的输送首端对接,第一搬运组件位于在第一流水线的输送末端与下盖上料区之间。
10.优选地,上盖上料机构包括第二震动盘,第二流水线和第二搬运组件,第二震动盘与第二流水线的输送首端对接,第二搬运组件设置在第二流水线的输送末端与上盖上料区之间。
11.优选地,第二搬运组件包括驱动电机、上盖升降气缸、矫正抓手、压合抓手和上盖
中转槽,上盖升降气缸滑动连接在驱动电机上,矫正抓手和压合抓手共同连接在上盖升降气缸下方,上盖中转槽位于上盖上料区与矫正抓手之间。
12.优选地,检测条上料机构包括互相配合的检测纸送料组件、切割件、检测条输送线和检测条搬运组件,切割件位于检测条输送线的输送首端的上方,检测条搬运组件位于检测条输送线与检测条上料区之间。
13.优选地,推杆送料机构的前方设置有干燥剂上料机构,其包括第三震动盘和干燥剂流水线,第三震动盘与干燥剂流水线的输送首端对接,干燥剂流水线的输送末端位于成品流水线的上方。
14.优选地,基座上方设置有若干ccd相机,包括1号ccd相机、2号ccd相机、3号ccd相机和4号ccd相机,1号ccd相机位于下盖上料区上方,2号ccd相机位于检测条上料机构上方,3号ccd相机位于检测条上料区上方,4号ccd相机位于上盖上料区上方。
15.优选地,合并输送通道的下方分别设置有平移输送机构,平移输送机构包括输送电机、夹紧气缸和升降气缸,输送电机与升降气缸连接,夹紧气缸连接在升降气缸上方且与输送通道对应配合。
16.优选地,下盖上料机构、上盖上料机构、检测条上料机构、合并输送通道均为两个。
17.优选地,核酸检测盒在合并输送通道上的输送方式为纵向输送,即核酸检测盒的长度方向与输送方向互相平行,核酸检测盒在成品流水线上的输送方式为横向输送,即核酸检测盒的长度方向与输送方向互相垂直,成品流水线的输送首端的上方设置有可旋转的成品搬运抓手。
18.本实用新型具有以下有益效果:
19.本实用新型是通过下盖上料机构、上盖上料机构、检测条上料机构分别对检测盒下盖、检测盒上盖、检测条进行上料,并在合并输送通道进行输送,具体的,平移输送机构对合并输送通道上的检测盒下盖进行平移输送至指定盖合位置,通过矫正抓手,检测盒上盖进行朝向矫正,再通过压合抓手对检测盒上盖下压实现检测盒上盖与检测盒下盖的上下盖合过程,最后通过合并压紧机构实现核酸检测盒的压紧过程,精准度更高,合并质量更好,且基座上方设置有若干ccd相机,分别对检测盒下盖、检测盒上盖、检测条的上料、输送、合并的过程进行全方面的监测把控,进一步提高核酸检测盒的良品率,且能够与包装系统对接配合实现合并包装一体化加工过程,提高了加工效率。
附图说明
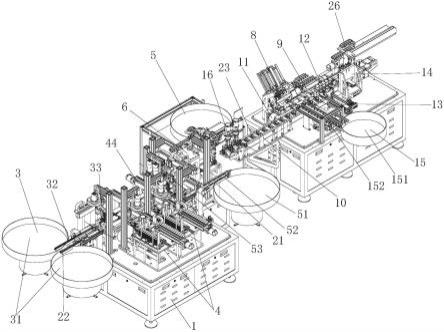
20.图1是本实用新型一实施例的整体结构示意图;
21.图2是本实用新型一实施例的合并系统结构示意图;
22.图3是本实用新型一实施例的包装系统结构示意图;
23.图4是本实用新型一实施例的合并输送通道与平移输送机构的配合示意图;
24.图5是本实用新型一实施例的检测条上料机构的局部示意图(一);
25.图6是本实用新型一实施例的检测条上料机构的局部示意图(二);
26.图7是本实用新型一实施例的第二搬运组件的结构示意图;
27.图8是本实用新型一实施例的张袋机构的结构示意图;
28.图9是本实用新型一实施例的扩口机构与推杆送料机构的配合示意图。
29.附图标注:
30.1、基座,2、合并输送通道,3、下盖上料机构,31、第一震动盘,32、第一流水线,33第一搬运组件,4、检测条上料机构,41、检测纸送料组件,42、切割件,43、检测条输送线,44、检测条搬运组件,5、上盖上料机构,51、第二震动盘,52、第二流水线,53、第二搬运组件,531、驱动电机,532、上盖升降气缸,533、矫正抓手,534、压合抓手,535、上盖中转槽,6、合并压紧机构,7、平移输送机构,71、输送电机,72、升降气缸,73、夹紧气缸,8、包装袋输送机构,9、张袋机构,91、上吸袋件,92、下吸袋件,10、成品流水线,11、包装袋流水线,12、扩口机构,121、旋转扩口件,13、推杆送料机构,131、推杆,14、热封机构,15、干燥剂上料机构,151、第三震动盘,152、干燥剂流水线,16、成品搬运抓手,17、1号ccd相机,18、2号ccd相机,19、3号ccd相机,20、4号ccd相机,21、检测盒上盖,22、检测盒下盖,23、核酸检测盒,24、检测纸,25、检测条,26、下料机构。
具体实施方式
31.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
32.参阅图1-9所示,作为本实用新型的实施例,提供一种核酸检测盒合并包装一体化设备,包括基座1和在基座1上连接设置的合并系统与包装系统;
33.合并系统包括合并输送通道2、下盖上料机构3、检测条上料机构4、上盖上料机构5和合并压紧机构6,
34.合并输送通道2上方沿输送方向依序划分为下盖上料区、检测条上料区、上盖上料区、合并压紧区、输出下料区,
35.下盖上料机构3与下盖上料区对接,检测条上料机构4与检测条上料区对接,上盖上料机构5与上盖上料区对接,合并压紧机构6位于在合并压紧区上方;
36.包装系统包括包装袋输送机构8、张袋机构9、扩口机构12、推杆送料机构13、热封机构14、成品流水线10和包装袋流水线11,成品流水线10与输出下料区对接,成品流水线10和包装袋流水线11互相平行且输送方向一致,包装袋输送机构8、张袋机构9依序设置在靠近包装袋流水线11的一侧,扩口机构12、热封机构14依序设置在靠近成品流水线10的一侧,推杆送料机构13设置在张口机构的下方,热封机构14之后还设置有下料机构26。
37.上述技术方案,通过下盖上料机构3将检测盒下盖22上料放置在合并输送通道2的下盖上料区,之后检测盒下盖22输送至检测条上料区,检测条上料机构4将检测纸24切成检测条25后将检测条25上料放置在位于检测条上料区的检测盒下盖22内,之后含检测条25的检测盒下盖22输送至上盖上料区,检测盒上盖21与检测盒下盖22上设置有互相对应配合的槽孔与立柱,上盖上料机构5将检测盒上盖21抓起与位于上盖上料区上的含检测条25的检测盒下盖22进行上下对应盖合,对应盖合后的核酸检测盒23输送至合并压紧区,合并压紧机构6向下运动对检测盒上盖21进行下压实现核酸检测盒23的合并压紧过程,合并压紧后的核酸检测盒23继续输送至输出下料区,之后成品流水线10承接输送,包装袋输送机构8将包装袋输送至包装袋流水线11,张袋机构9将包装袋的袋口上下两侧张开并吸取移动至扩
口机构12前方,扩口机构12伸入至包装袋的袋口内将袋口的左右两侧张开,推杆送料机构13将位于成品流水线10上的核酸检测盒23推入至包装袋内,之后热封机构14对含有包装袋进行热封封口,最后由下料机构26抓取下料,就此完成核酸检测盒23的一体化合并包装过程。
38.如图8所示,张袋机构9设置在一电机上,张袋机构9包括气缸、设置在气缸上的上吸袋件92、位于上吸袋件91下方的下吸袋件92,气缸、上吸袋件91、下吸袋件92互相配合将包装袋的袋口上下两侧张开后,电机再驱动张袋机构9移动至扩口机构12前方,进行下一步的包装过程。
39.本实施例中,下盖上料机构3包括第一震动盘31,第一流水线32和第一搬运组件33,第一震动盘31与第一流水线32的输送首端对接,第一搬运组件33位于在第一流水线32的输送末端与下盖上料区之间,第一搬运组件33包括驱动电机和能够进行旋转的下盖搬运抓手,驱动电机驱动下盖搬运抓手沿输送方向来回运动,通过第一震动盘31将检测盒下盖22送至第一流水线32,之后下盖搬运抓手将检测盒下盖22抓取放置至下盖上料区输送,完成检测盒下盖22的上料过程。
40.本实施例中,上盖上料机构5包括第二震动盘51,第二流水线52和第二搬运组件53,第二震动盘51与第二流水线52的输送首端对接,第二搬运组件53设置在第二流水线52的输送末端与上盖上料区之间,通过第二震动盘51将检测盒上盖21送至第二流水线52,之后第二搬运组件53将检测盒上盖21抓取放置至下盖上料区,完成检测盒上盖21的上料过程。
41.如图7所示,本实施例中,第二搬运组件53包括驱动电机531、上盖升降气缸532、矫正抓手533、压合抓手534和上盖中转槽535,上盖升降气缸532滑动连接在驱动电机531上,矫正抓手533和压合抓手534共同连接在上盖升降气缸532下方,上盖中转槽535位于上盖上料区与矫正抓手533之间,驱动电机531用于驱动上盖升降气缸532、矫正抓手533和压合抓手534在第二流水线52与上盖上料区之间来回运动,上盖升降气缸532用于驱动矫正抓手533、压合抓手534进行上下升降运动,矫正抓手533能够进行夹紧旋转,用于将检测盒上盖21抓取并调整方向使其与检测盒下盖22校位对齐,然后放置在上盖中转槽535上,压合抓手534能够进行夹紧下压,用于将上盖中转槽535上的检测盒上盖21抓取并向下运动实现检测盒上盖21与含检测条25的检测盒下盖22进行上下对应盖合。
42.本实施例中,检测条上料机构4包括互相配合的检测纸24送料组件41、切割件42、检测条输送线43和检测条搬运组件44,切割件42位于检测条输送线43的输送首端的上方,检测条搬运组件44位于检测条输送线43与检测条上料区之间,检测纸24送料组件41将检测纸24输送至切割件42处,切割件42将检测纸24切割成等宽的检测条25后通过检测条输送线43输送,之后由检测条搬运组件44将检测条25搬运至检测条上料区的检测盒下盖22内。
43.本实施例中,推杆送料机构13的前方设置有干燥剂上料机构15,其包括第三震动盘151和干燥剂流水线152,第三震动盘151与干燥剂流水线152的输送首端对接,干燥剂流水线152的输送末端位于成品流水线10的上方,通过第三震动盘151将干燥剂送至干燥剂流水线152,之后干燥剂由干燥剂流水线152输送至成品流水线10与核酸检测盒23一一对应,完成干燥剂的上料过程。
44.如图9所示,扩口机构12包括旋转扩口件121,两个旋转扩口件121旋转配合将包装
袋的袋口的左右两侧张开,此时两个旋转扩口件121之间形成有让位通道,推杆送料机构13上的推杆131穿过让位通道将位于成品流水线10上的核酸检测盒23和干燥剂一起推入至包装袋内。
45.本实施例中,基座1上方设置有若干ccd相机,包括1号ccd相机17、2号ccd相机18、3号ccd相机19和4号ccd相机20,检测盒上盖21与检测盒下盖22上设置有缺口,1号ccd相机17位于下盖上料区上方,用于对检测盒下盖22的缺口进行拍照识别,以检测检测盒下盖22上料时的朝向是否正确,2号ccd相机18位于检测条上料机构4上方,用于对检测条25进行拍照识别,以检测检测条上料机构4切割出来的试纸条的宽度是否合格,3号ccd相机19位于检测条上料区上方,用于检测检测条25放入检测盒下盖22的位置是否正确,4号ccd相机20位于上盖上料区上方,用于对检测盒上盖21的缺口进行拍照识别,以检测检测盒上盖21上料时的朝向是否正确。
46.本实施例中,合并输送通道2的下方分别设置有平移输送机构7,平移输送机构7包括输送电机71、夹紧气缸73和升降气缸72,输送电机71与升降气缸72连接,夹紧气缸73连接在升降气缸72上方且与合并输送通道2对应配合,输送电机71驱动夹紧气缸73和升降气缸72沿输送方向来回运动,升降气缸72驱动夹紧气缸73进行升降,夹紧气缸73用于对位于合并输送通道2上的检测盒下盖22进行夹紧并沿输送方向平移输送;首先,升降气缸72驱动夹紧气缸73上升,夹紧气缸73夹紧检测盒下盖22,输送电机71驱动夹紧气缸73沿输送方向平移运动,将检测盒下盖22进行夹紧平移输送至指定盖合位置,之后夹紧气缸73松开检测盒下盖22,升降气缸72复位下降带动夹紧气缸73下降,输送电机71复位带动夹紧气缸73、升降气缸72一起沿输送方向的相反方向平移运动进行复位,回到初始位置,重复上述操作,如此进行循环往复运动,以对检测盒下盖22进行平移输送,该设置使得合并输送通道2上的每一个检测盒下盖22能够精准平移至与检测盒上盖21对应盖合的位置,进而使得检测盒上盖21与检测盒下盖22上下盖合的精准度更高。
47.本实施例中,下盖上料机构3、上盖上料机构5、检测条上料机构4、合并输送通道2均为两个,该技术方案能够提高核酸检测盒23的加工效率。
48.本实施例中,核酸检测盒23在合并输送通道2上的输送方式为纵向输送,即核酸检测盒23的长度方向与输送方向互相平行,该设置能够进一步减小合并输送通道2的占用空间,核酸检测盒23在成品流水线10上的输送方式为横向输送,即核酸检测盒23的长度方向与输送方向互相垂直,该设置使得核酸检测盒23后续在进行包装时与包装袋的配合度更高,更加快速便捷,成品流水线10的输送首端的上方设置有可旋转的成品搬运抓手16,成品搬运抓手16用于抓取输出下料区上的核酸检测盒23并旋转调整好方向搬运到成品流水线10上。
49.本实施例的工作流程如下:
50.第一震动盘31将检测盒下盖22送上第一流水线32进行输送,1号ccd相机17对第一流水线32上的检测盒下盖22进行拍照以识别检测盒下盖22的朝向,如果为正向,下盖搬运抓手则将其抓起放置到合并输送通道2的下盖上料区,如果为反向,下盖搬运抓手则将其抓起旋转至正向后再放置到下盖上料区,之后检测盒下盖22输送至检测条上料区,检测条上料机构4将检测至切割成检测条25,2号ccd相机18对检测条上料机构4上的检测条25进行拍照并识别检测条25的宽度,若不符合标准,检测条搬运组件44将检测条25搬运至不合格区,
若符合标准,检测条搬运组件44将检测条25搬运至检测条上料区的检测盒下盖22内,之后3号ccd相机19对含有检测条25的检测盒下盖22进行拍照并识别检测条25放入检测盒下盖22的位置是否正确,正确无误后,继续输送至上盖上料区准备与检测盒上盖21盖合,如果位置存在错误或偏差,则不进行后续与检测盒上盖21盖合工作,而由合并输送通道2输送至不合格区;第二震动盘51将检测盒上盖21送上第二流水线52进行输送,矫正抓手533将位于第二流水线52上的检测盒上盖21抓取输送至上盖上料区上方,4号ccd相机20对检测盒上盖21进行拍照以识别检测盒上盖21的朝向,如果为正向,矫正抓手533直接将检测盒上盖21放置在上盖中转槽535上,如果为反向,矫正抓手533则将检测盒上盖21旋转调整为正向后再放置在上盖中转槽535上,之后压合抓手534将上盖中转槽535上的检测盒上盖21抓取移动至检测盒下盖22上方,压合抓手534向下运动实现检测盒上盖21与检测盒下盖22的上下对应盖合,之后一同输送至合并压紧区,合并压紧机构6向下运动对检测盒上盖21进行下压实现核酸检测盒23的合并压紧过程,合并压紧后的核酸检测盒23继续输送至输出下料区,成品搬运抓手16将核酸检测盒23抓取旋转调整好方向后放置到成品流水线10上输送,干燥剂上料机构15将干燥剂输送至成品流水线10上与核酸检测盒23一一对应且相邻,包装袋输送机构8将包装袋输送至包装袋流水线11,张袋机构9将包装袋的袋口上下两侧张开并吸取移动至扩口机构12前方,扩口机构12伸入至包装袋的袋口内将袋口的左右两侧张开,推杆送料机构13将位于成品流水线10上的核酸检测盒23与干燥剂一同推入至包装袋内,之后热封机构14对含有包装袋进行热封封口,之后继续输送由下料机构26抓取下料,就此完成核酸检测盒23的一体化合并包装过程。
51.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出的各种变化,均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1