一种饲用乳化均衡油粉的成品打包系统的制作方法
1.本实用新型涉及生产线的成品打包系统技术领域,具体涉及一种饲用乳化均衡油粉的成品打包系统。
背景技术:
2.随着社会的发展,各种优良的饲用原料被研发出来,乳化均衡油粉是目前可代替饲料用油的优选原料,饲用乳化均衡油粉有着效益高、品质高和易于禽畜吸收等优点,越来越多的养殖开始选择乳化均衡油粉,为满足市场需求,需要提高乳化均衡油粉生产的效率和质量。乳化均衡油粉是一种油性粉料,在生产打包过程中油粉易出现粘连结块等现象,而且目前较多的生产线还比较简单,需要花费人工中转,成品的卫生质量也无法保证,成品打包系统作为生产的最后一道流程,也是保证产品合格的一道重要防线,因此饲用乳化均衡油粉的成品打包系统亟需改善。
技术实现要素:
3.基于背景技术中的问题和需求,本实用新型提供了一种饲用乳化均衡油粉的成品打包系统,包括自清式提升机、冷却筛、打散机、螺旋输送机、成品仓、盘式喂料器、缓冲斗、绞龙打包秤、除尘器和码垛机器人,所述冷却筛进料口连接自清式提升机出料端,自清式提升机进料端连接成品打包系统的上级工艺系统,冷却筛上方的出料口与除尘器连通,冷却筛下方的出料口连接有气动圆三通,气动圆三通的两个出口各与一个打散机连通,两打散机的出料口各连接一个成品仓,打散机出料口连接成品仓进料口,两成品仓的出料口各连接一个盘式喂料器,成品仓出料口连接盘式喂料器进料口,两盘式喂料器的出料口各连接一个缓冲斗,盘式喂料器出料口连接于缓冲斗上方,所述绞龙打包秤包括无斗绞龙包装秤和缝口输送组合机,两缓冲斗下方各连接一个无斗绞龙包装秤,缓冲斗下方与无斗绞龙包装秤上方连接,缝口输送组合机置于无斗绞龙包装秤下方,码垛机器人设置在缝口输送组合机的一侧,所述两成品仓进料口各连接一个螺旋输送机,成品仓进料口连接螺旋输送机出料端,螺旋输送机进料端连接成品打包系统的上级工艺系统。
4.优选的,所述成品仓容积优选10立方米。
5.优选的,所述成品仓上方进料口处设有成品仓上料位器,成品仓下方出料口处设有成品仓下料位器。
6.优选的,所述打散机为双轴、双转子的打散机,打散机内配置有筛网。
7.优选的,所述缓冲斗下方设有缓冲斗下料位器。
8.优选的,所述除尘器为刹克龙除尘器,除尘器排灰口处设有关风器。
9.优选的,所述绞龙打包秤旁安装有脉冲除尘器,对送料、包装过程中产生的粉尘进行吸除,脉冲除尘器上装有消音器,降低噪音。
10.本实用新型具有的有益效果为:冷却筛、打散机中的筛网使物料得到充分的清筛,双轴打散机可以处理结块粘连的物料,保证成品的质量;盘式喂料器防止成品仓放料结拱,
料位器感应控制供料放料,缓冲斗使放料速度得到控制,绞龙打包称使物料的装袋缝口以及运输更为方便快捷,码垛机器人进行码垛,提高了打包系统的自动化程度,节省了人力,使打包过程更为高效有序;同时刹克龙除尘器对冷却筛工作时产生的高温废气、大颗粒物料等进行除尘,脉冲除尘器吸除了送料打包过程中产生的粉尘,对环境卫生和工人的健康提供了保障;成品打包系统中各机械设备连接紧凑有序且工作稳定,为产品最终的合格性提供了保障。
附图说明
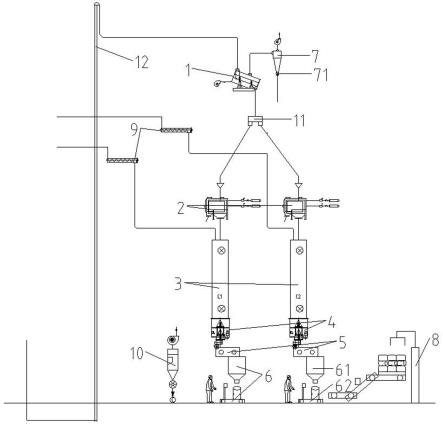
11.图1为一种乳化均衡油粉的成品打包系统的整体工艺流程示意图。
12.图中标号:1-冷却筛、2-打散机、3-成品仓、4-盘式喂料器、5-缓冲斗、6-绞龙打包称、61-无斗绞龙包装秤、62-缝口输送组合机、7-除尘器、71-关风器、8-码垛机器人、9-螺旋输送机、10-脉冲除尘器、11-气动圆三通、12-自清式提升机。
具体实施方式
13.为了使本实用新型的技术方案更为清楚明白,以下结合附图说明和实施例,对本实用新型作进一步的详细说明。
14.如图1所示,一种饲用乳化均衡油粉的成品打包系统,包括自清式提升机12、冷却筛1、打散机2、成品仓3、盘式喂料器4、缓冲斗5、绞龙包装秤6、除尘器7和码垛机器人8,所述冷却筛1进料口连接自清式提升机12出料端,自清式提升机12进料端连接成品打包系统的上级工艺系统,自清式提升机12将上级系统的物料送入冷却筛1中,冷却筛1对物料进行冷却筛分,冷却筛1上方的出料口与除尘器7连通,除尘器7对冷却筛分过程中产生的高温废气、大颗粒物料等进行除尘,保护环境,冷却筛1下方的出料口连接有气动圆三通11,气动圆三通11两个出口各与一个打散机2连通,打散机2对粘连结块的物料进行打散清筛,所述两打散机2的出料口各连接一个成品仓3,所述输出端与打散机2进料口连接,两成品仓3的出料口各连接一个盘式喂料器4,成品仓3出料口连接盘式喂料器4进料口,盘式喂料器4可避免成品仓3放料结拱,两盘式喂料器4出料口各连接一个缓冲斗5,盘式喂料器4出料口连接于缓冲斗5上方,缓冲斗5控制给料量和速度,绞龙打包秤6包括无斗绞龙包装秤61和缝口输送组合机62,两缓冲斗5下方各连接一个无斗绞龙包装秤61,缓冲斗5下方与无斗绞龙包装秤61上方连接,缝口输送组合机62置于无斗绞龙包装秤61下方,无斗绞龙包装秤61对物料进行称重装袋,缝口输送组合机62在人工辅助下将秤装好的物料进行缝口,并将物料成品输送至码垛机器人8处,码垛机器人8进行码垛摆放,所述两成品仓3进料口还各连接一个螺旋输送机9,成品仓3进料口与螺旋输送机9出料端连接,螺旋输送机9进料端连接上级工艺系统,上级工艺系统中的其它添加料可通过螺旋输送机9送入成品仓中。
15.需要说明的是,所述成品仓3容积优选10立方米,成品仓3不限于此容积,成品仓3上方进料口处设有成品仓上料位器,成品仓3下方出料口处设有成品仓下料位器,料位器可对物料位置进行感应,进而控制供料放料,所述打散机2为双轴、双转子的打散机,打散机2内配置有筛网,可将结块粘连的物料进行打散筛分,所述缓冲斗5下方设有缓冲斗下料位器,更好的控制放料的供给量和速度,防止进入无斗绞龙包装秤61的物料过多或过快,影响打包精确度,所述除尘器7为刹克龙除尘器,刹克龙除尘器满足除尘效率且成本低,除尘器7
排灰口处设有关风器71,防止除尘过程中物料粉尘等被气体带走,污染环境。
16.系统中还设置有脉冲除尘器10,所述脉冲除尘器10安装在绞龙打包秤6旁,可对送料打包过程中产生的粉尘等进行吸除,保障环境卫生和工人健康,脉冲除尘器10上装有消音器降低噪音。
17.本实施例所述的生产流程线可根据实际情况复制增设。
18.工作流程:物料通过自清式提升机,从成品打包系统的上一级工艺系统输送至冷却筛内,冷却筛对物料进行冷却筛分,大块物料和高温废气等输送到刹克龙除尘器内,刹克龙除尘器进行除尘,大块物料和粉尘等从除尘器排灰口排出,冷却筛将合格的物料通过气动圆三通输送到两个打散机内,打散机对粘连结块的物料进行打散,并对物料进一步清筛,然后将处理好的物料输送至成品仓内,成品仓上方进料口连接螺旋输送机,部分其它添加物料可从上级工艺系统中直接分配到螺旋输送机内,通过螺旋输送机将物料输送至成品仓内,成品仓上下两端分别设有成品仓上料位器和成品仓下料位器,可自动控制放料供料,成品仓出料口连接有盘式喂料器,防止物料结拱而无法放出,成品仓放料,经过盘形喂料器输送到缓冲斗内,缓冲斗对送料速度进行控制,适速的将物料送至无斗绞龙包装秤内,无斗绞龙包装秤夹好包装袋并往包装袋内装料,无斗绞龙包装秤感应物料装至合适量后停止装料,然后缝口输送组合机在人工辅助下对装好物料的包装袋进行封口,并通过传送带输送至码垛区域,码垛机器人对包装好的物料进行搬运摆放,完成成品的打包,绞龙打包秤旁设置有脉冲除尘器,对送料打包过程中产生的粉尘等进行吸除,保障环境卫生和工人健康。
19.本实用新型并不局限于上述实施例,对于本领域的普通技术人员,在不违背本实用新型精神和原则的基础上,对本实用新型的实施例做出得任何改动和变型,都在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1