一种说明书自动送料装置的制作方法
1.本实用新型涉及说明书包装的技术领域,尤其是指一种说明书自动送料装置。
背景技术:
2.目前,企业大多通过自动输送装置实现了多说明书的自动化输送,将说明书输送到指定的地方装盒。例如中国专利cn105800347a公开的一种片状物料出料装置,虽然实现了片状说明书的自动化运输,但是还存在许多弊端。由于纸的质量较轻,在自动化输送过程中可能会受外力或者输送过程不平稳等因素而导致说明书运输途中卡纸,说明书堆叠,使输送装置无法正常运输,从而给后续工序造成不便,降低生产效率。因此,为解决上述问题,本实用新型提供了一种说明书自动送料装置。
技术实现要素:
3.为此,本实用新型所要解决的技术问题在于克服现有技术中说明书输送过程中出现途中卡纸,说明书堆叠,使输送装置无法正常运输等问题。
4.为解决上述技术问题,本实用新型提供了一种说明书自动送料装置,包括第一输送装置,所述第一输送装置包括拨料件、底座、第一驱动装置、第二驱动装置,所述拨料件包括拨料主体以及与所述拨料主体相连的多个的拨料针,所述拨料针的延伸方向与所述拨料主体的长度方向不同,沿输送方向任意两个所述拨料针之间的距离大于所述说明书的长度,所述底座设有通孔,所述拨料针的直径小于所述通孔的直径,所述第一驱动装置一端与所述拨料主体连接,所述第一驱动装置另一端与所述第二驱动装置连接,当所述说明书到达所述第一输送装置的输入端时,所述第一驱动装置带动拨料件运动使所述拨料针穿过所述通孔使说明书卡持在两个拨料针之间,所述第二驱动装置带动所述拨料件沿输送方向运动,使说明书沿输送方向输出。
5.进一步的,所述第一输送装置还包括按压组件,所述按压组件包括压头、气缸连接部及按压气缸,所述按压气缸通过气缸连接部与所述压头相连,当按压气缸运动时,通过气缸连接部带动压头运动,所述压头对所述第一输送装置上的说明书进行弯折。
6.进一步的,还包括第二输送装置,所述第二输送装置包括托料吸盘、滑台气缸、电机、同步带及两条并列设置的轨道,所述托料吸盘设于所述滑台气缸上,所述滑台气缸与机架滑动连接,所述滑台气缸与同步带连接,所述两条轨道用于承托说明书两侧边的底部。
7.进一步的,沿说明书输送方向,所述第二输送装置设置在所述第一输送装置的前端,所述第二输送装置和所述第一输送装置连接处安装有用于防止说明书输送时翘起的导向组件。
8.进一步的,所述底座内部表面呈弧形曲面。
9.进一步的,所述第一输送装置的输出端安装有用于检测说明书是否到位的对射传感器。
10.进一步的,还包括夹爪机构,所述夹爪机构包括夹爪组件和夹爪输送组件,所述夹
爪组件和夹爪输送组件相连,所述夹爪输送组件带动所述夹爪组件沿水平方向运动。
11.进一步的,所述夹爪组件包括气动夹爪、弧形凸模、传感器及夹爪连接部,所述夹爪连接部一端与所述夹爪输送组件连接,所述夹爪连接部另一端与所述弧形凸模和气动夹爪连接,所述弧形凸模位于所述气动夹爪的两个抓夹之间。
12.本实用新型的上述技术方案相比现有技术具有以下优点:
13.1)本实用新型公开的说明书自动送料装置,本装置通过第一输送装置实现了对说明书送料的自动拨料,解决了明书输送过程中出现途中卡纸,说明书堆叠,使输送装置无法正常运输等问题,大大提高了说明书输送效率;
14.2)本实用新型公开的说明书自动送料装置,本装置设有压头和底座,当运输需要弯折的说明书时,压头可以对说明书实现弯折,底座内部的弧形曲面与弯折后的说明书贴合,保证说明书在运输过程中一直保持弯折弧度,防止折叠后的说明书翘起;
15.3)本实用新型公开的说明书自动送料装置,本装置设置的仿形抓手可以完美贴合弯折后的说明书,不会破坏弯折后的说明书就能将说明书放置到位。
附图说明
16.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中,
17.图1是本实用新型一种说明书自动送料装置第一输送装置结构示意图;
18.图2是本实用新型一种说明书自动送料装置的底座结构示意图
19.图3是本实用新型一种说明书自动送料装置拨料组件机构示意图;
20.图4是本实用新型一种说明书自动送料装置按压组件结构示意图;
21.图5是本实用新型一种说明书自动送料装置第二输送装置结构示意图;
22.图6是本实用新型一种说明书自动送料装置夹爪机构结构示意图;
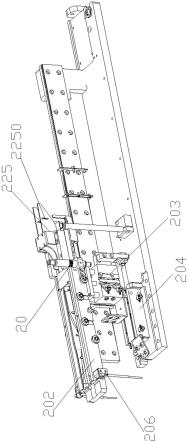
23.图7是本实用新型一种说明书自动送料装置整体结构示意图。
24.说明书附图标记说明:
25.1、机架;10、下底板;11、导轨;
26.2、输送机构;20、第一输送装置;201、拨料件;2010、拨料主体;2011、拨料针;202、底座;2020、通孔;203、第一驱动装置;204、第二驱动装置;205、连接件;206、对射传感器;21、按压组件;210、压头;211、气缸连接部;213、按压气缸;22、第二输送装置;220、托料吸盘;221、滑台气缸;222、第一电机;223、第一同步带;224、轨道;225、导向组件;2250、导向板;
27.3、夹爪机构;30、夹爪组件;301、气动夹爪;302、弧形凸模;303、传感器;304、夹爪连接部;31、夹爪输送组件;311、第二电机;312、第二同步带;313、上底板;314、滑轨;315、滑台;316、连接板。
具体实施方式
28.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。
29.应该指出,以下详细说明都是例示性的,旨在对本技术提供作为进一步改进说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人
员通常理解的相同含义。需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。在本公开中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本公开各部件或元件结构关系而确定的关系词,并非特指本公开中任一部件或元件,不能理解为对本公开的限制。本公开中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本公开中的具体含义,不能理解为对本公开的限制。
30.以下为用于说明本实用新型的一较佳实施例,但不用来限制本实用新型的范围。
31.参照图1所示,一种说明书自动送料装置,包括第一输送装置,所述第一输送装置20包括拨料件201、底座202、第一驱动装置203、第二驱动装置204及连接件205,所述拨料件201包括拨料主2010以及与所述拨料主体2010相连的多个的拨料针2011,所述拨料针2011的延伸方向与所述拨料主体2010的长度方向不同,沿输送方向任意两个所述拨料针2011之间的距离大于所述说明书的长度,所述底座202设有通孔2020,所述拨料针2011的直径小于所述通孔2020的直径,所述第一驱动装置203一端与所述拨料主体2010连接,所述第一驱动装置203另一端通过所述连接件205与所述第二驱动装置204连接,当所述说明书到达所述第一输送装置20的输入端时,所述第一驱动装置203带动拨料件201运动使所述拨料针2011穿过所述通孔2020,所述第二驱动装置204带动所述拨料件201沿输送方向运动,使说明书沿输送方向输出。
32.具体的,所述拨料主体2010为一空槽,所述拨料主体2010上并排设置多个拨料针2011,设置的多个拨料针2011可同时对多个说明书进行拨料;
33.还包括机架1,所述机架1包括下底板10,架立在下底板10一侧的导轨11,所述第一驱动装置203设置在所述下底板10上,所述第二驱动装置204设于下底板10上,所述第一驱动装置203通过滑台315滑接于所述导轨11上,当第一驱动装置203工作时,带动拨料件201沿竖直方向运动,带动拨料针2011伸入底座202的通孔2020内,说明书卡于两拨料针2011的间距中,第二驱动装置204开始工作,第二驱动装置204通过连接件205带动拨料件201沿水平方向运动,带动拨料针2011将说明书向前推动,本装置通过拨料针2011实现了对说明书的自动拨料,大大提高了说明书的输送效率。
34.本实施例中优选的实施方式,所述第一输送装置20还包括按压组件21,所述按压组件21包括压头210、气缸连接部211及按压气缸213,所述按压气缸213通过气缸连接部211与所述压头210相连,当按压气缸213运动时,通过气缸连接部211带动压头210运动,所述压头210对所述第一输送装置20上的说明书进行弯折。
35.具体的,按压气缸213运动,通过气缸连接部211带动压头210运动,压头210向下运动对第一输送装置20上的说明书进行弯折,使弯折后的说明书可以贴合说明书收纳盒。
36.本实施例中优选的实施方式,还包括第二输送装置22,所述第二输送装置22包括托料吸盘220、滑台气缸221、第一电机222、第一同步带223及两条并列设置的轨道224,所述
托料吸盘220设于所述滑台315气缸221上,所述滑台315气缸221侧面与机架1滑动连接,所述滑台315气缸221底部与第一同步带223连接,所述两条轨道224用于承托说明书两侧边的底部。
37.具体的,所述第二输送装置22设于下底板10上,所述滑台315气缸221滑接在所述导轨上,所述两条轨道224架设在所述下底板10上,所述第一电机222带动第一同步带223工作,进一步带动滑台气缸221在导轨11上沿输送方向运动,托料吸盘220带动说明书在两条所述轨道224上沿输送方向运动,两条并列设置的轨道224保证说明书输送平稳,不会发生倾斜。
38.本实施例中优选的实施方式,沿说明书输送方向所述第二输送装置22设置在所述第一输送装置20的前端,所述第二输送装置22和所述第一输送装置20连接处安装有用于防止说明书输送时翘起的导向组件225。
39.具体的,所述第二输送装置22为说明书入料段,所述第一输送装置20为说明书出料端,所述导向组件225包括两块并列设置的导向板2250,所述两导向板2250之间的距离沿说明书输送方向逐渐递减至与第一输送装置20的输入端直径一致。
40.本实施例中优选的实施方式,所述底座202内部表面呈弧形曲面。
41.具体的,底座202内部的弧形曲面与弯折后的说明书贴合,保证说明书在运输过程中一直保持弯折弧度。
42.本实施例中优选的实施方式,所述第一输送装置20的输出端安装有用于检测说明书是否到位的对射传感器206。
43.具体的,第一输送装置20输出端设置的对射传感器206,可快速检测说明书是否输出到位,进行下一步工作。
44.本实施例中优选的实施方式,还包括夹爪机构3,所述夹爪机构3包括夹爪组件30和夹爪输送组件31,所述夹爪组件30和夹爪输送组件31相连,所述夹爪输送组件31带动所述夹爪组件30沿水平方向运动。
45.具体的,所述夹爪输送组件31包括第二电机311、第二同步带312、上底板313、滑轨314、滑台315及连接板316,所述上底板313顶部设有第二电机311和第二同步带312,所述滑轨314设于所述上底板313底部,所述连接板316一端与所述第二同步带312连接,所述连接板316另一端与所述夹爪组件30连接,所述第二电机311工作带动第二同步带312,第二同步带312通过连接板带动夹爪组件30运动,所述夹爪输送装置通过滑台315在滑轨314上沿输送方向运动。
46.本实施例中优选的实施方式,所述夹爪组件30包括气动夹爪301、弧形凸模302、传感器303及夹爪连接部304,所述夹爪连接部304一端与所述夹爪输送组件31连接,所述夹爪连接部304另一端与所述弧形凸模302和气动夹爪301连接,所述弧形凸模302位于所述气动夹爪301的两个抓夹之间。
47.具体的,抓夹夹取说明书时,说明书没有支撑导致夹取后说明书的弧形曲面变形,所述弧形凸模302可以保证明书保持弧形曲面。
48.本实用新型所述的一种说明书自动送料装置的工作过程:
49.首先,托料吸盘220支撑说明书底部,说明书两侧边搭在两导轨上,第二输送装置22开始工作,第一电机222工作带动第一同步带223运动,第一同步带223进一步带动滑台气
缸221在机架1的导轨11上运动,托料吸盘220带动说明书在轨道224上运动,将说明书送至第一输送装置20;说明书先通过导向组件225,导向组件225将边角翘起的说明书压平,压平后的说明书输送到底座202的输入端;
50.按压组件21工作:按压气缸213工作,带动压头210向下运动,压头210对平放的说明书进行下压,形成贴合弧形槽的弧度,完成说明书下压后,压头210伸回,说明书完成弯折;
51.第一驱动装置203工作,带动拨料件201沿竖直方向运动,带动拨料针2011伸入底座202的通孔2020内,说明书卡于两拨料针2011的间距中,第二驱动装置204开始工作,第二驱动装置204通过连接件205带动拨料件201沿水平方向运动,带动拨料针2011将说明书向前推动,重复上述工作,直至拨料件201依次将说明书向前推至底座202输出端;
52.底座202末端对射传感器206检测说明书到位后,夹爪机构3开始工作,夹爪输送组件31带动夹爪组件30运动到底座202末端,气动夹爪301张开,气动夹爪301上方传感检测气动爪夹移动到位后,弯折后说明书与弧形凸模302贴合,气动夹爪301并拢,夹爪输送组件31带动气动夹爪301将说明书向前输送,将说明书放置到说明书收纳盒内。
53.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1