一种平面度检测机上下料机构的制作方法
1.本实用新型涉及背光源壳体生产领域,特别是一种平面度检测机上下料机构。
背景技术:
2.在背光源壳体的生产过程中,壳体的平面度很大程度关系到整个背光源的质量,因此,对壳体的平面度进行检测非常有必要。
3.现有的设备中,对壳体进行平面度检测时,普遍采用人工或半自动的方式进行上下料,存在上下料下料低下、人工成本高、劳动强大等缺点,不仅严重影响生产效率及生产效益,且存在安全隐患。
4.有鉴于此,本实用新型的目的在于提供一种新的技术方案以解决现存的技术缺陷。
技术实现要素:
5.为了克服现有技术的不足,本实用新型提供一种平面度检测机上下料机构,解决了现有技术中上下料效率低下、人工成本高、劳动强度大、存在安全隐患等技术缺陷。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种平面度检测机上下料机构,包括上下料机构支架及固定安装在上下料机构支架上的上料直线移动模组、下料直线移动模组,所述上料直线移动模组的输出端设置有平面度检测上料升降气缸,所述平面度检测上料升降气缸的输出端设置有上料吸嘴安装板,所述上料吸嘴安装板上设置有若干上料吸嘴,所述下料直线移动模组的输出端设置有平面度检测下料升降气缸,所述平面度检测下料升降气缸的输出端设置有下料吸嘴安装板,所述下料吸嘴安装板上设置有若干下料吸嘴。
8.作为上述技术方案的改进,所述上下料机构支架为一l形支架,其包括相互垂直的第一固定杆及第二固定杆,所述上料直线移动模组、下料直线移动模组分别固定安装在所述第一固定杆及第二固定杆上,所述上料直线移动模组的移动方向与下料直线移动模组的移动方向相互垂直。
9.作为上述技术方案的进一步改进,所述上下料机构支架上设置有上料移动模组安装板及下料移动模组安装板,所述上料直线移动模组及下料直线移动模组分别固定安装在所述上料移动模组安装板及下料移动模组安装板上。
10.作为上述技术方案的进一步改进,所述上料直线移动模组的输出端设置有上料移动安装板,所述平面度检测上料升降气缸固定安装在所述上料移动安装板上;
11.所述下料直线移动模组的输出端设置有下料移动安装板,所述平面度检测下料升降气缸固定安装在所述下料移动安装板上。
12.作为上述技术方案的进一步改进,所述上料吸嘴安装板上设置有用于调节上料吸嘴的位置的长条形通槽,所述下料吸嘴安装板上设置有用于调节下料吸嘴的位置的长条形通槽。
13.作为上述技术方案的进一步改进,所述上料直线移动模组包括上料直线模组框架及设置在所述上料直线模组框架上的上料模组电机、上料模组导轨、上料模组丝杆螺母副,所述上料模组导轨上设置有上料模组滑座,所述上料模组电机的输出端连接到上料模组丝杆螺母副的丝杆一端,所述上料模组丝杆螺母副的螺母与上料模组滑座固定连接,所述平面度检测上料升降气缸直接或间接地安装在上料模组滑座上,所述上料模组电机可驱动上料模组滑座在上料模组导轨上滑动并同步驱动平面度检测上料升降气缸直线移动。
14.作为上述技术方案的进一步改进,所述下料直线移动模组包括下料直线模组框架及设置在所述下料直线模组框架上的下料模组电机、下料模组导轨、下料模组丝杆螺母副,所述下料模组导轨上设置有下料模组滑座,所述下料模组电机的输出端连接到下料模组丝杆螺母副的丝杆一端,所述下料模组丝杆螺母副的螺母与下料模组滑座固定连接,所述平面度检测下料升降气缸直接或间接地安装在下料模组滑座上,所述下料模组电机可驱动下料模组滑座在下料模组导轨上滑动并同步驱动平面度检测下料升降气缸直线移动。
15.本实用新型的有益效果是:本实用新型提供了一种平面度检测机上下料机构,该种平面度检测机上下料机构通过上料直线移动模组、平面度检测上料升降气缸及上料吸嘴实现自动化上料,通过下料直线移动模组、平面度检测下料升降气缸及下料吸嘴实现自动下料,整个上下料过程实现自动化,具有上下料效率高的优点,能有降低劳动强度及人工成本,进一步可提升生产效率,安全性也更高。
16.综上,该种平面度检测机上下料机构解决了现有技术中上下料效率低下、人工成本高、劳动强度大、存在安全隐患等技术缺陷。
附图说明
17.下面结合附图和实施例对本实用新型进一步说明。
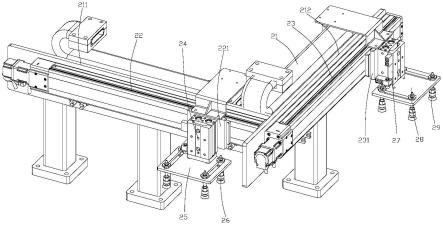
18.图1是本实用新型的装配示意图。
具体实施方式
19.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本实用新型创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合,参照图1。
20.一种平面度检测机上下料机构,包括上下料机构支架21及固定安装在上下料机构支架21上的上料直线移动模组22、下料直线移动模组23,所述上料直线移动模组22的输出端设置有平面度检测上料升降气缸24,所述平面度检测上料升降气缸24的输出端设置有上料吸嘴安装板25,所述上料吸嘴安装板25上设置有若干上料吸嘴26,所述下料直线移动模组23的输出端设置有平面度检测下料升降气缸27,所述平面度检测下料升降气缸27的输出端设置有下料吸嘴安装板28,所述下料吸嘴安装板28上设置有若干下料吸嘴29。所述上料直线移动模组22包括上料直线模组框架及设置在所述上料直线模组框架上的上料模组电
机、上料模组导轨、上料模组丝杆螺母副,所述上料模组导轨上设置有上料模组滑座,所述上料模组电机的输出端连接到上料模组丝杆螺母副的丝杆一端,所述上料模组丝杆螺母副的螺母与上料模组滑座固定连接,所述平面度检测上料升降气缸24直接或间接地安装在上料模组滑座上,所述上料模组电机可驱动上料模组滑座在上料模组导轨上滑动并同步驱动平面度检测上料升降气缸24直线移动;所述下料直线移动模组23包括下料直线模组框架及设置在所述下料直线模组框架上的下料模组电机、下料模组导轨、下料模组丝杆螺母副,所述下料模组导轨上设置有下料模组滑座,所述下料模组电机的输出端连接到下料模组丝杆螺母副的丝杆一端,所述下料模组丝杆螺母副的螺母与下料模组滑座固定连接,所述平面度检测下料升降气缸27直接或间接地安装在下料模组滑座上,所述下料模组电机可驱动下料模组滑座在下料模组导轨上滑动并同步驱动平面度检测下料升降气缸27直线移动。
21.优选地,本实施例中,所述上下料机构支架21为一l形支架,其包括相互垂直的第一固定杆及第二固定杆,所述上料直线移动模组22、下料直线移动模组23分别固定安装在所述第一固定杆及第二固定杆上,所述上料直线移动模组22的移动方向与下料直线移动模组23的移动方向相互垂直;所述上下料机构支架21上设置有上料移动模组安装板211及下料移动模组安装板212,所述上料直线移动模组22及下料直线移动模组23分别固定安装在所述上料移动模组安装板211及下料移动模组安装板212上;所述上料直线移动模组22的输出端设置有上料移动安装板221,所述平面度检测上料升降气缸24固定安装在所述上料移动安装板221上;所述下料直线移动模组23的输出端设置有下料移动安装板231,所述平面度检测下料升降气缸27固定安装在所述下料移动安装板231上;所述上料吸嘴安装板25上设置有用于调节上料吸嘴26的位置的长条形通槽,所述下料吸嘴安装板28上设置有用于调节下料吸嘴29的位置的长条形通槽。
22.具体实施本实用新型时,当工件需要进行平面度检测上料时,所述上料直线移动模组22驱动平面度检测上料升降气缸24及上料吸嘴26移动并将工件吸取到检测工位,检测完成后,通过下料直线移动模组23驱动平面度检测下料升降气缸27及下料吸嘴29移动到合适位置并将完成检测的工件送出检测位置,完成下料。整个上下料过程实现自动化,具有上下料效率高的优点,可降低人工成本,减少人工参与的过程,提升安全性。
23.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1