一种闭环控制张力成型输送带机的制作方法
1.本实用新型属于输送带技术领域,涉及一种用于输送带压延生产线的闭环控制恒张力成型输送带机。
背景技术:
2.输送带是用于皮带输送带中起承载和运送物料作用的橡胶与纤维、金属复合制品。输送带广泛应用于农业、煤炭、矿山、冶金、建筑和交通等领域。输送带种类繁多,按骨架材料可分为织物芯输送带、钢丝绳芯输送带、整体带芯阻燃输送带。织物芯输送带即分层输送带,分层输送带是由3~6层贴胶帆布粘结在一起,并覆有各种性能上、下盖胶经硫化而制成。分层输送带成型目前多在专用的成型机上完成,成型机至少设有三个工位物料导布机、多组贴合装置,需将三个布卷同时放置在成型机上,成型多次引布、倒车贴合操作,在一定程度上影响输送带全厚度拉绳强度的稳定性。而且成型机上缺少张力检测闭环控制单元,依靠人工经验控制张力,导致各个导布机导出胶布张力不同,导致成型时各层张力不均匀,影响分层输送带整体拉伸性能的稳定性,层芯在使用过程中容易出现分层现象,降低使用寿命。分层输送带多层胶布层间附着力就成为多层一次贴合的关键技术。为提高层间附着力,解决分层输送带全厚度拉伸强度不稳定的问题,摒弃老式成型机成型分层带传统的理念,采用在压延生产线上在线成型分层输送带新式工艺方法。基于此,本实用新型提出一种在压延线上闭环控制恒张力成型输送带机,是输送带市场发展的必然趋势。
技术实现要素:
3.为了解决上述问题,本实用新型设计一种输送带压延生产线上用的闭环控制恒张力成型输送带机。本实用新型通过测力传感器检测并参与控制胶布张力,可以实现闭环控制恒张力成型输送带;导开装置设有离合器,采用离合器切换,实现胶布导出和收卷作用;采用两个工位导开装置,同时放置两卷胶布,并设有两组贴合装置,可以完成多层胶布贴合成型;采用自动定中纠偏,保证多层胶布贴合成型的分层输送带边部齐整。
4.本实用新型的技术方案为:
5.一种闭环控制张力成型输送带机,包括1#测力传感器1、2#测力传感器2、3#测力传感器3、自动定中纠偏机构4、1#导开装置5、2#导开装置6、1#贴合装置7和2#贴合装置8。
6.所述1#贴合装置7和2#贴合装置8对称设置于压延机下方,二者两侧分别设有1#导开装置5和2#导开装置6。
7.所述1#导开装置5和2#导开装置6工作方式始终相反,一个用作收卷胶布,另一个用作导出胶布。两导开装置采用气动制动器控制胶布导出张力,通过离合器切换实现导出和收卷作用,实现胶布层合功能。具体结构形式如下:1#导开装置5和2#导开装置6的芯轴一侧均依次连接气动安全夹头ⅱ13、离合器ⅱ14、减速机ⅱ15、电液制动器16和电机17;芯轴另一侧均依次连接气动安全夹头ⅰ12、离合器ⅰ11、减速机ⅰ10和气动制动器9。当用作收卷工作时,电机17侧离合器吸合,气动制动器9侧离合器脱离;当用作导开工作时,气动制动器9
侧离合器吸合,电机17侧离合器脱离。根据工艺需求,调整导开装置的气动制动器气路系统比例阀,实现成型分层输送带恒张力闭环控制。
8.所述1#测力传感器1设置于压延机处,用于测量压延机当前生产的新胶布张力;所述2#测力传感器2和3#测力传感器3分别设置于1#导开装置5和2#导开装置6处,用于测量两个工位导出胶布张力。
9.所述自动定中纠偏机构4包括控制器、1#传感器18、2#传感器19、3#传感器20、1#执行机构21和2#执行机构22。其中,1#传感器18位于压延机处,用于检测压延机生产的上层新胶布边缘位置;2#传感器19位于1#导开装置5处,用于检测参与控制1#导开装置胶布边缘位置;3#传感器20位于2#导开装置6处,用于检测参与控制2#导开装置胶布边缘位置。当胶布宽度发生变化时,自动定中纠偏机构4的传感器将自动寻到胶布边部进行检查,并将信号发至控制器,控制器根据边缘位置信号驱动设置于1#导开装置5下方的1#执行机构21及设置于2#导开装置6下方的2#执行机构22运动,从而推动两导开装置的移动底座左右移动,纠正胶布中心偏差,保证贴合前上下层胶布定中。
10.本实用新型的有益效果:本实用新型可以替代传统成型机,实现在线恒张力成型分层带芯的闭环控制,提高多层胶布层间附着力,解决了分层输送带各层的平整度、张力和抗拉强度均匀性问题;同时,提高了生产效率,减小劳动强度,使胶带生产线自动化水平越来越高。
附图说明
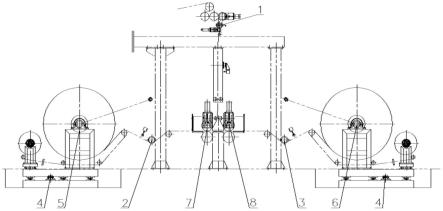
11.图1为闭环控制张力成型输送带机的结构示意图。
12.图2为导开装置的结构示意图。
13.图3为闭环控制张力成型输送带机的电气控制方式,其中(a)为导开张力闭环控制,(b)为卷取张力闭环控制。
14.图4为自动定中纠偏控制方式示意图。
15.图中:1-1#测力传感器;2-2#测力传感器,3-3#测力传感器;4-自动定中纠偏机构;5-1#导开装置;6-2#导开装置;7-1#贴合装置;8-2#贴合装置;9-气动制动器;10-减速机ⅰ;11-离合器ⅰ;12-气动安全夹头ⅰ;13-气动安全夹头ⅱ;14-离合器ⅱ;15-减速机ⅱ;16-电液制动器;17-电机;18-1#传感器;19-2#传感器;20-3#传感器;21-1#执行机构;22-2#执行机构。
具体实施方式
16.以下结合实施例和附图进一步解释本实用新型的具体实施方式,但不用于限定本实用新型。
17.如图1所示,一种闭环控制张力成型输送带机,包括1#测力传感器1、2#测力传感器2、3#测力传感器3、自动定中纠偏机构4、1#导开装置5、2#导开装置6、1#贴合装置7和2#贴合装置8。
18.在胶布层贴过程中,1#导开装置5和2#导开装置6工作方式始终相反,一个用作收卷胶布,另一个用作导出胶布。所述1#导开装置5和2#导开装置6,由于具备收卷和导开双作用,其芯轴一侧通过离合器与电机17相连,另一侧通过离合器与气动制动器9相连。层贴时,
用作收卷工作时,电机17侧离合器吸合,气动制动器9侧离合器脱离。用作导开工作时,气动制动器9侧离合器吸合,电机17侧离合器脱离。
19.所述1#贴合装置7和2#贴合装置8用于将压延生产的新胶布和导开装置导出的胶布进行压合层贴,反复层合时两套交替使用。三套测力传感器分别测量三处胶布的张力:1#测力传感器1用于测量压延机当前生产的新胶布张力,2#测力传感器2和3#测力传感器3分别用于测量1#导开装置5和2#导开装置6的胶布张力。由于层贴技术是在恒张力中心卷取的基础上实施的,所以收卷提供的张力是恒定的,1#导开装置5用作导开工作,导出胶布与后牵引输送过来的新胶布经1#贴合装置7压合后,在2#导开装置6进行收卷。此时收卷的张力是由导出的胶布和后牵引输送过来的新胶布二者共同承担。导出胶布张力由气动制动器控制,张力的大小通过测力传感器进行显示;新胶布的张力是收卷张力减去导开张力余下的。层贴成型输送带,工艺要求层贴的两处胶布张力需与层数有对应关系,调节导开处测力传感器,改变导开张力,使显示的导出胶布张力和新胶布张力满足对应关系。比如现在层贴第四层胶布,2#测力传感器2是导开位,3#测力传感器3是卷取位,那就是后牵引处新胶布是一层,导开出来胶布的是3层,要求调节1#测力传感器1和2#测力传感器2的张力比值是1:3。
20.上述一种闭环控制张力成型输送带机,能够实现层间恒张力层合的闭环控制,实现配方管理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1