用于制造分装胶囊的方法和分装胶囊与流程
用于制造分装胶囊的方法和分装胶囊
1.本发明涉及由存在于胶囊中的提取材料诸如磨碎的咖啡制备饮料等。本发明特别涉及一种用于制造填充有提取材料的胶囊的方法以及通过所述方法制造的胶囊。
2.用于由存在于分装包装中的提取材料制备饮料的提取装置例如被称为咖啡机、浓缩咖啡机或茶机,并且继续享有日益增加的普及性。例如,在许多相应的系统中,分装包装被实施为胶囊,其中提取材料以气密方式被封装。为了提取,胶囊在彼此相对的两侧被刺穿。冲调液体—一般是热水—被引入第一侧。冲调的产品在第二侧从胶囊中被排出。根据要制备的饮料和系统,胶囊内部必须存在相当大的压力。代替其中分装胶囊被刺穿的系统,还存在具有已经设置有穿孔的胶囊的系统,所述穿孔被保护膜覆盖,例如,所述膜在冲调过程之前被去除或溶解。
3.铝和塑料如聚丙烯已经特别被认为是胶囊材料。铝胶囊给提取材料带来非常好的稳定性(风味保护),但其制造非常耗能。聚丙烯胶囊在能量需求和处置方面具有优势,但对刺穿机制和风味保护的要求增加了。铝和塑料作为胶囊材料都被批判,前者是由于制造中的高能耗,而后者特别是由于浪费的问题。
4.从wo 2010/118543已知一种咖啡分装胶囊,其包括由塑料制成的大致立方体形状,并且与已知的杯形胶囊相比,在一个(顶部)盖表面的平面上不包括凸缘。这种周向凸缘对于根据现有技术的胶囊系统是必需的,这是由于借助于用作盖的膜密封胶囊以及其他原因。当借助于超声波焊接进行密封时,凸缘对于容纳能量导向器是必需的。如果胶囊是借助于热密封来密封的,那么凸缘是必需的,以便盖在足够大的区域上接触。与此相反,根据wo 2010/118543使用圆顶盖,并且例如借助于超声波切割和焊接进行密封。因此,根据wo 2010/118543的教导制造的胶囊,与其(“立方体”)形状无关,具有仅在由盖表面限定的平面之间形成最小的凸缘的周向焊接脊,然而,与已知胶囊的凸缘相比,该周向焊接脊的外延和侧向突起显著减小。
5.所谓的生物塑料也已经被讨论作为胶囊材料。由可再生资源制造的塑料被称为此类(所谓的生物基塑料)。生物塑料也是能够生物降解的塑料(所谓的可生物降解塑料)。提议用于制造分装胶囊的塑料是可生物降解的,并且部分包含一部分生物基塑料。
6.在本文中,“可生物降解”是指根据en13432(版本:2019年底)标准可生物降解,“生物基”是指“由可再生资源制成,而不是石化基”。
7.可获得的生物塑料,特别是可生物降解塑料,具有以下性质:所述塑料在相对低的温度下软化,因此在低温下已经具有一定的流动性(低玻璃化转变温度),但是所述塑料在变得完全可流动之前必须被加热到相对高的温度(也就是说,熔点,如果定义的话,不是特别低)。这给焊接带来了特别的挑战,因为转变为非常可流动的状态(高于熔点,如果定义的话)是可靠焊接的先决条件,因此材料基本上可流动的时间跨度大于传统塑料。
8.因此,为了制造胶囊,对于不具有密封膜作为盖,而是具有有三维尺寸形状的塑料主体作为盖的胶囊,例如,特别是对于具有wo 2010/118543或例如wo 2015/096990中描述的形状的胶囊的情况,产生了特别的挑战。
9.本发明的目的是改善用于制造胶囊,例如在wo 2010/118543中描述的类型的胶囊
的方法,以便当使用具有低玻璃化转变温度的塑料,特别是可生物降解的和/或生物基的塑料时能够更简单地制造,并且能够可靠地密封胶囊。
10.根据本发明的一个方面,用于制造胶囊的方法包括以下步骤:
[0011]-提供具有基底区域、周向侧壁和与周向侧壁相邻的周向基体凸缘的塑料基体;
[0012]-提供用于密封胶囊的塑料盖,即用于与基体一起形成封闭的胶囊的塑料盖;
[0013]-用提取材料填充基体;
[0014]-将盖置于基体上,使得盖的紧固部分接触基体凸缘;
[0015]-借助于超声波焊接将盖凸缘紧固至基体凸缘;
[0016]-其中,当附接盖凸缘时,紧固部分的内表面与基体凸缘的凸缘表面区域接触,并且在其上施加有机械振动并具有能量导向器的超声波焊极压靠紧固部分的外表面或凸缘的外表面,使得盖的塑料材料和基体凸缘的塑料材料由于机械振动的作用在外表面处开始液化。
[0017]
当紧固盖凸缘时,紧固部分的内表面与基体凸缘的凸缘表面区域接触,这特别意味着这种接触发生在施加或开始能量输入的时间点。对于根据现有技术的程序,在任何时间点都不会发生区域接触:在根据现有技术的超声波焊接过程开始时,没有区域接触,而是仅沿着由能量导向器限定的边缘接触(线接触),并且在最后,元件被彼此焊接,因此也不会发生区域接触。
[0018]
所述程序的效果是熔体首先在外表面、在能量导向器和塑料材料之间的接触点处形成,因此基本上从背面形成。也就是说,液化在外表面(“背面”)处开始;液化首先发生在外表面。外表面处的材料特别是在某个时间点变成液体,而区域接触位置的材料仍然是固体。
[0019]
由于超声波焊极的持续压力和持续的机械振动,能量导向器随后被压入塑料材料中。液化特别地准穿过紧固部分或基体凸缘的材料。仅作为其结果,在基体凸缘和紧固部分之间的边界处形成熔体,例如,由于熔体通过盖或凸缘的材料从外侧渗透到另一内表面。这与现有技术相反,根据现有技术,基体或盖本身包括能量导向器,因此线接触一般在基体和盖之间的开始处产生,其中塑料的熔化在能量导向器和接触线处开始。
[0020]
焊接发生在该过程开始时盖与凸缘表面区域接触的地方,即在区域接触的位置,特别是在围绕线的区域,线的位置由超声波焊极的能量导向器限定,即,该线为距由能量导向器形成的边缘最小距离的线。与其中基体凸缘包括卷边或类似物,密封膜被压入卷边或类似物以密封胶囊的实施方案相反,基体凸缘的材料和紧固部分的材料的熔化特别是沿着彼此平行接触的平坦表面发生。
[0021]
已经令人惊讶地发现,具有从背面形成熔体的明显效率较低的程序为塑料例如诸如生物塑料产生了最佳结果,在相对低的温度下已经变得略微可流动。对于在这种材料的塑料上使用能量导向器的常规程序,产生的焊接经常是不充分的。对此的一种可能解释是,能量导向器在塑料在低温软化的焊接过程中的早期时间点失效,因为所述材料太软,因此能量吸收不充分。位于更靠近内部的能量导向器也可能在塑料上形成弱点,因为材料在那里严重变形并熔化。
[0022]
特别地,可以设置成,能量输入从盖侧发生,也就是说,当紧固盖凸缘时,超声波焊极压靠紧固部分,而基体支撑在工具(砧座)中。然后,盖的塑料材料首先在外表面处液化,
直到熔体也在基体凸缘的边界表面处形成,例如,由于所述熔体从外表面渗透到所述点,并且凸缘的材料也由于传热而液化。与相反的布置(来自基体侧,即从下方的超声波的作用)相比,所述布置经常是有利的,特别是因为基体被填充,并且必须确保当超声波直接作用在基体上时填充不被干扰。从下方作用的超声波在实践中也可能导致实施问题,因为出于稳定性的原因不可能容易地相应地确定超声波焊极的尺寸。
[0023]
超声波焊极上的能量导向器如用于待焊接塑料部件的能量导向器可以具有例如具有v形轮廓的肋的形状。这种肋可以平行于凸缘的路线周向设置。也可以设想多个,例如两个彼此平行的肋。其他形状的能量导向器也是可以设想的,例如以单个、山状突起等的周向排列的形式。
[0024]
基体凸缘的相互接触的表面部分和盖的紧固部分特别是可以相互平行,从而形成区域接触。所述表面部分特别没有能量导向器或其他突起或凹槽。
[0025]
在实施方案中,由基体的凸缘和焊接至其上的紧固部分产生的公共凸缘的外部部分在焊接之后被切除,例如借助于冲压被切除。在一组具体实施方案中,这样做是因为能量导向器在焊接期间作用于其上的区域—即,焊接的准核心区域—也被切除。换言之,切除发生在能量导向器位置的径向内侧,即更靠近由周向侧壁限定的区域。
[0026]
盖的塑料材料与基体的塑料材料可以相同。然而,盖也可以由具有不同组成但能够焊接至基体塑料的塑料制成。
[0027]
盖的塑料材料和/或杯的塑料材料特别可以是生物塑料。所述材料特别可以是可生物降解塑料。另外或供选择地,塑料材料可以至少部分地包括生物基塑料。
[0028]
根据第二方面,相应地提供一种填充有用于制造冲调产品的提取材料的分装胶囊,所述分装胶囊包括:
[0029]-由可生物降解塑料制成的基体,其具有基底区域和周向侧壁;
[0030]-提取材料或提取物填充物,特别是磨碎的咖啡豆填充物;和
[0031]-由可生物降解塑料制成并附接至基体的盖,所述基体也由该可生物降解塑料制成;
[0032]-其中盖被焊接至基体,特别是沿着周向凸缘被焊接至基体。
[0033]
第二方面是基于这样的认识,即与先前的观点相反,具有盖的胶囊也可以使用生物塑料制造并且特别是密封,所述盖不仅仅是密封膜,而是三维的刚性体。特别可以通过根据第一方面的方法进行紧固。
[0034]
根据第二方面的这种胶囊特别可以如上文针对第一方面所述来实施和制造。
[0035]
所述胶囊-对于所有实施方案,包括第一方面的实施方案-可以被特别地实施,使得基体和盖一起完全封装提取材料,而没有例如由膜等覆盖的任何开口。所述胶囊特别可以以不透氧的方式气密密封,例如通过包括合适的扩散屏障以不透氧的方式气密密封。所述胶囊特别可以具有本文所述形状的矩形横截面。特别地,如本文中所描述的,盖可以与简单的膜或板不同地实施为三维物体,并且可以形成例如向外的圆顶。
[0036]
基体和/或盖—也适用于所有方面,一般如以下—可以通过注射成型或热成型来制造。在实施方案中,该材料可以是商业上一般的生物塑料,例如basf的ecovio,一种可生物降解的聚酯(聚己二酸-对苯二甲酸丁二醇酯)和聚交酯的复合物。
[0037]
除了生物塑料之外,基体和盖特别可以包括扩散阻挡层,由此即使没有外包装,胶
囊也是不透香气的。扩散阻挡层的实例是pvoh(聚乙烯醇)。
[0038]
在实施方案中,基体和/或盖可以例如作为使用生物塑料(例如ecovio)/pvoh/生物塑料的多层系统存在,其中pvoh形成扩散阻挡层。特别是对于深拉层系统,所谓的连接层,即粘合层,也可以存在于pvoh层和生物塑料之间,使得该结构然后可以是生物塑料/连接/pvoh/连接/生物塑料。可生物降解的连接层例如天然蜡形式的可生物降解的连接层已经为人所知并且是可商购的。
[0039]
在实施方案中,盖的特征在于,所述盖在焊接期间从形成紧固部分的周向盖凸缘在内部径向地形成向外的圆顶,其中周向盖凸缘的尺寸与基体凸缘相匹配。因此,根据本实施方案的盖与平面盖元件例如膜或板状元件不同。
[0040]
一般而言,盖可以不同于简单的膜,并且可以是三维成型的,特别是刚性体。
[0041]
在这种实施方案中,盖的形状可以从外到内包括盖凸缘、弯曲的过渡区域和形成实际顶部盖表面的中心平坦区域。由于过渡区域导致圆顶,因此这种平坦区域从盖凸缘的平面向外偏移。例如,过渡区域可以s形弯曲,或者可以从外部部分以与凸缘平面成一定角度地持续弯曲到中心平坦区域。因此,其尺寸被选择为例如使得中心平坦区域在光学上占主导,例如,因为所述区域的尺寸与基底区域的尺寸相同或仅比基底区域的尺寸略小(例如,小最大10%)。对于整体为长方体或立方体形状的胶囊的实施方案,可以特别地提供的是,所述平坦区域占据直径的60%以上并且因此占据面积的至少40%。
[0042]
盖凸缘一般形成面向盖侧并从凸缘的外边缘延伸到圆顶的起点的周向区域。在实施方案中,可以提供的是,圆顶的起点相对于与凸缘相邻的侧壁部分向内偏移。这种偏移可以是例如最小0.2mm。
[0043]
基体和/或盖可以例如通过注射成型或深拉方法制造。
[0044]
在实施方案中,基体在凸缘区域中具有基本上矩形的,例如正方形的横截面。由基体和盖形成的胶囊可以是大约立方体形状的,除了在制造之后保留的凸缘。凸缘本身—例如其外边缘—也可以是基本上矩形的,特别是正方形的。“基本上矩形的”和“基本上正方形的”特别不排除圆角;“大约立方体形状的”也不排除圆边和圆角。立方体形状也不排除例如由深拉基体的制造方法引起的周向侧表面相对于轴线(垂直于地板和/或盖区域)的最大为3
°
,例如,特别是最大2
°
或最大1.5
°
的倾斜度。
[0045]
然而,在供选择的方案中,基体也可以具有具有锥形或可能旋转的圆柱形的周向侧壁的本身已知类型的杯形。
[0046]
基体区域中的壁厚特别是0.2mm至0.4mm,例如0.25mm至0.35mm。这同样适用于盖的壁厚。在一个实施方案中,盖的壁厚大致对应于基体的壁厚。
[0047]
通过根据第一方面的方法制造的并且具有提取材料的胶囊包括:
[0048]-由塑料,特别是生物塑料制成的基体,其具有基底区域和周向侧壁;
[0049]-提取材料或提取物填充物,特别是磨碎的咖啡豆填充物;和
[0050]-附接至基体的盖,其由塑料,特别是生物塑料制成;
[0051]-其中盖沿周向凸缘附接至基体,
[0052]-并且胶囊是借助于所述类型的方法制造的。
[0053]
基体凸缘和/或盖凸缘可以提供为超大尺寸。在焊接之后或与焊接同时,然后例如借助于超声波或通过冲压来切除多余的区域。
[0054]
下面使用附图描述本发明的实施方案。图中相同的附图标记表示相同或类似的元件。附图不是按比例绘制的,并且从一个图到另一个图以不同的尺寸部分地显示相应的元件。显示的是:
[0055]-图1胶囊;
[0056]-图2用于制造根据图1的胶囊的基体;
[0057]-图3根据现有技术的盖,以剖面示出;
[0058]-图4根据现有技术的另一种盖,也以剖面示出;
[0059]-图5仅以细节示出的装置,其具有基体、盖、砧座和超声波焊极;
[0060]-图6在超声波焊接过程中的根据图5的装置;和
[0061]-图7在超声波焊接程序之后和在切除胶囊凸缘的外部之前,同样仅以细节示出的基体和焊接至其上的盖。
[0062]
根据图1的胶囊1的形状基本上为具有圆形边缘的立方体。然而,从纯数学的角度来看,该外延朝着顶侧略微增加,使得胶囊具有截棱锥的形状。图中的侧表面相对于基底表面5的垂直面—当然,即穿过基底表面和相应侧表面之间的边缘的垂直于基底表面的平面—的倾斜角度非常小,例如优选地不大于2
°
或仅大约1
°
。基底表面上方的胶囊高度也大约对应于基底表面边缘的长度。
[0063]
胶囊包括基体(或杯)2和沿周向凸缘4附接至其上的盖3。基体形成胶囊基底5和周向侧壁6,周向侧壁6在图中的顶部在其相对于轴向方向(轴线10)的外端被凸缘4封闭。盖是向外拱起的,因为与周向凸缘4相比,基本上平行于胶囊基底5的盖表面9向外偏移。
[0064]
图2显示填充之前和密封之前的基体2(杯)。基体凸缘41的外延大于成品胶囊的凸缘4的外延。
[0065]
图1所示类型的胶囊和图2所示类型的基体2也从现有技术中已知,例如从wo 2015/096990中已知。
[0066]
为了制造胶囊,首先用提取材料填充基体2,然后定位盖3。然后进行超声波焊接。在使用常规的胶囊材料时,盖3或基体2为此在周向凸缘的区域中设置有能量导向器,例如呈周向肋的形状的能量导向器。
[0067]
图3和4分别示出根据现有技术的盖3的一个实施方案。根据图3的盖3是通过深拉制造的。形成在盖凸缘34的区域中的能量导向器23具有周向肋的形状,该周向肋的横截面大致为v形。相应地,在背面(即,在外表面上)形成周向槽11。图4示出不是通过深拉而是通过注射成型制造的盖3,其具有能量导向器23。
[0068]
显然,当使用在相对低的温度下已经软化的胶囊和盖材料时,在使用根据图3或4的盖时,焊接并不总是且可靠地产生良好的结果。
[0069]
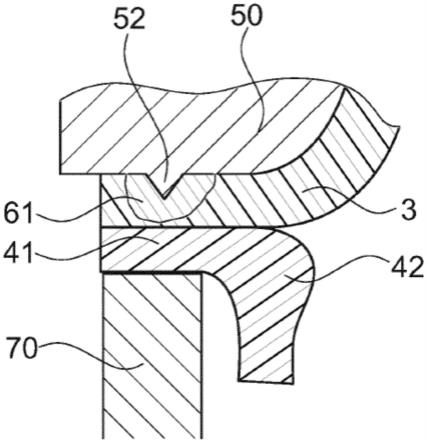
图5-7使用示例说明了根据本发明的方法。如图2所示,由可生物降解塑料制成的基体2还包括在其顶侧(凸缘表面43)上基本平坦的周向基体凸缘41。在周向侧壁6和基体凸缘41之间的过渡处,基体实现了径向向内的任选的加厚42,以加强的方式起作用。
[0070]
盖3与基体一样是刚性的并且由相同的可生物降解塑料制成,并且包括同样平坦的内表面33,与凸缘表面43区域接触以进行附接,同时基体凸缘41由砧座70支撑。为了焊接,将超声波焊极50压靠在盖凸缘的外表面34上并施加超声波。超声波焊极50包括能量导向器52。所述能量导向器借助于在远侧有效表面51上方突出的突起来实现,即,作为具有大
约v形横截面并且由于所述横截面形状而向下形成边缘的周向肋。
[0071]
如图6所示,输入到超声波焊极50的能量使盖3的材料首先沿着与能量导向器52的接触而液化,使得所述能量导向器能够渗透到材料中。由于能量的连续施加,熔体61从能量导向器的位置形成并膨胀,并通过盖凸缘的材料从后侧一直到前侧,渗透到基体凸缘的材料中。另外或供选择地,能量吸收也可以发生在盖凸缘和基体凸缘之间的边界处。与现有技术相比,所得到的焊接62覆盖了相对宽的区域(见图7)。在移除超声波焊极之后,凹口66可以保留在能量导向器的位置。
[0072]
在焊接之后,凸缘的径向向外突出的部分可以被切除,例如通过冲压,任选地借助于超声波支撑、超声波切割等被切除。根据一种选择,这可以发生在超声波焊接期间能量导向器作用的位置的径向向内的一点。在图7中,线71表示发生切除的位置。所述位置在能量导向器的位置的径向内侧(即,图7细节中的右侧),该能量导向器已经留下了凹口66形式的标记。所述解决方案的优点是产生视觉上更吸引人的凸缘。能量导向器作用位置处的所得形状也不能总是被精确地重复。切除部分导致这种并不总是可精确重复的形状是胶囊的一部分,并且在某些情况下,当在处理期间和冲调过程期间与冲调室相互作用时会引起问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1