用于将容器的部件联接到容器的联接方法和单元、具有这种联接单元的设备与流程
本发明涉及用于将部件联接至容器的联接单元和联接设备以及将它们联接到一起的联接方法。特别地,所考虑的容器也被构造成用作零散的物品。本发明在制作零散的容器比如用于灌输型产品例如咖啡的胶囊状件的领域中发现了优选的但不是唯一的应用,此后可以在不失去一般性的情况下提及这一领域。
背景技术:
1、联接单元通常包括适于将一些部件约束至相关物体的装置。
2、通常情况下,该技术领域的容器是胶囊状产品(即基本上是向上的截头圆锥体,其中,最宽的部分是向上的)并且由半成品聚合材料制成。
3、通常,这些容器即使在该容器缺乏某些部件的情况下开始在各种工业过程中使用,以根据最终的预期用途来完成使用以及准备使用,这些额外的必要部件在特定的处理步骤期间被组合。
4、经常与这种胶囊状容器结合的部件是过滤器。
5、该部件通常还具有大致向上的截头圆锥体形状,该部件包括平坦的圆形底部,从该底部突出有倾斜的侧表面,这个侧表面通常具有规则且均匀的被称为“褶”的波纹状部。
6、通常,胶囊状件和过滤器可以用不同的材料或在不同的过程步骤中生产,因此,胶囊状件和过滤器通常作为单独和独立的元件,然后在某一点处相互约束,以发展成所需的最终产品。
7、然而,不幸的是,这种形状的接合——特别是当上述波纹状部存在于过滤器的侧壁上时——可能会较复杂,不容易重现。
8、此外,由于需要是过滤器相对于具有某些相对参考点的过滤器保留及移动,以能够以精确且可重复的方式将过滤器准确地定位在要进行联接的位置处,因此产生了一些困难。
9、在完成了胶囊状件与过滤器之间的联接时,该容器可以用相关的物品或产品来填充。
10、在这种情况下,当使容器移动的运输器在每个时间坐标处具有非零的速度时,该过程被称为“连续”。所考虑的这个速度是指在导致部件与容器相对于固定参考系统联接的任何处理步骤期间的运输机的速度,并被理解为运输机的整体速度。
11、在这种情况下,术语“容器”指的是下述结构:该结构形成为能够在该结构内容纳材料,特别是能够至少在横向上限制材料。在这个意义上,当容器的形状将材料保留在容器内时,甚至当容器在用户的正常使用的条件下相对于支撑平面倾斜预定角度时,材料被认为是“在横向上被限制”。
12、该容器可以根据其内容物或特定的审美或功能原因由一个或更多个壁形成。例如,容器可以是能够将粉末、液体、凝胶或类似产品接纳在其内部的盒状本体。
13、根据另外的示例,容器可以是杯状或半球形的,因此仅由弯曲的壁构成。在这种情况下,该弯曲的壁包括:中央基部部分,该中央基部部分优选地用作支撑表面;以及侧向冠状部,侧向冠状部从上述基部部分径向延伸并且定形成在设想的填充或使用操作期间将产品限制在容器内。
14、在这种情况下,术语“容器”可以与术语“胶囊状件”相关联,“胶囊状件”被认为是更广泛且更一般的表述。
15、在这种情况下,术语“保持元件”是指适于将一个或更多个被保持部分一体地约束至保持元件的装置,以使得:在保持步骤期间,保持元件的任何运动与上述被保持部分的相同或一致的运动相对应。
16、在这种情况下,当两个元件之间建立了相互作用时,第一元件被限定为与第二元件“接合”,以使得第一元件能够确定第二元件的位置。这种相互作用可以是例如机械的、磁性的或其他性质的。
17、当取向与安装本发明的单元对象的地平面平行时,该取向被称为“水平”。
18、一致的是,术语“竖向”确定了垂直于水平面的方向,因此必须理解的是,与“较高、较低、向上或向下”的定位或位移有关的术语指的是沿着竖向方向的取向。
19、在这种情况下,术语“选择性地”表示一种使用装置或类似技术元件的方法,该方法允许根据偏好自由地启用或停用该装置或类似技术元件,并且在存在多个可用装置的情况下,该方法还允许选择同时启用哪些装置。
20、在这种情况下,术语“稳定”表示物体相对于约束元件的接合,该物体在以这种方式保持时不会改变其空间位置。
21、在这种情况下,术语“可联接”指的是下述部分:该部分通过特定的处理可以与另一部分形成约束或永久地接合。通过非限制性示例,可以说部分可以通过焊接、胶合、相互形状接合等方式来联接。
22、申请人已经观察到,通常由对容器和待联接的部件进行操作的联接设备实施的过程要求容器和待联接的部件立即被放置在一起以进行接触,并被强制地彼此抵接,以确保在容器与待联接的部件之间没有未知的空隙间隔。
23、一旦这个条件得到满足,容器和部件通过独立的保持元件接合在一起,以能够使容器和部件往复平移所需的数量,从而使容器和部件进入适当的联接构型。
24、然而,申请人发现,这种方法因此需要至少两个不同的特定活动保持元件,一个用于部件,一个用于同时作用的容器,从而增加了所使用单元的复杂性。
25、更重要的是,申请人注意到,这种保持操作和移动操作通常具有潜在的危险性,因为保持操作和移动操作是借助于减压下的系统进行的,其中,保持操作和移动操作都有拖动容器和其中的内容物两者的风险,从而对被移动的产品造成巨大的损害。
26、此外,申请人还注意到,当在上述强制抵接操作——其中容器和部件被放置成彼此直接接触——之后将两部分移除时,这种借助于保持元件对容器和/或部件造成意外损害的风险就会增加,从而产生下述问题:即作用在一部分的保持元件无意中也将另一部分限制在自身上。
27、因此,申请人认为,从不同的空间构型开始启动容器和部件的联接过程,并试图在要被联接的部件与保持元件之间产生可复现的约束,但同时又不对所保持的部分造成伤害,这是有利的。
28、作为这项研究的结果,申请人采用了一种与现有技术相反的方法:主动在过滤器的底部与容器的底部之间引入不确定的空间。
29、申请人最终发现,通过制作容器和部件的联接单元,可以实现上述过程的所期望的优化,该联接单元能够同时保持容器和部件、在使所引入的损害最小化的同时使容器和部件往复移动、以及在将容器和部件带到预定的往复位置时将容器和部件有效地联接。
技术实现思路
1、特别地,在本发明的第一方面,本发明涉及一种将容器的部件与所述容器相联接的方法。
2、优选地,该方法包括设置包括联接组件的联接单元。
3、优选地,这种联接组件包括框架。
4、优选地,该联接组件包括抓持装置,所述抓持装置以能够相对于所述框架移动的方式被约束,并且所述抓持装置包括构造成对所述部件进行选择性地保持的保持元件。
5、优选地,该联接组件包括联接装置,所述联接装置以能够相对于所述框架移动的方式被约束,并且所述联接装置包括联接元件,所述联接元件构造成将所述部件约束至所述容器。
6、优选地,所述联接元件构造成在所述部件相对于所述容器的预定联接位置处将所述部件约束至所述容器。
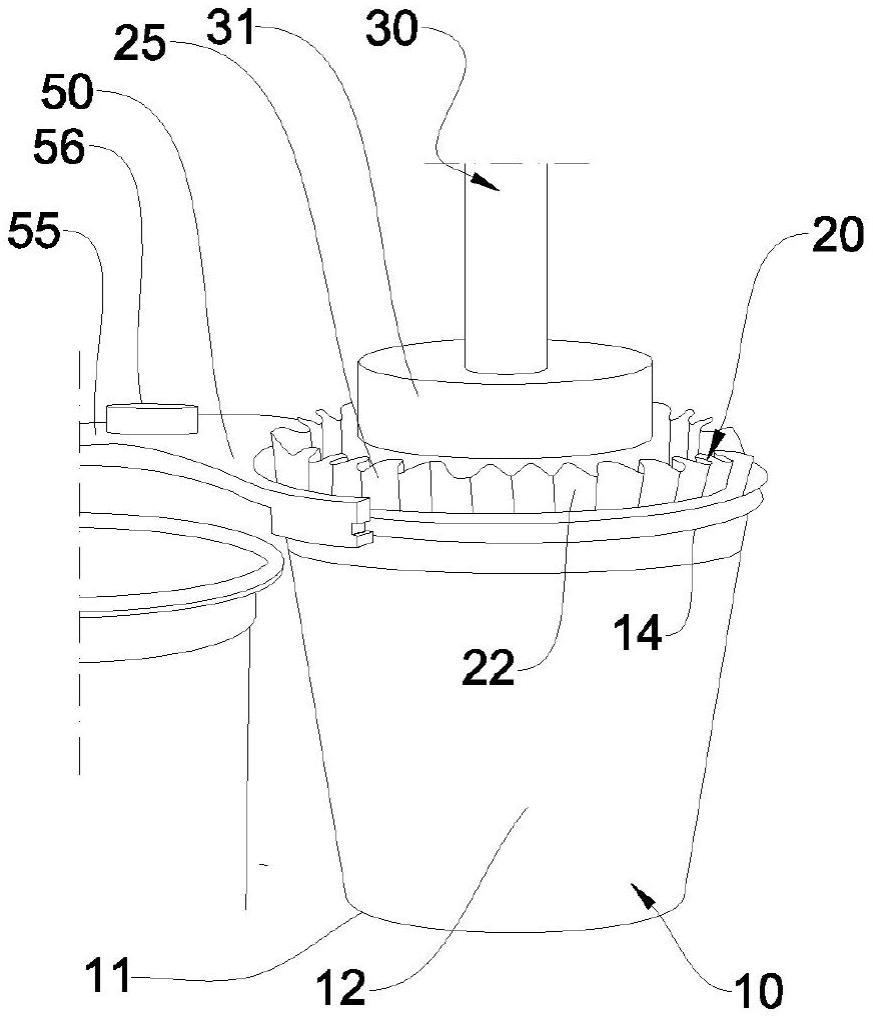
7、优选地,该联接组件包括保持座部,保持座部被约束至所述框架,并且所述保持座部的形状被设置成使得保持座部可以以稳定的方式容纳所述容器。
8、优选地,该方法包括将所述容器设置在所述保持座部中,并且将所述部件至少部分设置在所述容器内,使得在所述部件的底部与所述容器的基部之间存在至少预定的最小非零间隔。
9、优选地,该方法包括将所述抓持装置和所述联接装置定位在初始位置,在所述初始位置,所述抓持装置和所述联接装置与所述部件的所述底部相距初始间隔。优选地,该方法包括将所述抓持装置移动至移除位置,在所述移除位置,所述抓持装置定位在所述部件附近或与所述部件接触,以及,启用所述保持元件,以选择性地将所述部件约束至所述保持元件。
10、优选地,所述抓持装置在所述移除位置的所述运动始终发生,同时保持与所述基部的不为零的安全间隔,以使所述底部永远不会接触所述基部。
11、优选地,该方法包括使所述抓持元件和所述联接元件移动至联接位置,在所述联接位置,所述部件的预定可联接部分放置成与所述容器接触。
12、优选地,该方法包括停用所述抓持元件,从而停用所述抓持元件与所述部件之间的约束。
13、优选地,该方法包括启用所述联接元件预定的联接时间,以在所述部件的所述可联接部分与所述容器之间产生稳定的联接。
14、优选地,该方法包括停用所述联接元件。
15、优选地,该方法包括使所述保持元件和所述联接元件移动离开所述部件,到达最终位置。
16、以这种方式,可以通过保持元件基本上仅对部件施加强大的力。因此,在这个意义上,在部件的待保持部分与容器之间产生的预定的最小间隔使得可以产生非常有效的、安全的和可重复的保持,从而允许在保持元件与部件的待保持部分之间获得零点,使保持元件和部件的待保持部分接触,而不影响容器或使容器变形。
17、由于这一技术方案,因此可以以理想的方式保存容器,通过将该容器永久地留在固定且预定的位置来避免移动该容器,并保证抓持装置的较高的保持效率,这使得可以通过接触来约束部件的待保持的部分而使间隔归零,从而为随后所有的所需过程阶段限定部件的特定位置。
18、在本发明的第二方面,本发明涉及一种联接单元,联接单元包括联接组件,联接组件包括框架。
19、优选地,所述组件包括抓持装置。
20、优选地,所述抓持装置以相对于所述框架允许移动的方式被约束。
21、优选地,所述抓持装置包括构造成选择性地保持所述部件的保持元件。
22、优选地,所述组件包括被约束的联接装置,联接装置被允许相对于所述框架移动。
23、优选地,所述联接装置包括构造成在所述部件相对于所述容器的预定联接位置处将所述部件约束至所述容器的联接元件。
24、优选地,所述组件包括保持座部,该保持座部以受阻的竖向平移的方式被约束至所述框架。
25、优选地,所述保持座部形状设置成使得所述保持座部可以以稳定的方式容纳所述容器,使得所述部件可以相对于静止的所述容器移动。
26、优选地,所述容器被永久地约束在所述座位中,并且所述部件至少部分地被容纳在所述容器内,使得在所述部件的底部与所述容器的基部之间存在至少预定的最小非零间隔。
27、通过这种方式,可以通过保持元件基本上仅在部件上施加强大的力。因此,在这个意义上,在部件的待保持部分与容器之间产生的预定的最小间隔使得可以产生非常有效的、安全的和可重复的保持,从而允许在保持元件与部件的待保持部分之间获得零点,使保持元件和部件的待保持部分接触,而不影响容器或使容器变形。
28、因此,由于该技术方案,可以创造出下述联接单元:该联接单元在结构和功能上提供了设置有各个元件,使联接单元可以在部件与容器之间产生约束,从而避免在工作阶段移动容器,从而减少损坏或不期望的移动的可能性,同时保证较高高水平的保持效率,仅允许部件移动,从而使得可以确保部件相对于保持元件的位置,以能够在所需部分之间产生可重复和有利的联接步骤。
29、在本发明的第三方面,本发明涉及一种包括至少一个根据上述第二方面制造的联接单元的物品生产设备。
30、在上述的至少一个方面,本发明还可以具有以下优选特征中的至少一个优选特征。
31、优选地,所述安全间隔大于或等于所述最小间隔。
32、优选地,所述保持元件接合在所述部件的所述底部上或靠近所述底部。
33、优选地,所述容器是胶囊状件,所述部件是胶囊状件过滤器。
34、由于这种技术方案,过滤器可以被牢固地约束在胶囊状件内而不没有损坏,保证了工艺的高精度和可重复性。
35、优选地,所述胶囊状件具有大致向上的截头锥体形状,并具有用作基部的平坦的或弯曲的下表面以及适插入例如过滤器或待装产品(粉末、液体、凝胶等)的上开口。
36、替代性地,所述胶囊状件可以是各种尺寸的大致箱形的容器。
37、优选地,所述胶囊状件可以由多层材料制成,例如,由pet(聚对苯二甲酸乙二醇酯)或ps(聚苯乙烯)中的pp(聚丙烯)和/或evoh(乙烯醇)层构成的材料制成。或者,胶囊状件由具有至少一个金属合金层——例如铝基——的多层材料制成。
38、优选地,所述过滤器还具有大致向上的截头锥体形状,具有平坦的或弯曲的底部、从所述底部突出的侧壁和由所述侧壁限定的上开口,上开口适于允许插入所需产品(粉末、液体、凝胶等)。
39、优选地,所述下底部的形状是环形的。
40、优选地,所述过滤器的所述侧壁具有竖向对准的均匀波纹状被,称为褶。
41、替代性地,所述部件可以是例如覆盖件或要被应用于容器的标签。
42、优选地,所述部件由过滤材料制成,过滤材料例如为混合有可热封的材料如ps(聚苯乙烯)或pla(聚乳酸)的纤维素基材料。
43、优选地,所述容器被安置在所述单元中,以保持大致成竖向。
44、换句话说,所述容器在底部处具有基部。
45、这使得可以更容易和更有效地保持容器中的元件。
46、优选地,部件——特别是当该部件是截头锥形过滤器或类似的形状时——也被保持成使得部件保持大致竖向。
47、换句话说,所述部件的底部位于底部处。
48、这使得可以更容易并且更有效地保持其中的元件。
49、优选地,所述方法包括在所述抓持装置的预定接合位置处使至少所述抓持装置移动离开所述容器的所述基部。
50、优选地,所述接合位置提供的是:在朝向所述联接位置移动之前,可以采用的所述保持元件相对于所述联接元件的联接构型。
51、以这种方式,可以实现所需的联接构型,该联接构型提供用于所述联接元件与所述保持元件之间的协同合作。
52、由于这种解决方案,可以确保联接元件相对于保持元件被放置在理想的位置,并且联接元件可以适应或修改所述部件的形状,以使部件在以下处理步骤中更有效地使用。
53、优选地,在保持所述保持元件与所述联接元件之间的所述联接构型时,执行下述步骤中的至少一个步骤:朝向所述接合位置移动、启用联接元件、停用以及朝向最终位置移动。
54、以这种方式,所需的过程步骤受益于上述由联接构型产生的协同作用。
55、优选地,在保持所述底部与所述基部之间的间隔大于所述安全间隔时,执行下述步骤中的所有步骤:朝向所述接合位置、联接位置移动、启用联接元件、停用以及朝向最终位置移动。
56、优选地,所述联接元件是下述焊接器:焊接器包括朝向所述容器渐缩的锥形或截头锥形部分。
57、优选地,朝向所述容器渐缩的所述锥形或截头锥形的端部部分具有的直径大于所述保持元件和所述部件的所述底部的最大尺寸。
58、由于这一技术方案,可以将所述焊接器的倾斜侧壁的一部分接合在部件上,以根据需要增加其水平宽度,从而促进和改善在容器上接合的可能性。
59、优选地,所述接合位置被确定在空间的下述部分中:在该部分,所述部件至少部分位于在所述容器的外部,使得在不损坏所述部件或所述容器的情况下实现所述联接构型。
60、由于这一技术方案,还可以显著地修改部件的形状,以进一步提高部件在容器上有效接合的能力,并通过确保适当的接触来促进其随后部分插入容器。
61、优选地,所述联接元件是热焊接器或超声焊接器。
62、由于这种技术方案,所产生的联接是确定稳定和持久的约束类型的焊接。
63、优选地,当所述联接元件是超声类型的焊接器时,在使所述抓持元件和所述联接元件朝向所述最终位置移动的所述步骤之前,所述联接元件产生超声波脉冲,以将所述部件与所述联接元件进一步脱离接合。
64、这优化了部件相对于保持元件的释放步骤,并且还产生了额外的焊接器的自清洁,这使得更有效的脱离。
65、优选地,所述方法包括在所述容器外部定位有反焊接器,当所述联接元件处于启用状态并与所述部件的所述联接部分接触时,该反焊接器在所述联接部分处抵靠所述容器。
66、这使得可以在部件与容器之间实现更有效的焊接。
67、优选地,所述最终位置与所述初始位置一致。
68、通过这种方式,上述方法可以更有效和快速地实施。
69、优选地,所述联接单元包括运输器,所述组件容纳在该运输器上,并且所述方法连续实施。
70、由于这种技术方案,容器的移动步骤因此形成了单个的、不间断的和连续的移动和处理流。这减少了各种装置在与容纳在运输器上的部件一起移动时的必要加速和减速,显著增加了各种机械部件的平均使用寿命,并减少了组件的移动部件与组件的外部的叠加部件之间发生不希望的碰撞的可能性。
71、优选地,所述保持元件在减小的压力下工作。
72、由于这一解决方案,可以将部件拉到保持元件上,甚至在部件和保持元件不一定直接接触的情况下也是如此,并且可以在所需时间内牢固且稳固地约束部件和保持元件。
73、优选地,减小的压力下的所述元件是吸盘或类似的技术装置。
74、优选地,所述最小间隔在2毫米与20毫米之间。甚至更优选地,所述最小间隔在2毫米与15毫米之间。
75、通过这种方式,可以确保保持元件仅主要作用在该部件上。
76、优选地,所述联接元件的所述联接位置距离所述容器的所述基部5毫米与15毫米之间。
77、通过这种方式,实现部件相对于容器的有效定位。
78、优选地,所述密封温度指示性地在150℃与300℃之间,联接时间在0.1秒与0.8秒之间;联接时间甚至可以更优选地约为0.4秒。
79、为了进行正确的焊接,必须在要被焊接的元件之间施加焊接力,以使元件接合。优选地,焊接力在300n与700n之间。所施加的焊接力根据要被焊接的材料而变化。
80、这产生了理想的热焊接,并优化了预期的过程时间。
81、优选地,所述焊接功率在300w与700w之间,联接时间在0.1秒与0.4秒之间。
82、这产生了理想的超声波焊接,并优化了预期的过程时间。
83、优选地,所述抓持装置和所述联接装置以允许平移的方式被约束至所述框架。
84、这使得可以产生理想的最小移动。
85、优选地,所述平移是竖向的。
86、由于这一解决方案,可以通过显著减少内容物可能从容器和/或部件出来的可能性来实施所述方法。
87、优选地,所述抓持装置构造成仅能够在确定所述底部与所述基部之间的间隔大于或等于所述预定的最小间隔的位置中移动。
88、这种构型可以借助于包括在所述抓持装置中的结构性行程限制元件或借助于在软件层面设置和管理的特定运动限制来实现。
89、优选地,所述保持座部、所述保持元件和所述联接元件在竖向上彼此同轴对准。
90、以这种方式,可以借助于简单的竖向运动来执行计划的步骤,并包含立体的整体尺寸。
91、优选地,所述保持元件包括筒形杆,该筒形杆与所述联接元件是同轴的并在所述联接元件内滑动,而联接元件又包括中空的筒形本体,所述保持元件的所述筒形杆在所述筒形本体中滑动。
92、这使得可以通过减少联接组件的整体尺寸来使所需的空间最小化。
93、优选地,所述联接元件是热焊接器或超声焊接器。
94、优选地,所述联接元件是下述焊接器:该焊接器包括朝向所述容器渐缩的锥形或截头锥形部分,该焊接器的直径大于所述保持元件和所述部件的所述底部的最大尺寸。
95、优选地,所述联接单元包括多个所述联接组件。
96、这可以显著提高单元本身的生产率。
97、优选地,所述多个联接组件以一角间距相互间隔开。
98、这优化了所述多个联接单元的空间分布。
99、优选地,所述保持座部由两个可水平移动或可旋转的钳状件限定。
100、这有利于在所述座部内插入以及移除所述容器。
101、替代性地,所述保持座部可以由可平移或可旋转的钳状件以及固定的钳状件或座部来限定。
102、这种旋转运动可以借助于凸轮型机构来实现。
103、替代性地,该保持座部可以包括在第二运动抓持装置中。
104、优选地,所述联接单元包括运输器,所述组件被约束在运输器上。
105、以这种方式,当发生联接过程时,容器从第一加工区移动至第二加工区,从而优化了加工时间。
106、优选地,所述运输器是旋转转盘。
107、这使所需的空间最小化,并确保:在所述转盘旋转方向相同的情况下,容器可以在所述第一加工区与第二加工区之间连续和不间断地通过,从而进一步提高联接单元的生产率。
108、优选地,所述联接是在所述旋转转盘的60°与180°之间的旋转期间进行的。甚至更优选地,所述联接是在所述旋转转盘的约120°的旋转期间进行的。
109、这通过使转盘的旋转角速度与所述抓持元件和联接元件的相对运动平衡而进一步提高了联接单元的生产率。
- 还没有人留言评论。精彩留言会获得点赞!