用于包装物品的方法和设备与流程
本发明总体上涉及物品的包装,特别是扁平物品的包装,厚度小于其它尺寸的物品的包装以及最终厚度小于折叠物品的其它总体尺寸的折叠物品的包装。更确切地说,本发明涉及一种用于形成包装的方法和设备,所述包装包括封装在两个相对的柔性片材之间的物品,所述柔性片材的边缘借助于热活化粘合剂联结。本发明的开发特别着眼于其在包装膏药的领域中的应用,所述膏药例如为用于覆盖伤口的膏药、药用膏药、止痛膏药、含有药物和不含药物的加热膏药。在以下描述中,将参考该特定的使用领域,而不损失一般性。
背景技术:
1、在医用领域中,有不同类型的膏药。在许多情况下,这些产品是在未包裹的情况下装箱的。在一些情况下,膏药在装箱之前被单独包装在信封形状的包装中。
2、膏药的单独包装是通过将单独的膏药封装在彼此叠合的两个柔性片材之间来进行的,所述两个柔性片材像三明治一样封装对应的膏药,并且借助于粘合剂将它们的边缘联结在一起。通常,在该领域中,所使用的粘合剂是热活化粘合剂,因为它保证了片材的稳定固定,从而保护物品免受外部因素的影响。由于这些热活化粘合剂,一旦包装被打开,它就不再能够重新密封,并且这允许与膏药或其它类似物品的销售相关的健康和卫生标准得以满足。包装可以由两张纸片材形成,或者由一张纸片材和一张塑料材料片材形成,以及由两张塑料材料片材形成。例如,塑料材料可以是透明的,比如聚乙烯。通常,膏药的包装由外表面上印刷有与产品相关的信息的一张纸片材和一张透明塑料材料片材形成。通常,纸片材或两张纸片材中的一张具有内表面,在该内表面上施加热活化粘合剂,例如,在内表面上可以有一层粘合剂,该粘合剂层可选地成形。设置有热活化粘合剂的片材可以是已经设置有粘合剂的层状材料。
3、在根据现有技术的设备中,在两个柔性片材之间包装膏药是通过沿着机器方向推进彼此间隔开的膏药的连续阵列和在膏药的连续阵列的相对侧上彼此叠合的两个连续的柔性片材来进行的,两个连续的柔性片材中的一个具有热活化粘合剂层,以形成由两个连续柔性片材和夹在两个连续柔性片材之间的膏药的连续阵列构成的连续的复合带。通过使连续复合带穿过第一对和第二对可能加热的压力辊来闭合包装。通常,第一对压力辊在两个柔性片材之间进行两个连续的纵向焊接,并且第二对压力辊横向于带的进给方向在每对物品之间进行焊接。
4、两个柔性片材之间的固定通过激活热活化粘合剂来实现,这发生在柔性片材沿着压缩线被压缩在一起的时候。
5、随后,借助于横向于进给方向的适当切割,通常在每对物品之间的横向焊缝之间,从连续复合带获得包装。
6、两个柔性片材之间的焊接必须满足由膏药制造商定义的精确质量要求。质量规范如下:
7、-从视觉外观的角度来看:必须有粘合剂材料从一个片材到另一个片材的清晰转移,焊接接头必须完整且干净、没有杂质且没有明显损坏,包装片材的颜色不得由于焊接过程而改变,包装片材不得由于焊接过程而显著变形;
8、-从焊缝的密封的角度来看:释放(剥离)力必须在精确的量化范围内,并且在打开包装期间,在一个区域和另一个区域之间,或者在不同包装之间,不得有超出限定阈值的释放力的变化;
9、-从焊缝的密封和保健-卫生标准的角度来看:包装的焊接必须使得产品处于任何污染物都不能从包装的外部进入的环境中,并且还保证没有物质从内部泄漏(通过将有色液体放置在包装内部并且监测任何溢出来执行泄漏测试)。
10、根据现有技术的设备的主要问题之一是包装装备的当前最大速度大约为50-60m/min。这种速度限制是由于这样的事实,即随着机器的速度增加,压力辊不能够给予柔性片材足够的能量以允许粘合剂材料从一个片材到另一个片材的正确转移,因为压力辊和片材之间的接触时间成比例地减少。在这种背景下,将设备的速度提高到超过50-60m/min的极限将会损害膏药制造商所规定的质量要求。
11、us5613601a公开了一种用于热密封分配包装的方法和设备,所述分配包装包括由两个非织造幅材形成的透水袋,其封装预定数量的颗粒产品,例如茶或咖啡,其在浸泡液体中释放调味物质。非织造幅材具有热活化结合表面,其准许通过在周边将袋壁彼此热密封来使袋永久闭合。将预定数量的颗粒产品封装在两个非织造幅材之间的步骤和将两个非织造幅材彼此压缩的步骤在同一单元中同时执行。
12、us5613601a中所公开的解决方案旨在制造咖啡袋或茶袋,并且不适合满足膏药制造商所要求的质量规范,并且不允许达到高生产速度。
技术实现思路
1、本发明的目的是提供一种用于对封装在两个相对的柔性片材之间的物品进行包装的方法和设备,所述两个相对的柔性片材借助于热活化粘合剂联结在一起,所述方法和设备允许在不损害包装的质量要求的情况下提高生产速度。
2、根据本发明,该目的通过具有形成权利要求1和12的主题的特征的方法和设备来实现。
3、本发明设想在压缩封装物品的片材之前对柔性片材进行加热。
4、已经通过实验验证,将柔性片材初步加热到大约70-80℃的温度允许焊接过程的速度达到大约200m/min,这完全符合制造商所要求的质量标准。很明显,这必然导致产量相对于现有技术增加甚至增加了四倍,即使没有提高也维持了上述的当前质量参数。
5、根据本发明,用于包装物品的方法包括:
6、-将物品封装在两个相对的柔性片材之间,其中该两个相对柔性片材中的至少一个片材在其面向另一个片材的表面上具有热活化粘合剂,
7、-压缩片材,以借助于热活化粘合剂将片材围绕物品固定在一起,
8、其中,该方法涉及在压缩片材之前加热片材中的至少一个。
9、根据可能的实施例,在将物品封装在片材之间之前,加热片材中的至少一个片材。
10、这一方面允许激活热活化粘合剂,而不像现有技术中发生的那样同时加热物品,在现有技术中,片材被同时固定和加热以封装物品。
11、由于这一方面,还可以将至少一个片材加热到比现有技术更高的温度并且加热更长的时间,在现有技术中,温度受到物品的存在的限制,并且时间受到片材的固定时间的局限。
12、根据可能的实施例,片材中的至少一个仅仅沿着片材的旨在被压缩的区域被加热。
13、这一方面允许集中能量交换,并且仅在旨在被压缩的区域中激活热活化粘合剂,从而避免加热其它区域,其中热活化粘合剂在被激活时可能阻碍或污染物品。
14、这些实施例可以使用被配置成仅加热旨在被压缩的区域的辊来实施。例如,可以使用具有适当形状的传递热量的加热区域的辊。
15、根据可能的实施例,片材仅围绕每个物品被压缩。
16、这一方面避免了压缩物品,并且还允许将压缩作用集中在先前激活的热活化粘合剂处。例如,可以与相应的压缩同相地执行热活化粘合剂的热激活。
17、依据以下参数中的一个或更多个,片材被加热到的温度可能不同:制成片材的材料、片材的尺寸、片材的传递热量的面、所使用的热活化粘合剂的类型及其在片材上的延伸、沿着进给路径片材被加热的位置、片材的进给速率、沿着路径可预见的加热站的数量以及进行生产的环境温度。
18、根据可能的实施例,两个片材都在它们的与旨在转向物品的面相对的对应面上被加热。
19、这一方面允许优化热活化粘合剂从一个片材到另一个片材的粘合,因为粘合剂在比没有加热时的温度更高的温度下粘合到片材的表面。在这种情况下,热活化粘合剂可以更有效地粘合到另一个被加热的片材的表面,因为另一个被加热的片材的温度允许热活化粘合剂保持活化的时间比热活化粘合剂一旦与另一个未加热的片材的表面接触将保持活化的时间更长。
20、此外,通过在片材的与旨在转向物品的面相对的对应面上加热片材,允许从与片材接触的区域开始直到表面区域逐渐激活热活化粘合剂。这防止了热活化粘合剂的表面区域被直接加热,并且因此防止长时间经受过高的温度。
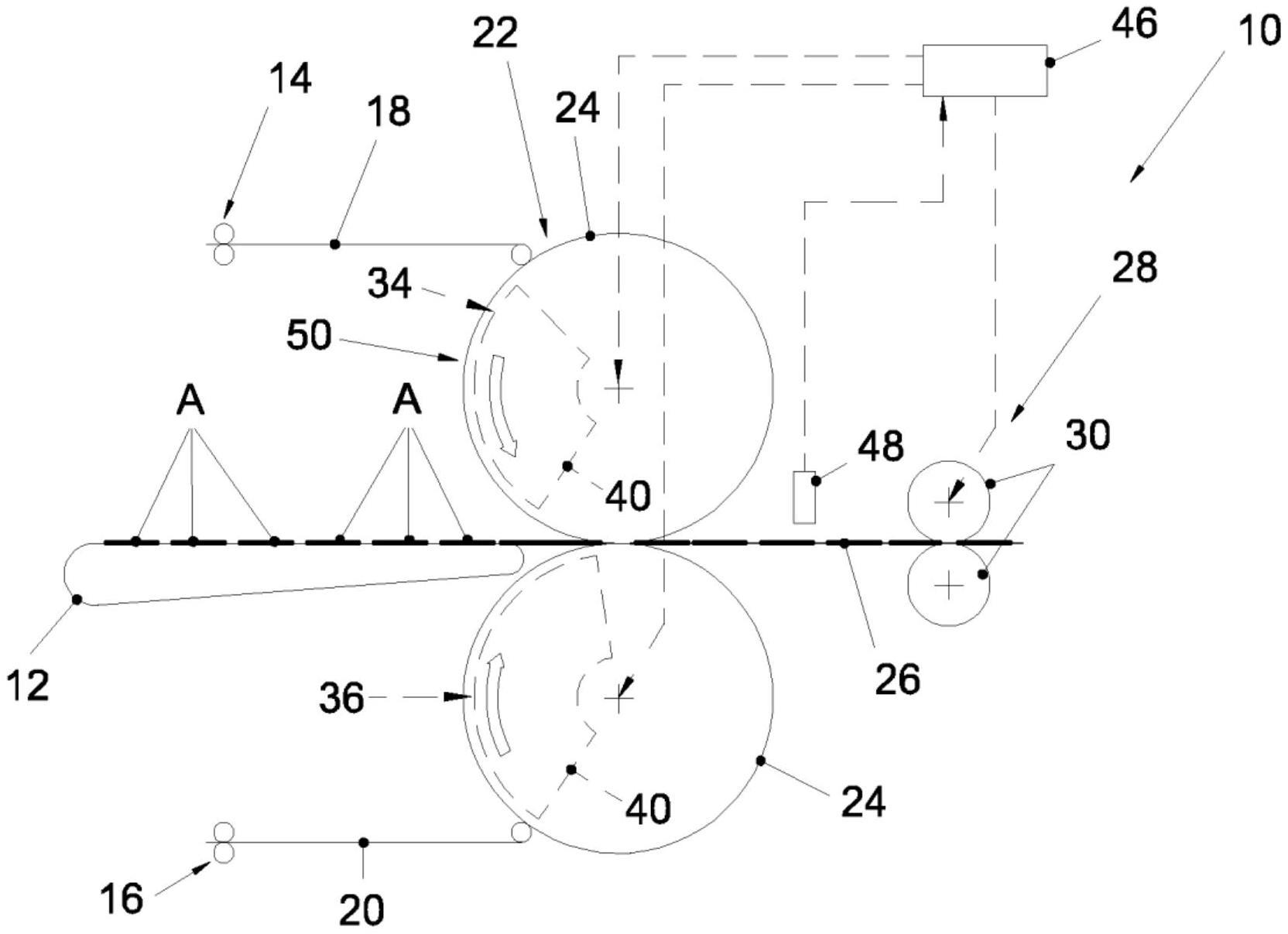
21、根据本发明,用于包装物品的设备包括:
22、-叠合单元,其被配置成将两个柔性片材施加到物品的相对侧上,以便将物品封装在片材之间,
23、-压缩单元,其被配置成在压缩区域处压缩片材,
24、-可选地,串联的分配器,其被配置成在叠合单元的上游施加热活化粘合剂,
25、-可选地,切割模块,其位于压缩单元的下游,
26、其中,该设备包括至少一个加热单元,该至少一个加热单元被配置成在加热压缩单元的上游加热所述片材中的至少一个。
27、根据可能的实施例,叠合单元包括两个联接辊,所述联接辊对应的轴线彼此平行,并且所述联接辊被配置成将片材施加在物品的相对侧上,其中,至少一个加热单元被布置在所述联接辊的至少一个的内部。关于这些可能的实施例,附加的加热源(特别是红外加热源)可以存在于叠合单元和压缩单元之间。
28、根据可能的实施例,联接辊中的至少一个的外表面的至少一个区域被加热并且与压缩单元的相应压缩区域同相。
29、根据可能的实施例,待包装的物品可以布置成至少两排,同时前进通过叠合单元,该叠合单元被配置成将两个柔性片材施加在至少两排物品的相对侧上,使得至少两个物品可以并排地同时包装。
30、根据可能的实施例,布置在所述联接辊中的至少一个的内部的加热单元可以仅布置在加热辊的圆形扇区的限定部分(例如120°)上。
31、根据辊的直径,联接辊的圆形扇区的被幅材覆盖的部分可以不同。特别地,在联接辊的直径为200mm的情况下,由幅材覆盖的圆形扇区可以是221°,在联接辊的直径为220mm的情况下,由幅材覆盖的圆形扇区可以是227°,在联接辊的直径为150mm的情况下,由幅材覆盖的圆形扇区可以是150°。
32、由幅材覆盖的圆形扇区的范围可以包括在30°和240°之间,优选在140°和240°之间。联接辊的直径的范围可以包括在140mm和300mm之间,优选在140mm和250mm之间。
33、根据可能的实施例,压缩单元包括单个压力辊或单对压力辊,所述压力辊被配置成围绕每个物品压缩片材。
34、根据优选的实施例,用于包装物品的设备包括叠合单元,该叠合单元被配置成将两个柔性片材施加在物品的相对侧上,以便将物品封装在片材之间,其中,叠合单元包括两个联接辊,该两个联接辊的对应的轴线彼此平行,并且该两个联接辊被配置成将片材施加在物品的相对侧上,其中,至少一个加热单元被布置在所述联接辊的至少一个的内部。联接辊被配置成仅加热旨在被压缩的区域,特别是通过具有适当形状的传递热量的加热区域。该设备进一步包括压缩单元,该压缩单元被配置成在压缩区域处压缩片材,其中,压缩单元包括被配置成围绕每个物品压缩片材的单对压力辊。
- 还没有人留言评论。精彩留言会获得点赞!