用于在饮料制备机器中制备饮料的单份胶囊和用于生产单份胶囊的方法与流程
本发明涉及一种用于在饮料制备机器的冲泡室中制备饮料的单份胶囊,其中单份胶囊具有基底元件和胶囊盖,所述基底元件具有用于容纳饮料原料的腔,所述胶囊盖封闭所述腔,其中基底元件包括胶囊基底、环绕凸缘和在胶囊基底与环绕凸缘之间延伸的胶囊壁,其中凸缘具有密封元件,所述密封元件呈背离胶囊盖的密封卷边的形式,并与所述凸缘一体地构造,其中所述密封卷边包括内肩和外肩,其中所述胶囊壁与所述内肩之间的凸缘具有第一凸缘区域并且所述凸缘的外自由端与所述外肩之间的凸缘具有第二凸缘区域。
背景技术:
1、这样的单份胶囊在现有技术中是已知的。例如,公开wo2016/186488a1公开了这种通用类型的单份胶囊。该单份胶囊被提供来插入到冲泡室中,在所述冲泡室中,胶囊基底被穿孔,以便将呈热水形式的加压冲泡液体引入到腔中。因此,单份胶囊内的压力增大,因此胶囊盖被压靠在冲泡室中的浮雕或角锥板上,并且当达到预定压力时,胶囊盖在接触点处穿孔或裂开。由流入的水和饮料原料之间的相互作用产生的饮料,特别是烘焙和研磨的咖啡,通过胶囊盖中的这些穿孔位置离开单份胶囊。换句话说,这些单份胶囊被在胶囊盖的方向上流过胶囊基底的水流或饮料流通过。因此,这种通用类型的单份胶囊必须从根本上区别于任何其他类型的单份胶囊,在后者中,流动在相反的方向上发生,即,水通过胶囊盖并入单份胶囊中,并且饮料通过胶囊基底离开单份胶囊。
2、对于所有单份胶囊来说,在冲泡室与单份胶囊之间在凸缘区域中的充分密封是必要的,使得冲泡室内用于形成饮料的水流过饮料原料并且不会绕过饮料原料流动到单份胶囊外部,不会因此流动到冲泡室的壁与胶囊壁的外侧之间。
3、为此,这些类型的单份胶囊在其凸缘区域中具有密封元件,所述密封元件在冲泡室中相对于冲泡室元件密封。在此期望密封元件由与胶囊主体(也被称为基底元件)相同的材料构成,以便保持单份胶囊的生产成本低并且便于已经使用的单份胶囊的处置或回收。
4、具有这种类型的密封元件的单份胶囊例如在公开wo2016/186488a1和wo2016/041596a1中公开。其中公开的单份胶囊在其凸缘中具有压纹密封卷边。密封卷边与冲泡室元件之间的密封效果将通过密封卷边的简单变形来实现。本领域技术人员从公开ep2872421a1中获知具有环绕密封元件的另一种单份胶囊。
5、对于所有前述单份胶囊来说,它们的密封元件的密封效果在每种情况下都基于所述密封元件本身的严重变形。为此,使用具有理想平角的内肩,使得冲泡室元件可在冲泡室关闭时作用在肩部上,这因此导致密封元件的轻微变形。
6、在基于使密封元件变形的密封解决方案中,不利的是因此需要显著更大的力来关闭冲泡室。饮料制备机器的易操作性和耐用性以此方式显著地提高。此外,从现有技术中已知的密封元件具有不对称设计。因此,这些密封元件在变形期间侧向倾斜。因此,确实实现了增加的密封效果,但是密封元件的侧向倾斜通常会造成冲泡室元件被密封元件卡阻的问题,使得单份胶囊在冲泡过程之后不增加力的情况下不能够再与冲泡室元件分离。因此,显著阻碍所使用的单份胶囊从冲泡室顶出,并且严重损害易操作性。
7、一种替代方案将是由密封材料制成的单独的密封元件,如从公开ep1654966a1和ep1839543a1中已知。然而,此类密封元件具有上文已经提及的缺点,一方面,由于使用单独的材料,因此单份胶囊的生产成本明显更高,并且另一方面,因为不同的材料必须彼此分离,因此已经用过的单份胶囊的处置或回收更加困难。
8、已知的单份胶囊的另一个问题在于胶囊盖与凸缘的紧固。这种类型的胶囊盖通常至少部分由铝构成并且通常沿着环绕密封面密封到凸缘。这在具有连续凸缘的单份胶囊中尤其不成问题,其中胶囊盖可通过足够大的密封面跨整个区域或至少没有问题地紧固。
9、这在单份胶囊中是不同的事情,如上所述,单份胶囊具有与凸缘一体构造的密封卷边。在这种情况下,可供用于密封的凸缘的平面受限,并且难以实现可靠密封。即使胶囊盖的密封只有几个缺陷点,液体也可通过胶囊盖漏出。
10、此外,当将盖密封到位于密封卷边径向外侧的凸缘区域时,如先前提及的wo2016/041596a1中的情况,液体可流入密封卷边的腔中并保留在其中作为死体积。一方面,期望总体积的饮料中不存在该量的液体,并且另一方面,在冲泡过程之后液体也可能从密封卷边泄漏,并因此导致不期望的从单份胶囊滴落。
技术实现思路
1、本发明的目的是使开头提到的类型的单份胶囊不具有在背景技术部分中概述的问题。特别要提供一种单份胶囊,所述单份胶囊即使在单份胶囊具有密封卷边时也能保证胶囊盖的可靠紧固。此外,提供一种用于生产这种单份胶囊的方法,以及一种用于生产这种单份胶囊的设备。
2、本发明的目的通过一种用于在饮料制备机器的冲泡室中制备饮料的单份胶囊来实现,其中所述单份胶囊具有基底元件,所述基底元件具有用于容纳饮料原料的腔;以及封闭所述腔的胶囊盖,其中所述基底元件包括胶囊基底、环绕凸缘和在所述胶囊基底与所述环绕凸缘之间延伸的胶囊壁,其中所述凸缘具有密封元件,所述密封元件呈背离所述胶囊盖的密封卷边的形式,与所述凸缘一体地构造,其中所述密封卷边包括内肩和外肩,其中所述胶囊壁与所述内肩之间的所述凸缘具有第一凸缘区域,并且所述凸缘的外自由端与所述外肩之间的所述凸缘具有第二凸缘区域,其中所述胶囊盖沿着第一环绕紧固面紧固在所述第一凸缘区域中,并且沿着第二环绕紧固面紧固在所述第二凸缘区域中。第一紧固面和/或第二紧固面优选地为平面。第一紧固面和/或第二紧固面特别优选地被构造成环形,其中第一紧固面和第二紧固面特别地具有基本上相同的径向延伸长度。
3、与现有技术相比,根据本发明的单份胶囊具有以下优点:通过在至少两个相互不同的区域中紧固胶囊盖,发生胶囊盖的耐压且可靠紧固。特别有利的是,也没有液体能够进入由密封卷边形成的腔中。对本领域技术人员来说令人惊奇和意想不到的是,可靠地紧固到两个不同的面也是可能的,当单独观察时,这两个面在每种情况下都是较小的面。
4、本发明的有利设计实施例和改进可以从从属权利要求和参考附图的以下描述中得出。这些有利的设计实施例和改进还涉及根据本发明的其他主题,反之亦然。
5、根据本发明的优选实施例提出,基底元件由铝一件式制成。本领域技术人员理解,根据本发明设置为与凸缘一体的密封元件在这种情况下同样由铝制成。在本发明的范围中,铝还包括铝层压材料和至少包含铝的其他材料。特别地还包括另外还具有清漆和/或涂层的材料,其中所述材料例如还可包括塑料材料。铝是根据本发明的单份胶囊的优选材料;然而,基底元件替代地也可以由塑料材料和/或可生物降解材料制成。重要的是,作为密封卷边的密封元件与凸缘一体地构造并且胶囊盖到第一凸缘区域和第二凸缘区域的可靠紧固是可能的。基底元件优选地通过冷成型或热成型(特别是深拉)产生,在所述情况下,密封卷边一体地压印到凸缘中。单份胶囊优选地实施为截头圆锥形或圆柱形。
6、根据本发明的优选实施例提出,胶囊盖具有铝箔。在此,铝箔也应理解为铝层压箔和/或在一侧或两侧上具有涂层和/或清漆的铝箔。胶囊盖可被设置有一个或两个层并且特别地还包括层结构。
7、设置在由基底元件形成的腔中并且特别地由胶囊盖气密地闭合的饮料原料优选包括烘焙咖啡颗粒、速溶咖啡、巧克力粉、混合茶、奶粉等。
8、根据本发明的优选实施例提出,所述凸缘的所述外自由端卷起,特别是翻折(),以使得所述外自由端形成环绕隆起部,其中所述隆起部相对于所述凸缘特别优选地在所述凸缘的两侧上优选地具有大于零的竖直延伸长度,其中所述隆起部在所述凸缘的背离所述胶囊盖的一侧上的所述竖直延伸长度非常特别优选地小于所述密封卷边的所述竖直延伸长度,和/或其中所述隆起部在所述凸缘的面向所述胶囊盖的一侧上的所述竖直延伸长度小于在所述凸缘的背向所述胶囊盖的一侧上的所述竖直延伸长度。换句话说,优选地提出,隆起部特别优选地在凸缘的两侧上小于密封卷边。最特别优选地,隆起部被构造成基本上对称并且特别是在其竖直延伸长度方面相对于凸缘对称。替代地,还可能的是,隆起部在凸缘的背离胶囊盖的该上的竖直延伸长度大于密封卷边的竖直延伸长度,和/或其中隆起部在凸缘的面向胶囊盖的一侧上的竖直延伸长度大于在凸缘的背向胶囊盖的一侧上的竖直延伸长度。隆起部最特别优选地以在饮料制备期间不产生密封效果的方式提供。这种类型的隆起部有利地保护用户免受意外伤害,特别是在基底元件由铝制成的情况下。然而,凸缘的外自由端也可具有尖锐构型和/或具有与生产相关的缺陷点,这在由塑料材料制成的单份胶囊中导致对用户造成伤害的风险。这通过提供隆起部(因此有效地凸缘的倒圆外自由端)来特别有利地避免。隆起部特别地通过卷起凸缘周边形成,其中凸缘周边优选地在胶囊基底的方向上向内卷起。
9、根据本发明的优选实施例提出,内肩和外肩被构造成相互对称。特别地,所述肩部具有相同的角度和/或相同的材料厚度。因此,有利地增强了根据本发明的稳定和可靠密封的效果。
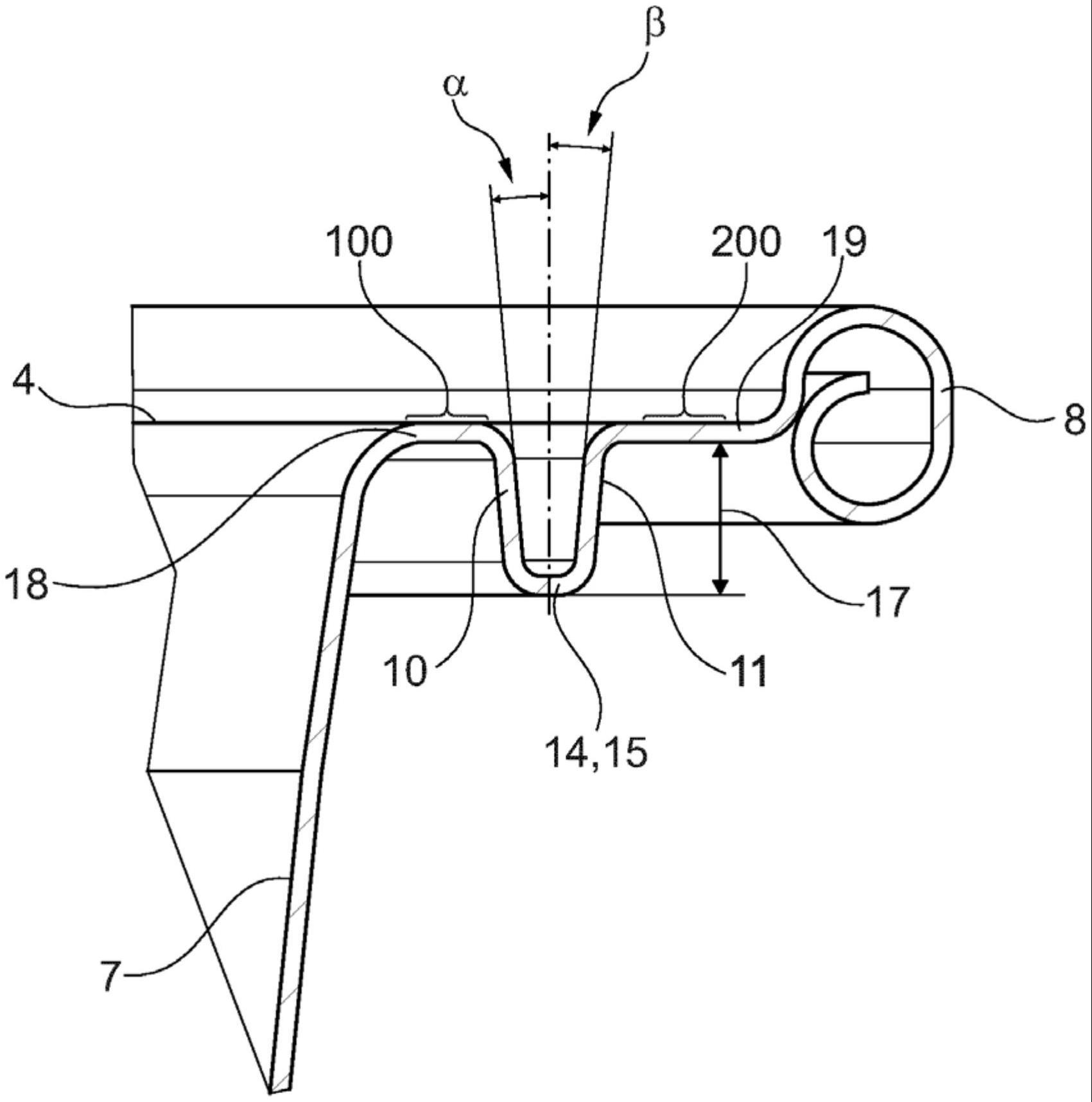
10、根据本发明的优选实施例提出,所述外肩以及所述内肩相对于穿过所述第一凸缘区域并穿过所述第二凸缘区域的水平面以大于80度且小于90度、优选地81度至89度、特别优选地83度至87度、最特别优选地84度至86度、特别地基本上为85度的角度对准。本领域技术人员理解,在本发明的范围中,水平应被理解为特别是关于胶囊的常规布置,其中优选地具有旋转对称构型的胶囊的中心纵向轴线竖直设置,并且第一凸缘区域和/或第二凸缘区域垂直于该胶囊轴线设置。第一凸缘区域和/或第二凸缘区域的水平延伸长度特别优选地与第一紧固面和/或第二紧固面的水平延伸长度一致。已经证明,在这个角度范围内,首先可以减少密封卷边的变形,并且增加密封卷边的刚度,因为角度理想地陡峭,并且密封卷边以这种方式保证了与垂直于第一紧固面和/或第二紧固面(也称为竖直方向,并且因此特别地平行于单份胶囊的中心纵向轴线)作用在密封卷边上的力相关的高水平稳定性,并且另一方面,简单且成本有效地生产单份胶成为可能,因为角度总是比直角更尖锐。在密封卷边的两个肩部、即肩和外肩上成直角的情况下,在单份胶囊的生产期间将单份胶囊从模制或压印工具脱模将显著地更困难。
11、根据本发明的优选实施例提出,密封卷边构造成使得所述密封卷边在闭合冲泡室时仅变形达其分别垂直于第一凸缘区域和/或第二凸缘区域,或垂直于第一紧固面和/或第二紧固面的总高度的至多30%、优选地至多20%、特别优选地至多10%并且最特别优选地至多5%。密封卷边以这种方式特别地构造,以使得所述密封卷边在垂直于第一紧固面和/或第二紧固面以作用在密封卷边上的高达100n的力冲击时仅变形达其垂直于第一紧固面和/或第二紧固面的高度的至多30%、优选地至多20%、特别优选地至多10%、最特别优选地至多5%。
12、根据本发明的优选实施例提出,密封卷边构造成使得所述密封卷边在闭合冲泡室时平行于第一紧固面和/或第二紧固面仅变形到以下程度:所述密封卷边相对于单份胶囊的中心纵向轴线(凸缘围绕其旋转对称设置)的半径仅平行于第一紧固面和/或第二紧固面移位至多10%、优选地至多8%、特别优选地至多5%、最特别优选地至多4%。因此,有利地防止侧向地倾斜的密封卷边对冲泡室元件的卡阻,使得冲泡的单份胶囊始终可再次以简单方式并在无需耗费增大的力的情况下从冲泡室取出。
13、密封卷边因此特别地被构造成刚性且稳定的,以使得密封卷边在受到特别高达100n的力的力冲击的情况下发生减小的变形,所述力垂直于第一紧固面和/或第二紧固面、因此沿着竖直方向、平行于单份胶囊的中心纵向轴线、居中地作用在密封卷边上,所述力特别地以平面方式作用在密封卷边的尖端上或作用在密封卷边的内肩和/或外肩上,或作用在密封卷边的平面过渡平面上。在过程中,密封卷边在其高度方面是可变的,特别地至多30%、优选地至多20%、特别优选地至多10%并且最特别优选地至多5%。还可以设想,仅沿着平行于第一紧固面和/或第二紧固面的方向的减少的侧向位移或变形发生,因此特别是当从同心构造的单份胶囊的中心纵向轴线沿径向方向r观察时如此。再次还提出,密封卷边的尖端(因此密封卷边的过渡区域)从单份胶囊的中心纵向轴线移位或变形达所述密封卷边的总半径的至多10%、优选地至多8%、特别优选地至多5%并且最特别优选地至多4%。从密封卷边的中心出发的半径在此例如可以被认为是总半径。
14、优选地提出,在内肩与外肩之间的角度优选地为5度至15度、特别优选地为8度至12度并且最特别优选地为基本上10度。
15、根据本发明的优选实施例提出,第一紧固面和第二紧固面各自具有基本上水平的延伸长度。第一紧固面和/或第二紧固面的延伸长度特别优选地分别与第一凸缘区域或第二凸缘区域在相应紧固面的区域中的延伸长度一致。这尤其意味着,优选的是,第一紧固面在凸缘的面向胶囊盖的一侧上对应于第一凸缘区域的特别是水平的表面部分和/或第二紧固面在凸缘的面向胶囊盖的一侧上对应于第二凸缘区域的特别是水平的表面部分。由于紧固面的水平延伸长度,因此以特别有利的方式使得借助于扁平超声焊极的密封的常规紧固成为可能。
16、根据本发明的优选实施例提出,基底元件具有优选地恒定但至少在0.05mm和0.3mm之间、优选地在0.08mm和1.8mm之间、特别优选地在0.09mm和1.5mm之间并且最特别优选地基本上为0.11mm的平均材料厚度。基底元件优选地至少在密封卷边、胶囊壁、胶囊基底和/或凸缘、特别地第一凸缘区域和/或第二凸缘区域中具有上述材料厚度。
17、根据本发明的优选实施例提出,所述第一紧固面和所述第二紧固面彼此竖直间隔开,其中所述第一紧固面优选地具有比所述第二紧固面小的距所述胶囊基底的竖直间距。特别优选地,这相应地也适用于第一凸缘区域和第二凸缘区域。以这种方式提供的是单份胶囊,所述单份胶囊的凸缘具有处于不同高度的两个部分,特别是水平部分。这是特别有利的,因为由于生产原因通常无法避免第一凸缘区域与第二凸缘区域之间的最小偏移。对于本领域技术人员来说极其惊奇和出乎意料的是,胶囊盖的可靠紧固在相对于中心纵向轴线处于不同高度的两个区域中也是可能的。特别地,第一凸缘区域的可用的第一紧固面非常小,因此不能期望可靠紧固。替代地,第一凸缘区域和第二凸缘区域处于相同高度。这具有以下优点,即在闭合冲泡室时不会出现密封卷边的间接重新定位或变形,因为第一凸缘区域和第二凸缘区域在竖直方向上相对于彼此变形或重新定位。相反,两个凸缘区域可支撑在冲泡室的闭合元件上,并且因此积聚合适的反作用力以避免密封卷边的任何明显变形。
18、根据本发明的优选实施例提出,紧固面和/或第一凸缘区域与第二凸缘区域之间的竖直间距分别小于凸缘在第一紧固面和/或第二紧固面或者第一凸缘区域和/或第二凸缘区域的区域中的厚度的三倍,优选地小于0.035mm、特别优选地小于0.030mm、特别地至多0.025mm。竖直偏移最特别优选地小于材料厚度的两倍,并且甚至更优选地小于一个材料厚度。在这种情况下,材料厚度特别是基底元件在第一凸缘区域和/或第二凸缘区域的区域中的材料厚度,特别是垂直测量到上述区域中的延伸长度。因此,特别是可以有利的方式使得由于生产原因而在凸缘区域的高度方面存在一定公差,并且仍然确保胶囊盖的可靠且紧密的紧固。
19、根据本发明的优选实施例提出,所述第一紧固面和所述第二紧固面设置成,以使得在所述单份胶囊的所述腔与存在于所述胶囊盖与所述密封卷边之间的腔之间不存在流体连接。这特别意味着,通过第一紧固面将胶囊盖紧固在第一凸缘区域中以流体紧密的方式构造。因此,有利地提供了水密和气密的单份胶囊。
20、根据本发明的优选实施例提出,过渡区域在所述内肩与所述外肩之间延伸,其中所述过渡区域优选地被构造成弯曲的,或具有平行于所述第一凸缘区域和/或所述第二凸缘区域延伸的过渡平面。过渡平面特别地构造成水平的。过渡区域的弯曲构型具有密封卷边获得稳定性的优点,以此方式能够甚至更有效地防止变形。相比之下,过渡区域的平坦构型具有以下优点:密封卷边更平坦并且因此在较小程度上接合到冲泡室的容纳部元件的密封轮廓的凹入部中,使得在闭合冲泡室时在密封卷边上施加较小的力。此外,在平坦的密封卷边的情况下,冲泡室部分被卡阻的风险较低。
21、根据本发明的优选实施例提出,所述过渡区域在径向方向上具有0.05mm至0.20mm、优选地0.07mm至0.17mm、特别优选地0.10mm至0.14mm、特别是0.12mm的延伸长度。这特别意味着环绕密封卷边的径向截面中的过渡区域具有成直线的连接区域,所述连接区域的宽度在0.05mm至0.20mm之间、优选地为0.07mm至0.17mm、特别优选地为0.10mm至0.14mm mm并且特别地为0.12mm。
22、根据本发明的优选实施例提出,单份胶囊在从外肩到第二凸缘区域的过渡中和/或在从内肩到第一凸缘区域的过渡中具有0.03mm至0.20mm、优选地0.06mm至0.15mm并且特别优选地0.09mm至0.13mm、特别地为0.11mm的半径。密封卷边的上述优选尺寸导致密封卷边具有足够的稳定性,使得在闭合冲泡室和/或在冲泡室中冲泡胶囊时密封卷边不发生变形。
23、在环绕密封卷边的径向截面中,内肩以及外肩各自优选地具有在凸缘与过渡区域之间延伸的成直线的接触区域。术语“在径向截面中”意味着以沿着环绕凸缘轮廓的圆周方向的截面图观察凸缘轮廓。因此,截面图的平面由竖直方向和径向方向限定,如图3至图5所示。
24、根据本发明的优选实施例提出,成直线的接触区域具有0.1mm至1.5mm、优选地0.3mm至1.3mm、特别优选地0.5mm至1.0mm并且最特别优选地0.7mm至0.9mm的长度。在模拟和实验中已经证明,可在所提及长度的成直线的接触区域的情况下实现冲泡室元件的密封轮廓与凸缘之间的最佳密封。换句话说:只要内肩在0.1mm至1.5mm、优选地0.3mm至1.3mm、特别优选地0.5mm至1.0mm并且最特别优选地0.7mm至0.9mm的长度上以平面方式用形状配合和力配合承载在冲泡室元件的密封轮廓的密封突起肩部上就足够,以便实现足够的密封效果(在内肩的区域中),而密封卷边不会由于需要密封轮廓而剧烈变形。
25、根据本发明的优选实施例提出,单份胶囊在从成直线的接触区域到面向胶囊盖的一侧的过渡区域的过渡中具有0.05mm至0.35mm、优选地0.10mm至0.30mm、特别优选地0.21mm的半径。根据本发明的优选实施例提出,单份胶囊在从外肩到面向胶囊盖的一侧的过渡区域的过渡中具有0.05mm至0.35mm、优选地0.10mm至0.30mm、特别优选地0.21mm的半径。根据本发明的优选实施例提出,密封卷边的垂直于密封平面的高度在0.6mm和1.3mm之间、优选地在0.3mm和0.6mm之间并且特别优选地在0.9mm和1.0mm之间。密封卷边的上述优选尺寸导致密封卷边具有足够的稳定性,使得在闭合冲泡室和/或在冲泡室中冲泡胶囊时密封卷边不发生变形。
26、根据本发明的优选实施例提出,单份胶囊在其胶囊壁上特别是在胶囊壁的外侧上具有一个或多个、优选地两个、三个、四个、五个、六个,七个或八个同心环绕的凹槽。在此,凹槽可被构造为向内或向外指向的凹入部和/或凸起。这种类型的凹槽有利地用于加固和/或增强胶囊壁,使得单份胶囊能够承受在饮料制备期间出现的压力。
27、根据本发明的优选实施例提出,单份胶囊在胶囊基底的区域中具有过滤器。过滤器特别优选地包括非编织材料和/或毡材料。过滤器非常特别优选地构造有一个或多个层。过滤器优选地被构造成盘形,特别是圆形。替代地,过滤器被构造成有角的,例如矩形、六角形、八角形或十角形。优选提出,过滤器设置在基底的区域中。最特别优选地,过滤器在胶囊基底的区域中部分地或以环绕方式紧固、特别是密封到胶囊基底和/或胶囊壁和/或密封在胶囊基底与胶囊壁之间的过渡区域中。
28、本发明的另一主题是一种用于制备饮料的系统,所述系统具有饮料制备机器和根据本发明的单份胶囊,其中所述饮料制备机器具有带有第一冲泡室部分和第二冲泡室部分的冲泡单元,其中所述第一冲泡室部分和/或所述第二冲泡室部分能够相对于另一个冲泡室部分在收敛位置和打开位置之间移动,在所述收敛位置中所述第一冲泡室部分和所述第二冲泡室部分形成闭合的冲泡室,在所述打开位置中所述第一冲泡室部分和所述第二冲泡室部分相互间隔开以用于插入或顶出单份胶囊,其中所述第一冲泡室部分包括用于至少部分地容纳所述单份胶囊的容纳部元件,并且所述第二冲泡室部分包括用于所述容纳部元件的闭合元件,其中在闭合位置中,所述单份胶囊的所述凸缘以形状配合和密封方式被容纳在所述容纳部元件的外围区域与所述闭合元件之间。
29、根据本发明的单份胶囊是根据本发明的系统的一部分,这是在单份胶囊的范围中讨论的所有优点和改进也以类似的方式适用于根据本发明的系统的原因,并且适用于本发明的其他主题,反之亦然。
30、根据本发明的优选实施例提出,用于以密封方式与所述密封卷边接合的密封轮廓被构造在所述容纳部元件的所述外围区域中,其中所述密封轮廓包括环绕凹入部和与所述凹入部相邻构造的环绕密封突起,其中所述凹入部在所述径向方向上优选地设置在所述密封突起的外侧,并且其中外密封突起肩部形成所述凹入部的内壁,和/或其中在闭合位置中,所述密封凸起接合在所述第一凸缘区域中并且所述密封卷边接合在所述凹入部中,以使得所述密封凸起肩部与所述内肩共同在径向截面中构造线性接触部。这种类型的冲泡室部分的构型是特别有利的,因为以这种方式实现了系统紧密性方面的改进。特别地,实现的是,潜在侵入水的路径被加长。
31、根据本发明的优选实施例提出,在闭合位置中,密封卷边通过密封轮廓仅变形达所述密封卷边垂直于第一紧固面和/或第二紧固面的高度的至多30%、优选地至多20%、特别优选地至多10%并且最特别优选地至多5%。作用力因此被有利地界定,并且饮料制备机器和/或单份胶囊损坏的风险以这种方式被最小化。
32、根据本发明的优选实施例提出,密封轮廓具有另一个环绕密封突起,其中凹入部在径向方向上设置在密封突起与另一个密封突起之间,其中密封突起被构造成长于另一个密封突起,并且其中,在闭合位置中,另一个密封突起在径向截面中与外肩共同构成点状接触部。由此特别有利地进一步改进紧密性。
33、本发明的另一个主题是一种用于生产根据本发明的单份胶囊的方法,其中在第一步骤中,产生具有胶囊基底的基底元件、环绕凸缘以及在所述胶囊基底与所述环绕凸缘之间延伸的胶囊壁,其中在第二步骤中,密封卷边模制在所述凸缘中,其中在第三步骤中,所述基底元件的腔至少填充有饮料原料,其中在第四步骤中,所述基底元件用胶囊盖闭合,其中所述胶囊盖沿着第一紧固面和沿着第二紧固面紧固、特别是密封到所述凸缘。根据本发明的方法有利地提供了提供在根据本发明的单份胶囊的范围中提及的所有优点的单份胶囊。
34、在根据本发明的方法的范围中讨论的优点和改进也以类似的方式应用于本发明的其他主题,反之亦然。
35、根据本发明的方法的优选实施例提出,其中在所述第一子步骤中,借助于紧固装置、特别是热密封工具,紧固、特别是密封沿着所述第二紧固面发生,并且其中在所述第二子步骤中,借助于紧固装置、特别是热密封工具,紧固、特别是密封沿着所述第一紧固面并且优选地所述第二紧固面发生。本领域技术人员理解,紧固始终发生在整个环绕紧固面上,以便实现所需的紧密性。第一子步骤特别地对应于预密封。在范围中预密封意味着发生第一紧固,其与第二子步骤的紧固相比例如不那么牢固,因此例如使用更小的力和/或在更短的时间内发生。第一子步骤和第二子步骤的紧固装置优选地是至少部分相同的。在此,部分相同被理解为意味着紧固装置的单独元件被更换,例如在热密封工具的情况下更换超声焊极和/或容纳部元件。替代地,在第一子步骤中使用第一紧固装置,特别是第一热密封工具,并且在第二子步骤中使用第二紧固装置,特别是第二热密封工具。
36、第一子步骤中的紧固优选在160℃和260℃之间、特别优选地在190℃和230℃之间并且特别地为210℃的密封温度下发生。第一子步骤中的紧固优选在200ms和300ms之间、特别优选地在230ms和270ms之间并且特别地250ms的密封时间下发生。第一子步骤中的紧固优选在250n和350n之间、特别优选地在280n和320n之间并且特别地为300n的密封力下发生。
37、第二子步骤中的紧固优选在160℃和260℃之间、特别优选地在190℃和230℃之间并且特别地为210℃的密封温度下发生。第二子步骤中的紧固优选在300ms和600ms之间、特别优选地在400ms和500ms之间并且特别地450ms的密封时间下发生。第二子步骤中的紧固优选在700n和1100n之间、特别优选地在850n和950n之间并且特别地为900n的密封力下发生。
38、根据本发明的方法的优选实施例提出,在第四步骤的另外的子步骤中,在所述第一子步骤之前,所述胶囊盖由带坯产生、优选地切割和/或冲压。本领域技术人员理解,当铝箔是用于胶囊盖的材料时,特别是圆形的胶囊盖优选地由铝箔冲压而成。在此,另外的子步骤特别优选地同样由紧固装置特别地在一个道次中执行。例如,胶囊盖由铝箔冲压而成,并且随后通过一个动作密封到基底元件。替代地,胶囊盖,特别是作为圆形坯,被供应给紧固装置。单份胶囊的生产得到简化,并且生产时间因此缩短。也有利地避免了潜在的定位错误。
39、根据本发明的方法的优选实施例提出,所述第一步骤包括第一子步骤、第二子步骤以及优选地第三子步骤,在所述第一子步骤中,由带坯产生、特别地冲压基本形状,其中在所述第二子步骤中,产生预成型坯,以使得所述基底元件由所述基本形状形成,其中在所述第三子步骤中,由所述凸缘的外自由端形成、特别地卷起和/或翻折隆起部。第二子步骤优选地通过模具进行。
40、在另外的子步骤中,环绕同心凹槽优选地至少在外侧上模制在胶囊壁中。
41、根据本发明的方法的优选实施例提出,第三步骤在改变的气氛中进行,和/或特别地将氮气层从饮料原料施加到床,以使得在第四步骤之后,单份胶囊中不存在氧气。
42、根据本发明的方法的优选实施例提出,在发生在所述第一步骤之后并且在所述第三步骤之前的第五步骤中,过滤器被结合到所述腔中并且优选地紧固到所述基底元件、特别地紧固在所述胶囊基底的区域中。过滤器特别优选地包括非编织材料和/或毡材料。过滤器最特别优选地构造有一个或多个层。过滤器优选地被构造成盘形,特别是圆形。替代地,过滤器被构造成有角的,例如矩形、六角形、八角形或十角形。优选提出,过滤器设置在基底的区域中。过滤器最特别优选地在胶囊基底的区域中部分地或以环绕方式紧固(特别地密封)在胶囊基底和/或胶囊壁和/或紧固在胶囊基底与胶囊壁之间的过渡区域中。特别优选地,过滤器通过工具被切割,移动到腔中并且在一个道次中紧固,特别是密封。
43、本发明的另一个主题是一种用于用胶囊盖闭合单份胶囊以用于生产根据本发明的单份胶囊的热密封站,其具有至少一个第一热密封工具,其中所述第一热密封工具被构造成沿着所述第二紧固面将所述胶囊盖密封到所述凸缘,并且其中所述第一热密封工具或第二热密封工具被构造成沿着所述第一紧固面并且优选地所述第二紧固面将所述胶囊盖密封到所述凸缘。本领域技术人员理解,第一密封和第二密封可使用相同的热密封工具,即第一热密封工具进行,或者两种密封过程可通过至少两种不同的热密封工具,即至少第一热密封工具和第二热密封工具进行。在此,第一密封过程特别地对应于预密封,而第二密封过程对应于实现期望的最终紧密性的后密封或初级密封。由于根据本发明的热密封站,现在也有利地可以生产根据本发明的单份胶囊,其中胶囊盖密封在第一凸缘区域以及第二凸缘区域中。通过分成两个步骤,对于第一凸缘区域和第二凸缘区域处于不同高度的情况,胶囊盖沿着第一紧固面和第二紧固面的密封也特别有利地成为可能。以这种方式,特别是在第一步骤中预先固定胶囊盖。
44、在根据本发明的热密封站的范围中讨论的优点和改进也以类似的方式应用于本发明的其他主题,反之亦然。
45、根据本发明的热密封站的优选实施例提出,所述第一热密封工具和/或所述第二热密封工具各自包括至少一个超声焊极和至少一个容纳部元件,其中所述容纳部元件具有用于容纳所述单份胶囊的开放腔,其中所述容纳部元件还具有至少一个反向保持装置,其中所述反向保持装置在所述凸缘的背离所述胶囊盖的一侧上,特别是在所述第一紧固面和/或所述第二紧固面的区域中,被构造成为由所述超声焊极施加的力提供反作用力。超声焊极通常是扁平元件。为了在不同高度的凸缘区域中也实现可靠的密封,重要的是,反向保持装置在凸缘下侧,即在背离胶囊盖的一侧上的提供反作用力以抵抗由超声焊极施加的力。热密封站特别优选地包括第一热密封工具和第二热密封工具,其中第一热密封工具和第二热密封工具的容纳部元件在第二紧固面的区域中以及在第一紧固面的区域中具有反向保持装置。替代地,第一热密封工具的容纳部元件在第二紧固面的区域中仅具有一个反向保持装置。本领域技术人员理解,此处容纳部元件不同于根据本发明的系统的饮料制备机器的容纳部元件,但是两个容纳部元件优选地在构造和功能方面相似。两者都优选地具有用于至少部分地容纳单份胶囊或基底元件的腔。容纳部元件的区别尤其在于饮料制备机器的容纳部元件具有如上所述的密封轮廓,而热密封工具的容纳部元件优选地仅在第一紧固面和/或第二紧固面的区域中具有反向保持装置,但特别地不与密封卷边接触。通过反向保持装置特别有利地保证了两个紧固面中的安全且可靠的密封。
46、根据本发明的热密封站的优选实施例提出,所述容纳部元件在所述第一紧固面的区域中具有至少一个反向保持装置,其中所述反向保持装置的上表面被设置成比所述第一热密封工具和/或所述第二热密封工具的所述反向保持装置在所述第二紧固面的区域中的上表面高至少0.05mm、优选地至少0.10m、特别地至少0.15mm。在此范围中,更高特别是指在竖直方向上更大的延伸长度。反向保持装置特别优选地是柱塞。申请人出人意料地通过实验确定,通过反向保持装置在两个紧固面的区域中具有不同的高度并且特别是在第一紧固面的区域中具有更大的高度,实现了特别积极的热密封质量。本领域技术人员理解,上述数值尤其适用于第一凸缘区域和第二凸缘区域相对于中心纵向轴线设置在相同高度的情况。在预定偏移的情况下必须相应地调整数值。
47、根据本发明的热密封站的优选实施例提出,第一热密封工具和/或第二热密封工具的超声焊极具有在34mm和36mm之间、特别优选地在34.4mm和35.2mm之间并且特别地为34.8mm的直径。因此可以进行可靠的高质量密封,例如,隆起部不会与超声焊极接触。
48、根据本发明的热密封站的优选实施例提出,第一热密封工具和/或第二热密封工具的超声焊极具有特别居中设置的散热装置。散热装置特别优选地至少部分地由陶瓷材料制成。大量的热量被传递到单份胶囊,特别是在根据本发明提供的两级密封中。这一方面会损坏胶囊盖,另一方面会损害饮料原料。通过例如以陶瓷插入件的形式设置这种散热装置,特别有利地避免了热量的过度影响。散热装置最特别优选地具有至少25mm、还更优选地至少28mm或至少30mm的直径。
49、本发明的另一主题是一种用于特别地通过根据本发明的方法生产根据本发明的单份胶囊的设备,其具有用于形成基底元件的成型站、用于用至少一种饮料原料填充所述基底元件的腔的填充站,以及用于用胶囊盖闭合所述基底元件的闭合站,其中所述闭合站是根据本发明的热密封站。
50、适用于本发明的该主题的解释也适用于本发明的其他主题,反之亦然。
51、本发明的另外的细节、特征和优点从附图以及从借助于附图对优选实施例的描述中得出。附图仅示出本发明的示例性实施例,其不限制本发明的基本概念。
- 还没有人留言评论。精彩留言会获得点赞!