上料装置和搬运设备的制作方法
本发明涉及电池,特别涉及一种上料装置和搬运设备。
背景技术:
1、锂电池的制作工艺前段工序中涉及到轴极片的取料、转运、上料,锂电池生产前段工序中会产生石墨灰尘,如果不做好生产人员防护,会危害人员健康。随着近些年智能制造的快速发展,对轴极片搬运提出了无人化的要求。
技术实现思路
1、本发明为了实现无人化自动搬运目标上料件,一方面提供了一种上料装置。
2、本发明的上料装置包括:
3、基座;
4、料轴,所述料轴相对地设置在所述基座上,并且被构造为用于套装目标上料件;
5、对接调整机构,所述对接调整机构被构造为用于推动所述料轴沿y轴方向运动至与机台轴对接,所述y轴方向是指所述料轴的轴向;
6、对中调整机构,所述对中调整机构被构造为用于推动所述料轴沿垂直于y轴方向运动至与所述机台轴对中;
7、推料机构,所述推料机构被构造为用于将所述料轴上的目标上料件推入机台轴。
8、本发明的上料装置的一个实施例中,所述上料装置还包括:
9、检测元件,所述检测元件被配置为用于检测所述料轴和所述机台轴是否对中;
10、基于所述检测元件检测到的所述料轴和所述机台轴位于对中状态时,所述对接调整机构推动所述料轴运动至与所述机台轴对接,并且所述推料机构将所述料轴上的目标上料件推入所述机台轴。
11、本发明的上料装置的一个实施例中,所述对接调整机构包括:
12、y轴活动件,所述y轴活动件受控于所述y轴驱动机构相对于所述基座沿y轴方向运动,所述料轴相对地设置在所述y轴活动件上。
13、本发明的上料装置的一个实施例中,所述对接驱动机构包括:
14、y轴电机,所述y轴电机设置在所述基座上;
15、y轴传动机构,所述y轴传动机构被配置为用于将所述y轴电机的旋转运动转化为直线运动推动所述y轴活动件沿y轴方向运动。
16、本发明的上料装置的一个实施例中,所述对接驱动机构还包括y轴导向机构,所述y轴导向机构被配置成用于引导所述y轴活动件沿y轴运动。
17、本发明的上料装置的一个实施例中,所述对中调整机构包括:
18、x轴活动件,所述x轴活动件设置在所述y轴活动件上,并且所述x轴活动件受控于x轴驱动机构沿x轴方向运动,所述料轴相对地设置在所述x轴活动件上。
19、本发明的上料装置的一个实施例中,所述x轴驱动机构包括:
20、x轴电机,所述x轴电机设置在所述y轴活动件上;
21、x轴传动机构,所述x轴传动机构被配置为用于将所述x轴电机的旋转运动转化为直线运动推动所述x轴活动件沿x轴运动。
22、本发明的上料装置的一个实施例中,所述对中调整机构还包括x轴导向机构,所述x轴导向机构被配置成用于引导所述x轴活动件沿x轴运动。
23、本发明的上料装置的一个实施例中,所述对中调整机构还包括:
24、z轴活动件,所述z轴活动件设置在所述x轴活动件上,并且所述z轴活动件受控于z轴驱动机构沿z轴方向运动,所述料轴设置在所述z轴活动件上。
25、本发明的上料装置的一个实施例中,所述z轴驱动机构包括:
26、z轴电机,所述z轴电机设置在所述x轴活动件上;
27、z轴传动机构,所述z轴传动机构被配置为用于将所述z轴电机的旋转运动转化为直线运动推动所述z轴活动件沿z轴运动。
28、本发明的上料装置的一个实施例中,所述对中调整机构还包括z轴导向机构,所述z轴导向机构被配置成用于引导所述z轴活动件沿z轴运动。
29、本发明的上料装置的一个实施例中,所述推料机构包括:
30、推料件,所述推料件设置在所述z轴活动件上,并且被构造为受控于推料驱动机构用于将所述料轴上的目标上料件推入机台轴。
31、本发明的上料装置的一个实施例中,所述推料驱动机构包括:
32、推料电机,所述推杆电机设置在所述z轴活动件上;
33、推料传动机构,所述推料传动机构被配置为用于将所述推料电机的旋转运动转化为直线运动推动所述推料件运动。
34、本发明的上料装置的一个实施例中,所述推料机构包括:
35、推料件,所述推料件设置在所述基座上,并且被构造为受控于推料驱动机构用于将所述料轴上的目标上料件推入机台轴。
36、本发明的上料装置的一个实施例中,所述检测元件为视角传感器,所述视觉传感器被配置成用于采集设置在所述机台轴上的对中基准图形,并且传输至上料装置的处理器中;
37、所述处理器被配置成用于比较所述视觉传感器采集到的对中基准图形,且与标定对中基准图形比较,根据比较结果所述对中调整机构调整所述料轴相对于所述机台轴垂直于y轴方向运动直至所述料轴和所述机台轴对中。
38、本发明的上料装置的一个实施例中,所述检测元件被配置成用于采集对中基准图形,并且传输至上料装置的处理器中;
39、所述处理器被配置为用于将所述对中基准图形与标定对中基准图形进行比较,得到在x轴方向的第一距离,并控制对中调整机构驱动料轴沿x轴方向运动第一距离;
40、所述处理器还被配置为用于将所述对中基准图形和标定对中基准图形进行比较,得到在z轴方向的第二距离,并控制对中调整机构驱动料轴沿z轴方向运动第二距离。
41、本发明的上料装置的一个实施例中,所述目标上料件为轴极片。
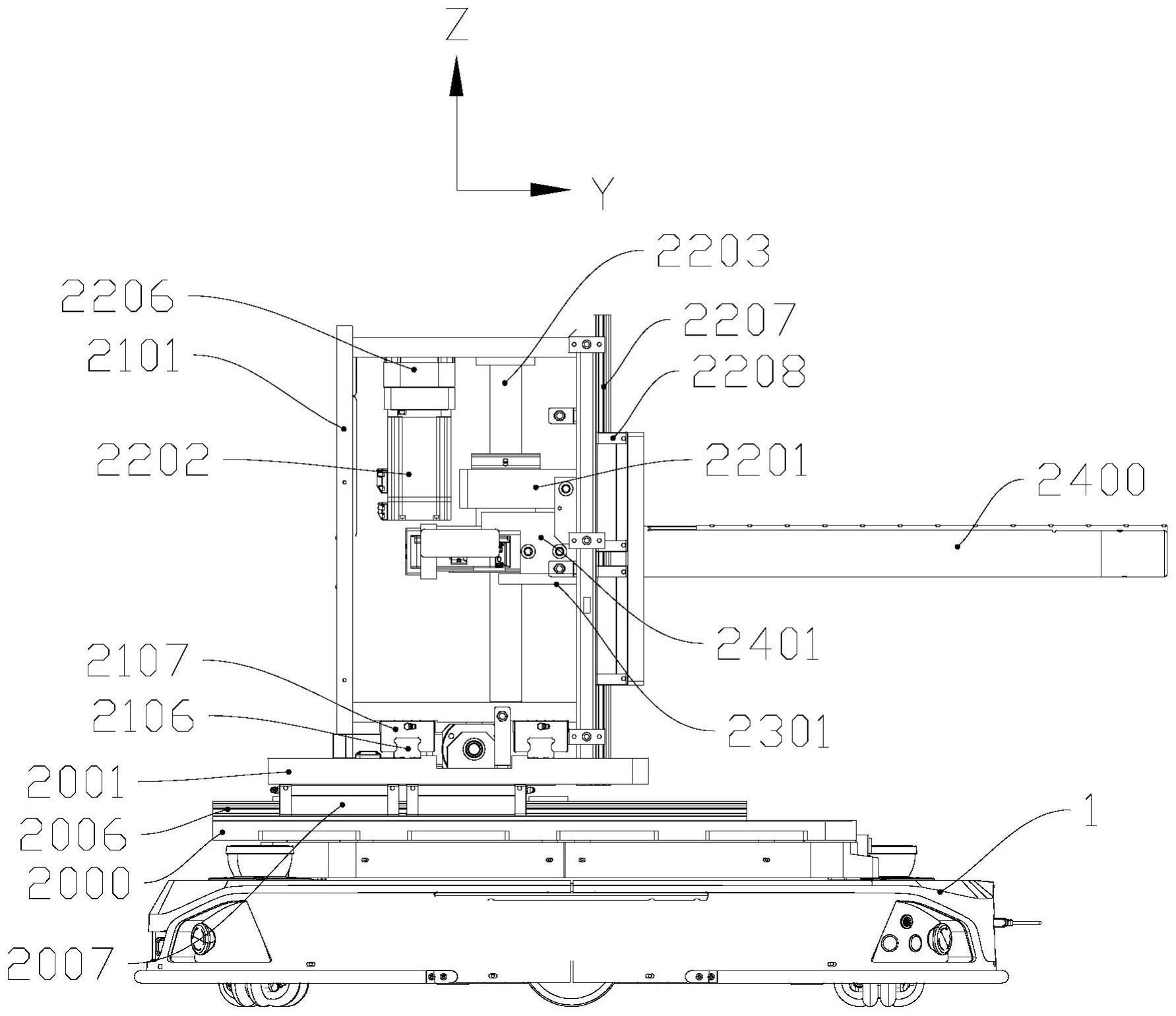
42、第二方面,本发明提供了一种搬运设备,所述搬运设备包括搬运车以及如上所述的上料装置,所述基座设置在所述搬运车上。
43、本发明的上料装置包括基座、料轴、对接调整机构、对中调整机构和推料机构。其中,料轴相对地设置在基座上,并且被构造为用于套装目标上料件;对接调整机构被构造为用于推动料轴沿y轴方向运动至与机台轴对接,y轴方向是指料轴的轴向;对中调整机构被构造为用于推动料轴沿垂直于y轴方向运动至与机台轴对中;推料机构被构造为用于将料轴上的目标上料件推入机台轴上。
44、需要说明的是,“对中”是指料轴和机台轴两者的中心线(轴线)共线,“对接”是指料轴和机台轴两者的轴端面相抵。
45、上料装置达到机台轴处并且能保证料轴和机台轴两者的轴线基本保持平行,如果料轴和机台轴对中,则对接调整机构驱动料轴相对于基座沿y轴方向运动至料轴和机台轴两者对接,最后推料机构推动料轴上的目标上料件直至将轴极片推入机台轴上,完成目标上料件的上料过程。如果料轴和机台轴没有对中时,对中调整机构调整料轴和机台轴的相对位置直至料轴和机台轴对中,然后重复上述步骤完成目标上料件的上料。
46、可以理解,该上料装置能自动完成目标上料件的上料过程,省去了人工上料成本,还能避免人工上料时因操作不慎造成目标上料件意外跌落造成产品损坏或人员受伤的问题,可以提高目标上料件上料的安全性和可靠性。
技术特征:
1.一种上料装置,其特征在于,包括:
2.根据权利要求1所述的上料装置,其特征在于,所述上料装置还包括:
3.根据权利要求2所述的上料装置,其特征在于,所述对接调整机构包括:
4.根据权利要求3所述的上料装置,其特征在于,所述对接驱动机构包括:
5.根据权利要求3所述的上料装置,其特征在于,所述对接驱动机构还包括y轴导向机构,所述y轴导向机构被配置成用于引导所述y轴活动件(2001)沿y轴运动。
6.根据权利要求3所述的上料装置,其特征在于,所述对中调整机构包括:
7.根据权利要求6所述的上料装置,其特征在于,所述x轴驱动机构包括:
8.根据权利要求6所述的上料装置,其特征在于,所述对中调整机构还包括x轴导向机构,所述x轴导向机构被配置成用于引导所述x轴活动件(2101)沿x轴运动。
9.根据权利要求6所述的上料装置,其特征在于,所述对中调整机构还包括:
10.根据权利要求9所述的上料装置,其特征在于,所述z轴驱动机构包括:
11.根据权利要求9所述的上料装置,其特征在于,所述对中调整机构还包括z轴导向机构,所述z轴导向机构被配置成用于引导所述z轴活动件(2201)沿z轴运动。
12.根据权利要求9所述的上料装置,其特征在于,所述推料机构包括:
13.根据权利要求12所述的上料装置,其特征在于,所述推料驱动机构包括:
14.根据权利要求1至13任一项所述的上料装置,其特征在于,所述推料机构包括:
15.根据权利要求2至13任一项所述的上料装置,其特征在于,所述检测元件(2500)为视角传感器,所述视觉传感器被配置成用于采集设置在所述机台轴上的对中基准图形,并且传输至上料装置的处理器中;
16.根据权利要求2至13任一项所述的上料装置,其特征在于,所述检测元件被配置成用于采集对中基准图形,并且传输至上料装置的处理器中;
17.根据权利要求1至13任一项所述的上料装置,其特征在于,所述目标上料件为轴极片(3)。
18.一种搬运设备,其特征在于,所述搬运设备包括搬运车(1)以及如权利要求1至17任一项所述的上料装置,所述基座(2000)设置在所述搬运车(1)上。
技术总结
本发明公开了一种上料装置和搬运设备,该装置包括基座,料轴相对地设置在基座上,并且被构造为用于套装轴极片;对接调整机构被构造为用于推动料轴沿Y轴方向运动至与机台轴对接,Y轴方向是指料轴的轴向;对中调整机构被构造为用于推动料轴沿垂直于Y轴方向运动至与机台轴对中;推料机构被构造为用于将料轴上的目标上料件推入机台轴上。该装置能自动完成目标上料件的上料过程,省去了人工上料成本,还能避免人工上料时因操作不慎造成目标上料件意外跌落造成产品损坏或人员受伤的问题,可以提高目标上料件上料的安全性和可靠性。
技术研发人员:王伟
受保护的技术使用者:北京极智嘉科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!