用于在多个扁平物体的一面或两面上印刷的装置和方法与流程
1.本发明公开了一种用于在扁平物体的一面或两面上印刷的装置和方法。在说明书以及附图和权利要求中定义了该装置和方法的各方面。扁平物体尤其被理解为尤其是用于识别目的而要被个性化或以其它方式处理的纸卡或塑料卡,例如诸如信用卡和银行卡之类的金融卡、身份卡、驾驶执照、礼品卡等。
背景技术:
2.印刷,尤其是个性化这种尤其是卡片的扁平物体,通常在两面(正面和背面)上进行。然而,在一面上印刷的卡片也经常是必需的。例如从ep3130646b1中已知具有单程式印刷工艺的按需喷墨-dod-喷墨印刷机的贴标签系统。这种单程式印刷机在待印刷的扁平物体的输送方向上具有多个印刷头。每个连接到墨水容器的印刷头具有多个印刷喷嘴以印刷特定的颜色(青色、品红色、白色、黑色等)。每个印刷头横向于输送方向在扁平物体的整个宽度上延伸。在这种印刷系统中,由于缺乏相应的精细且复杂的机械结构和控制,扁平物体不能在印刷头下停止和转动。印刷系统部件(印刷机、油墨干燥站等)的成本很高。对于中小生产量,双/多印刷路径是不经济的。对于两个这样的标记系统,其中一个标记系统布置在另一个标记系统的后面以用于这样的扁平物体的前部和后部,需要一种并非总是可用的制造设备的结构长度/占用空间。此外,用于此的成本在经济上并不总是合理的。
3.de202003160086u1涉及一种卡片处理系统,包括卡片处理路径,沿卡片处理路径设置的卡片印刷机构,卡片印刷机构包括卡片可沿其向下游方向移动的主卡片移动路径,在主卡片移动路径上的印刷站,在主卡片移动路径上的印刷站在主卡片移动路径上的卡片的表面上执行印刷操作,卡片返回移动路径,已经通过印刷站的卡片可沿每个卡片返回移动路径从主卡片移动路径偏转并返回到主卡片移动路径的位于印刷站上游的位置处再次通过印刷站。
4.在那里描述的沿着主卡片移动路径将每张卡片进给到印刷站,然后经由卡片返回移动路径将每张要在两面单独印刷的卡片返回到印刷站的前面的方法具有一些缺点。
5.在上述现有技术中,与沿着卡片返回路径在两面上待印刷的各个卡片的速度相关的卡片返回路径的长度以及(对于在一面和两面上待印刷的卡片)它们在返回路径上的数量影响在印刷站的输出处卡片的顺序。另外,单张卡片在沿着主卡片移动路径的多个工位的每一个中的停留时间影响印刷过程,使得卡片在印刷工位的输出端处的顺序更难确定。
6.当传送单张卡片时存在另一个缺点。特别是如果在生产线上组合了几个个性化过程(例如集成电路的电子编码/个性化或通过激光标记的光学个性化)。通常,这些过程具有相当独特的且大部分不同的应用相关的处理时间。在没有卡缓冲器功能的连续单卡传送的情况下,来自各个处理的不同循环时间难以补偿,并且不能协调地适应于有效生产。
技术实现要素:
7.为了避免这些缺点,本文公开了一种用于在扁平物体的一面或两面上进行印刷的
装置和方法。所提出的解决方案对于中小批量(1000-0.3000)是特别有利的。
8.本文所述类型的物体包括安全或身份证件,例如通行证、身份证、驾驶证、身份证、信用卡、银行卡、现金卡、标签、通行证等。
9.本文所提出的用作安全或身份证件的类型的证件通常以其原始形式,即不含个性化数据,而被集中生产,然后被非中心地个性化,例如在注册局、公共机关或在授权发行此类证件的公司发行这样的证件。在个性化期间,将单独识别安全或身份证件的相应持有者的个性化数据(例如,持有者的姓名和地址、出生日期、出生地点、持有者的照片、持有者的生物数据等)以及证件的发行日期和有效期以文本、数字和/或图像数据的形式结合入安全或身份证件中。该文本、数字和/或图像数据至少部分地可由观察者直接读取。至少对于将个性化数据应用于物体来说,而且对于它们的原始设计来说,本文提出的解决方案是预期的并且可以被使用。
10.本文提出的用于在扁平物体的一面或两面上印刷的装置包括:用于扁平物体的环形输送路径,所述输送路径布置成沿着输送路径的第一区段单独地输送所述物体,并且沿着输送路径的第二区段输送包括多个物体的(部分)堆垛;输入输送机,其适于在印刷机的上游单独地将待印刷物体输入到所述输送路径的所述第一区段中;印刷机,其沿着所述输送路径的所述第一区段设置并适于在通过所述第一区段单独地进给到所述印刷机的所述物体的面对所述印刷机的一面上印刷;第一排出输送机,其布置和控制为在所述印刷机的下游将待在两面上印刷的物体从所述第一区段朝向所述第二区段一个接一个地排出;用于所述物体的第一收集器,所述第一收集器布置在所述第一排出输送机的下游在所述第二区段处,并且布置成将从所述第一排出输送机排出的物体收集成堆垛;用于来自所述第一收集器的物体的(部分)堆垛的堆垛输送机,所述堆垛输送机布置成和适于沿着所述第二区段输送物体的(部分)堆垛;布置在所述第二区段处的第二收集器,所述第二收集器适于接收由所述堆垛输送机沿着所述第二区段传送的至少一个(部分)堆垛,并将其物体在所述印刷机的上游单独地供给到所述第一区段中。
11.在所提出的解决方案的一个变型中,设置了第二排出输送机,其布置成在印刷机下游单独地从环形输送路径排出物体。
12.所提出的解决方案特别适合于中小产量。待贴标签的物体首先被收集成物体的堆垛,然后被成批次地运输以再次被单独地印刷/个性化。较大的生产订单还可以在逻辑上和物理上被分成部分堆垛。通过这种堆垛形成,这种堆垛内的物体的第一面首先被个性化。然后,包括至少两个或更多个证件的这种堆垛或部分堆垛再次作为整体被供给到印刷部分,以便个性化物体的另一面(其他多个面)。
13.在所述装置的一个变型中,所述第一收集器布置成一旦达到所述第一堆垛或(部分)堆垛的被限定的高度,就一次排出一个(部分)堆垛以由所述堆输送机拾取,这种(部分)堆垛在高度上至少是所述扁平物体中的两个或更多。
14.在装置的一个变型中,输送路径的第一区段包括循环或带式输送机。在所述装置的一个变型中,所述输送路径的第二区段包括臂或龙门机器人,或轨道输送机。
15.在装置的一个变型中,堆垛输送机设置和布置成在第一收集器和第二收集器之间以如下方式翻转物体的(部分)堆垛,即在每种情况下,被输送到印刷机的物体的未印刷面在离开第二收集器之后面向印刷机以进行印刷。
16.在所述装置的一个变型中,所述第二收集器设置和布置成排出所述(部分)堆垛的各个物体并在该过程中翻转它们,使得在每种情况下,被供给到所述印刷机的所述物体的未印刷面在离开所述第二收集器之后面向所述印刷机以进行印刷。
17.替代地,在印刷机的上游侧,在第一区段上的用于预处理物体的工位之前,存在用于将各个物体翻转180度的翻转工位。这意味着来自第二收集器的物体不必由堆垛输送机或第二收集器翻转。这允许堆垛输送机和/或第二收集器的更简单的设计。
18.在该装置的一个变型中,输送路径的第一区段布置成以一每单位时间的工件数量连续地运输物体,该每单位时间的工件数量至少是入口输送机以其连续地或间歇地输送物体的每单位时间的工件数量的两倍。在该装置的变型中,缓冲存储器设置在输入传送带和输送路径的第一区段之间,并且布置成将由输入输送机输入输送路径的第一区段的物体作为多个物体的连续组输入,其中连续组被间隔开。在所述装置的一个变型中,所述物体作为单独间隔开的物体输入。在这种情况下,物体可以以倒置的方式输入到第一区段。
19.在所述装置的一个变型中,所述输送路径的所述第一区段布置成将所述物体在印刷机的上游进给到清洁工位和/或输入检查工位,和/或将所述物体在印刷机的下游进给到干燥工位和/或输出检查工位。
20.在所述装置的一个变型中,所述堆垛输送机包括夹持器,所述夹持器配置和布置成夹持和移除所述第一收集器中的所述物体的(部分)堆垛,并且将它们放置和释放在所述第二收集器中。在一个变型中,第一收集器和第二收集器具有仅部分封闭的外壳,并且具有开放的壳表面。特别地,一个侧壁是大开口的。这允许夹持器从第一收集器移除物体的(部分)堆垛/将物体的(部分)堆垛放置到第二收集器中。
21.在所述装置的一个变型中,所述第一收集器和/或所述第二收集器包括间隔件,所述间隔件的间距可以是可调节的,以便形成在高度方向上彼此间隔开的物体的预定高度/数量的部分堆垛。这提供了以下优点,即,在第一收集器中对由第一排出输送机排出的物体的收集和(部分)堆垛到堆输送机的输送可以在时间上重叠。类似地,这适用于排出(部分)堆垛的各个物体以及第二收集器对由堆垛输送机输送的(部分)堆垛的拾取。
22.在所述装置的一个变型中,读/写装置沿着所述输送路径布置并设置为将信息写入到布置在所述物体上的磁条中,写入到嵌入所述物体中的ic(集成电路)中。在所述装置的一个变型中,所述读/写设备设置为单独地对每个物体执行信息的写入或作为集体条目执行信息的写入。
23.在装置的一个变型中,沿着输送路径,在印刷机的上游或下游设置用于层压、冲压和/或压印每个物体的装置。
24.在该装置的一个变型中,该印刷机是单程式喷墨印刷机,其具有多个在待印刷物体的输送方向上串联布置的印刷头,特别是用于紫外线(uv)可固化油墨,并且包括一个或多个容器,每个容器容纳不同颜色的紫外线(uv)可固化油墨。在其它变型中,印刷机是多程式印刷机。
25.在一个变型中,第一收集器具有活塞,该活塞布置和设置成将预期数量的物体从第一收集器排出到堆垛输送机。在一个变型中,所述堆垛输送机设计为容器,在所述容器的侧壁中设置有用于接收位于所述第一收集器中的推动器推入的物体的凹部。
26.在一个变型中,第二收集器布置成接收由堆垛输送机从第一收集器移除并沿着输
送路径的第二区段并输送到第二收集器的(部分)堆垛。在一个变型中,第二收集器和堆垛输送机布置成它们自身相对于彼此以如下方式定位,即通过布置在堆垛输送机中的推动器将物体作为完整的堆垛推出,并且推入第二收集器的两个齿形带之间。在一个变型中,第二收集器设置成通过其从动辊将其两个齿形带移动一个齿距,以便将物体从第二收集器的两个齿形带的最低位置排出到输送路径的第一区段上。
27.本文公开的方法用于特别是利用具有上述特征的装置在扁平物体的一面或两面上印刷,其中-在环形输送路径上,在所述输送路径的第一区段上单独地和在所述输送路径的第二区段上作为物体的(部分)堆垛来输送所述物体;-借助于进给输送机,在印刷机的上游单独地将待印刷的物体进给到所述输送路径的所述第一区段中;-借助于沿所述输送路径的所述第一区段布置的所述印刷机,在面向所述印刷机的一面上印刷被单独进给到所述印刷机的物体;-借助于第一排出输送机,在所述印刷机的下游,从所述输送机路径的第一区段向其第二区段的方向上,将在两面上待印刷的物体单独地排出;-借助于布置在所述第一排出输送机下游的所述输送路径在所述第二区段处第一收集器,将从所述第一排出输送机排出的物体收集成堆垛;-借助于堆垛输送机,沿所述输送路径的所述第二区段输送来自所述第一收集器的所述物体的(部分)堆垛;-借助于布置在所述输送路径的所述第二区段处的第二收集器,拾取由所述堆垛输送机沿所述输送路径的第二区段输送的至少一个(部分)堆垛,并将其物体在所述印刷机的上游单独地进给至所述输送路径的第一区段中。
28.在该方法的一个变型中,第二排出输送机用于在印刷机下游从环形运输路径单独地排出物体。
29.在所述方法的一个变型中,一旦达到第一堆垛或所述(部分)堆垛的被限定的高度,所述(部分)堆垛就通过所述堆输送机从所述第一收集器移除,并沿所述输送路径的所述第二区段输送至布置在所述输送路径的所述第二区段处的第二收集器并沉积在其中。
30.在该方法的另一变型中,一旦达到了第一堆垛或(部分)堆垛的被限定的高度,(部分)堆垛至少部分地包括第一堆垛并且是至少两个或更多个扁平物体的高度,则该(部分)堆垛作为一个整体被输入到在所述环形输送路径的所述第二区段的末端处的第二个收集器中的第二堆垛上。
31.在所述方法的进一步变型中,当所述(部分)堆垛经过所述环形输送路径的所述第二区段时,使所述(部分)堆垛翻转。
32.在所述方法的另一变型中,将印刷其第二面的物体从第二收集器部分排出并输入至第一区段,进给至印刷机并且最终在第一区段的末端处从环形运输路径排出。
33.在所述方法的进一步变型中,所述第二收集器递送所述(部分)堆垛的各个物体并且在该过程中翻转它们,使得在每种情况下,被供给到所述印刷机的所述物体的未印刷面在离开所述第二收集器之后面向所述印刷机以进行印刷。
34.在该方法的另一变型中,输送路径的第一区段以一每单位时间的工件数量连续地
运输物体,该每单位工作时间的工件数量至少是所述入口输送机以其连续地或间歇地输送物体的每单位时间的工件数量的两倍。
35.在所述方法的进一步变型中,在所述入口输送机和所述输送路径的第一区段之间,缓冲存储器将由所述入口输送机输入所述输送路径的第一区段的物体作为多个物体的连续组来运载,其中连续组被间隔开。在所述方法的另一变型中,所述缓冲储存器将所述物体作为单独地间隔开的物体来承载。在这两种变型中,根据缓冲存储器的要求/设计,物体以翻转的或未翻转的形式被输入到第一区段中。
36.替代地或另外地,输送路径的第一区段将物体在印刷机的上游供给至清洁工位和/或输入检查工位,和/或将物体在印刷机的下游供给干燥工位和/或输出检查工位。
37.在所述方法的另一变型中,堆垛输送机的夹持器夹持第一收集器中的物体的(部分)堆垛,并从其移除物体的(部分)堆垛。在第二区段的末端处,夹持器还将物体的(部分)堆垛放置在第二收集器中并且释放(部分)堆垛。
38.在所述方法的进一步变型中,读/写装置沿着所述输送路径将信息写入到布置在所述物体上的磁条中、写入到嵌入到所述物体中的ic中,同时沿着所述输送路径输送所述物体的(部分)堆垛或单独地输送所述物体,所述读/写装置单独地对每个物体执行信息的写入或作为集体条目执行信息的写入。
39.关于进一步的技术背景,参见us7434728、us7398972、us4825054、us5266781、us6783067、us6902107、us6695205、us5943238、us6105493和us2013/0220984。
附图说明
40.其它目的、特征、优点和可能的应用由以下对变型的非限制性示例和相关附图的描述产生。在本文的上下文中,所描述和/或说明的所有特征单独地或以任何组合构成本文所公开的目的,而不管其在权利要求中的分组或其反向关系。基于以下参考附图的描述,可能的变化对于本领域技术人员来说也将变得清楚。因此,图示意性地示出了本文所讨论的装置。
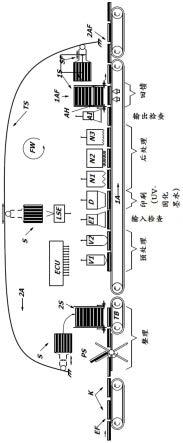
41.图1示意性地示出了用于在多个扁平物体的一面或两面上印刷的装置的变型。
42.图2a-2d示出了第一和第二收集器以及堆垛传送器的变型。
具体实施方式
43.图1示出了用于在扁平物体k的一面或两面上印刷的装置10。在所示的变型中,各个物体k被实现为由塑料制成的身份(id)卡。装置10具有用于扁平物体k的环形输送路径fw。该输送路径fw用于在输送路径fw的第一区段1a上作为各个单独的物体k和在输送路径fw的第二区段2a上作为多个物体k的(部分)堆垛,来输送物体k。然后,沿着输送路径fw输送各个物体k。
44.在这里所示的变型中,输送路径fw的第一区段1a是循环输送机或带式输送机,其中在一个或多个从动和非从动辊上引导一个或多个环形输送带12。在这里所示的变型中,输送路径fw的第二区段2a包括轨道输送机,该轨道输送机运送用于物体k的(部分)堆垛的夹持器,该夹持器能够以受控方式沿着运输轨道ts移动并且将以受控方式被致动。在一个变型中,该夹持器还能够旋转,使得该(部分)堆垛中的物体k的定向旋转180
°
。
45.所述输送路径fw在一个流入侧(图1中的左侧)具有用于物体k的进给输送机ef。进给输送机ef用于将待单独印刷的物体k在印刷机d的上游侧上进给到输送路径fw的第一区段1a中。印刷机d沿着第一区段1a布置,并用于在单独地供给到印刷机d的物体k上印刷。第一排出输送机1af布置在印刷机d的下游,并用于将待在两面上印刷的物体k从输送路径fw的第一区段1a朝向输送路径fw的第二区段2a单独地排出。在未进一步示出的变型中,第一排出输送机1af包括一个或多个同步驱动的输送区段,所述输送区段在物体k的输送方向上一个接一个地布置。
46.第一排出输送机1af与第一收集器1s协作以将物体k作为(部分)堆垛s沿输送路径fw的第二区段2a的方向输送。在这点上,在一个变型中,第一收集器1s构造为与物体k的尺寸相对应的滑槽,第一排出输送机1af逐一地将各个物体k引入滑槽。该第一收集器1s布置在第一排出输送机1af的下游、输送路径fw的第二区段2a处。其用于将由第一排出输送机1af从输送路径fw的第一区段1a单独排出的各个物体k收集在堆垛s中。
47.第一收集器1s还布置成一旦达到第一堆垛或所述(部分)堆垛的被限定的高度,就一次排出一个(部分)堆垛s以由堆垛输送机sf拾取,包括扁平物体k中的至少两个或更多个(例如5个、10个、20个、40个、50个或100个等物体k)的这样的(部分)堆垛是高的。
48.与第一收集器1s协作的堆垛输送机sf用于从第一收集器1s每次移除物体k的一个(部分)堆垛s,并且沿输送路径fw的第二区段2a将堆垛s送出。堆垛输送机sf沿着输送路径fw的第二区段2a将物体k的(部分)堆垛s输送到用于物体k的第二收集器2s。在图1中,堆垛输送机sf在沿着传送轨道ts的中间和右边位置处以虚线示出。
49.第二收集器2s也布置在输送路径fw的第二区段2a处。第二收集器2s用于接收由堆垛输送机sf从第一收集器1s移除并沿着输送路径fw的第二区段2a输送至第二收集器2s的(部分)堆垛s。
50.堆垛输送机sf还用于在沿着所述第二区段2a运输(部分)堆垛s期间,在第一和第二收集器1s、2s之间以这样的方式翻转(部分)堆垛s,即在每种情况下在离开所述第二收集器2s之后被输送至印刷机d的物体k的未印刷面对印刷机以进行印刷。在所述第一收集器1s和所述第二收集器2s之间翻转所述(部分)堆垛s。在图1所示的变型中,这通过作为夹持器的堆垛输送机sf实现,该夹持器携带位于其臂之间的(部分)堆垛s以倒u形的路径从第一收集器行进到第二收集器1s、2s。显然,物体k的定向在该过程中被旋转180
°
,而不需要夹持器的任何主动旋转。
51.如果待在两面上印刷的物体k已经被印刷两次,或者如果在一面上待印刷的物体k已经被印刷一次并且不需要再次印刷或在相反面上印刷,则该物体k借助于第二排出输送机2af从输送路径fw排出。在所示的变型中,第二排出输送机2af设计为带式输送机,其将物体k从环形输送路径fw单独地排出到印刷机d的下游。所述输送路径fw的第一区段1a用于以至少是所述入口输送机ef连续地或循环地输送所述物体k的每单位时间的工件数量(例如2000uph)的两倍的每单位时间的工件数量(例如4000uph)连续地输送所述物体k。缓冲储存器ps可以设置在入口输送机ef和输送路径fw的第一区段1a之间,其用于暂时延迟/同步物体的进入,并将由入口输送机ef进入输送路径fw的第一区段1a的物体k作为多个物体k的连续组来进入。
52.此外,第二收集器2s用于使沿着第二区段2a作为(部分)堆垛s输送的物体k能够在
印刷机d的上游侧上单独地进入到输送路径fw的第一区段1a中。第二收集器2s用于在(可选的)缓冲储存器ps的下游侧将单独的物体k供给到输送路径fw的第一区段1a中。第二收集器2s将分离的物体k带到(可选的)缓冲储存器ps的下游侧、输送路径fw的循环输送传送带tb上,该循环输送传送带tb将物体k进给到输送路径fw的第一区段1a的传送带上,该传送带以大约两倍于upm(units per hour,每小时件数)的速度连续运行。
53.在此,多个物体k的连续组可以以k-k-l-l-k-l-l...或k-k-l-l-l-k-k-l-l...等的方式彼此隔开,其中l代表空的空间,k代表物体k可以以受控的方式从缓冲存储器下游侧的第二收集器2s中放置到其中的空间。或者,如图1所示,单独隔开的物体k可以以k-l-k-l-k-l-l...的方式进入。此外,缓冲存储器ps可以将反转的物体k输入到第一区段1a中,如图1所示。在未进一步示出的变型中,在缓冲存储器ps之前或之后,布置用于翻转物体k的另一工位。因此,即使在缓冲存储器ps翻转所供给的物体的变型中,如果需要,也可以通过翻转物体k两次来维持原始定向。
54.沿着输送路径fw的第一区段1a,在印刷机d的上游侧,设置多个工位,用于准备物体k以进行印刷。在图示的变型中,这些是用于借助于等离子体或电晕处理来增加油墨的附着性的工位v1,用于例如借助于清洁辊清洁待印刷物体k的表面的工位v2。在被引入到印刷机d中之前,借助于成像相机对每个物体k进行输入检查ei。沿着输送路径fw的第一区段1a,在印刷机d的下游侧,设置多个工位,用于物体k的印刷后处理。在印刷机d印刷物体k后,物体k相继地进给到在印刷机d的下游的用于借助于(uv)光照射来进行油墨的预干燥(钉扎)的工位n1,用于将可以与印刷机d印刷的印刷图像重叠的覆盖光泽面施加到物体的至少一部分的工位n2,用于借助于(uv)光照射来固化覆盖物以及油墨(如果需要的话)的工位n3,以及用于借助于成像相机来检查印刷的数据/内容和输出检查的工位ai。
55.在所示的变型中,印刷机d是单程式喷墨印刷机,其具有在待印刷物体k的输送方向上串联布置的多个紫外(uv)可固化油墨印刷头,并且包括一个或多个不同颜色的紫外(uv)可固化油墨的容器。每个与墨水容器相关联的印刷头具有多个印刷喷嘴以印刷特定颜色(青色、品红色、白色、黑色等)。每个印刷头在扁平物体的横向于输送方向的整个宽度上延伸。
56.沿着输送路径fw,在图1中的第二区段2a上,布置了读/写装置lse。其用于将信息写入嵌在物体k上的ic中。在所示的变型中,所述读/写装置lse布置为在堆垛被输送经过所述读/写装置lse时,作为集体条目执行信息的写入。在其它变型中,缺少这种读/写装置lse。
57.在未进一步示出的变型中,沿着所述输送路径fw,在所述印刷机d的上游侧或下游侧上设置用于层压、冲压和/或压印物体k的装置。
58.应当理解,根据装置所需的装备,不是所有的工位或其它工位都可以设置在印刷机d的上游和下游。
59.在单面印刷过程中,以2000upm连续将卡片形式的物体k供给到装置。缓冲存储器ps接收物体k并将它们传送到独立驱动的输入输送机ef。例如,两个物体k以适于印刷过程的速度在连续运行的输入输送机ef上以4000upm彼此靠近地放置。创建了在物体k之间具有间隙的上述模式。图1示出了物体k如何利用间隙单独地从缓冲存储器ps排出,由此,来自第二收集器2s的翻转的物体k以受控的方式被插入到每个间隙中,如下面进一步解释的。
60.接下来的步骤是清洁和检查来到的物体k,随后由印刷机d(这里为单程式印刷机)用uv油墨印刷物体k。在通过印刷机d印刷物体k之后,将物体k相继地进给到印刷机d下游的用于通过(uv)光照射来预干燥(钉扎)油墨的的工位n1、用于施加覆盖光泽面的的工位n2、用于通过(uv)光照射来固化覆盖光泽面以及(如果需要的话)固化油墨的工位n3和用于通过成像相机来检查印刷的数据/内容和输出检查的工位ai。将遮蔽光泽面施加至物体的至少一部分,该部分可以与印刷图像重叠。
61.由输出检查ai检测为nok(坏)的卡被弹出到装置末端的单独的坏盘中,这未进一步示出。
62.对于双面或多面印刷,在印刷和检查一面之后,物体k堆叠在第一收集器1s中。一旦已经达到取决于作业尺寸的堆垛高度,堆垛则由堆垛输送机sf拾取。堆垛输送机sf沿着输送路径fw的第二区段2a将卡片的(部分)堆垛s传送到第二收集器2s。在运输期间,物体k以(部分)堆垛s为单位被翻转,并在最后进入第二收集器2s。从该第二收集器2s,翻转的卡片k在印刷机d的上游侧上被一个接一个地输送到输送路径fw的第一区段1a中。随后,执行上述步骤以便在每个物体的另一侧进行单面印刷。如果不是要印刷的具有两页的物体k,要印刷具有多于两页的证件,例如护照本,则也可以在输送路径的第一区段1a中印刷机d上游侧上设置翻页工位。该翻页工位位于输送路径的第一区段1a中。
63.在一些变型中,第一收集器1s以及的第二收集器2s具有间隔件ah,该间隔件的间隔可以是可调节的,以便形成在高度方向上彼此间隔开的预定高度/数量的物体的部分堆垛。因此,第一收集器1s对由第一排出输送机排出的物体的收集和(部分)堆垛s到堆垛输送机sf的递送可以在时间上重叠。类似地,这适用于(部分)堆垛s的各个物体的递送和第二收集器2s对由堆垛输送机sf输送的(部分)堆垛s的拾取。
64.图2a-2d示出了第一排出输送机的变型1af',其与第一收集器的变型1s'协作以使物体k在输送路径fw的第二区段2a的方向上作为(部分)堆垛s在该路径上移动。因此,在该变型中,第一收集器1s'设计为对应于物体k的尺寸的提升装置。在一个变型中,该提升装置在第一收集器1s布置在图1中的位置处横向布置成紧邻输送路径fw的第一区段1a的输送带,以将物体k带到输送路径fw的第二区段2a上。该升降装置用于将由第一排出输送机1af'单独地从输送路径fw的第一区段1a排出物体k以彼此间隔的方式收集到堆垛s,使得物体k彼此不碰触。这旨在在物体k已经在一面上被印刷之后,防止在物体k中的一个上的还没有完全固化的印刷图像摩擦到相邻物体k的表面上。为了实现这一点,通过未详细示出的推动器单独地横向于输送路径fw的输送方向推出物体k,并且插入到在两个齿形带zr1、zr2之间、提升装置的最低位置处。因此,提升装置的两个齿形带zr1、zr2通过它们的从动辊ar1和ar2移动一个齿距。因此,提升装置的最低位置再次空闲以从输送路径fw的第一区段1a接收下一个物体k。一旦在第一收集器1s'的提升装置中拾取了预期数量的物体k,该数量的物体k就在提升装置中被递送到图2b、2c、2d中所示的堆垛输送机的变体sf',而在传送过程中物体k不会彼此接触。这防止了相邻物体k彼此相互印墨或使它们的印刷图像模糊,或者防止了物体k的已印刷面用墨水弄脏相邻物体k的未印刷面。
65.第一收集器1s'还设置成一旦达到第一堆垛或者所述(部分)堆垛的被限定的高度,则一次排出一个(部分)堆垛s以由堆垛输送机sf'拾取,其为偏平物体k中的至少两个或更多个(例如5、10、20、40、50或100个等物体k)的这样的(部分)堆垛是高的。
66.与第一收集器1s'协作的堆垛输送机sf'用于拾取从第一收集器1s'推出的物体k中的(部分)堆垛s中的其中一个,并且用于沿着输送路径fw的第二区段2a发送它们。
67.在图2a-2d所示的变型中,这通过将堆垛输送机设计成容器来实现,在该容器的侧壁中,设置有与第一收集器1s'的两个齿形带zr1、zr2的齿距相对应的凹部。借助位于第一收集器1s'中的推动器p,将物体k作为堆垛从第一收集器1s'推出并进入堆垛输送机sf'的凹部。
68.然后,堆垛输送机sf'在运输轨道ts处沿着输送路径fw的第二区段2a将物体k的(部分)堆垛s输送至用于物体k的第二收集器2s'(参见图1)。
69.第二收集器2s'也布置在输送路径fw的第二区段2a上。第二收集器2s'用于接收由堆垛输送机sf'从第一收集器1s'移除并沿着输送路径fw的第二区段2a输送至第二收集器2s'的(部分)堆垛s。
70.堆垛输送机sf'还用于在沿着第二区段2a输送(部分)堆垛s期间,以这样的方式(从根据图2b的定向到根据图2c的定向)在所述第一和第二收集器1s'、2s'之间翻转(部分)堆垛s,即,在每种情况下,输送到印刷机d的物体k的未印刷面在离开所述第二收集器2s'之后面向印刷机d以进行印刷。
71.在这种情况下,物体k的定向旋转180
°
(从根据图2b的定向旋转至根据图2c的定向),而不需要堆垛输送机sf'的主动旋转。
72.类似于图2a的(除了滑道p之外的)第一收集器1s'的第二收集器2s'也沿着输送路径fw的第二区段2a布置。第二收集器2s'用于接收由堆垛输送机sf'从第一收集器1s'移除的并沿着输送路径fw的第二区段2a输送到第二收集器2s'的(部分)堆垛s。
73.第二收集器2s'还用于使沿着第二区段2a作为(部分)堆垛s输送的物体k能够在印刷机d的上游侧上单独地进入到输送路径fw的第一区段1a中。第二收集器2s'还用于使物体k能够在(可选的)缓冲储存器ps的下游侧上单独地进入到输送路径fw的第一区段1a中。第二收集器2s'将分离的物体k带到下游侧的(可选的)缓冲存储器ps,到达输送路径fw的循环传送带tb上,该循环传送传送带以大约两倍于输送路径fw的第一区段1a的upm(每小时件数)的速度连续运行,将物体k传送到第一区段1a的传送带上。如图1所示的那样,可以以限定的顺序将来自第二收集器2s'的物体k和来自缓冲存储器ps的物体k排出到传送带tb上。
74.为此,第二收集器2s'和堆垛输送机sf'定位成使得物体k借助于布置在堆垛输送机sf'中推动器作为完整的堆垛被推出,并且被推入第二收集器2s'的下降装置的两个齿形带zr1、zr2之间。为了排出分离的物体k,两个齿形带zr1、zr2借助于它们的从动辊ar1和ar2被向下移动一个齿距。因此,物体k从第二收集器2s'的下降装置的最低位置被递送到输送路径fw的第一区段1a上。总之,这有效地防止了已印刷物体在处理期间彼此接触。这防止了相邻物体k彼此相互印墨或使它们的印刷图像模糊,或者防止了物体k的已印刷面用墨水弄脏相邻物体k的未印刷面。
75.沿着输送路径fw布置读/写装置。其用于将信息写入嵌在物体k上的ic中。在所示的变型中,读/写装置lse设置成为在堆垛被输送经过所述读/写装置lse时,写入作为集体条目的信息。在其它变型中,缺少这种读/写装置lse。在第二收集器2s'的上游,可以安装例如与入口输送机ef相关联的读/写装置lse。在一个变型中,读/写装置lse包括例如围绕旋转轴线(垂直地)旋转的转台的形式的接受器,其中接受器位置布置在转台的圆周方向上,
用于在信息的写入期间接收多个物体k。在其它变型中,读/写装置lse与第二排出装置2af相关联或位于其下游,该第二排出装置在印刷机d的下游侧上将物体k单独地从环形输送路径fw排出。借助于电子控制ecu协调和控制装置的各个工位和功能。
76.上述装置的变型及其构造和操作方面仅旨在提供对结构、操作和特征的更好理解;它们并不将本公开限制于例如所述变体。附图是部分示意性的,其中示出了显著的特征和效果,在一些情况下显著地放大,以示出功能、操作原理、技术变型和特征。在这方面,图或文本中公开的每种操作模式、原理、技术变体和特征可以自由地和任意地与所有权利要求组合,文本和其他图中的每种特征可以与本公开中包含的或由本公开产生的原理、技术变体和特征组合,使得所有可以想到的组合可以被分配给所描述的方法。包括文本中所有单独变体之间的组合,即,说明书、权利要求书中的每个部分,以及文本、权利要求书和附图中不同变体之间的组合。此外,权利要求书并不限制本公开,因此所有公开的特征彼此的可能组合。所有公开的特征也单独地以及与所有其它特征组合地在本文中明确公开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1