一种直线式连续正杯装置的制作方法
1.本发明涉及包装机械领域,具体涉及一种直线式连续正杯装置。
背景技术:
2.诸如奶茶、咖啡等常见的杯装产品,这类产品极度依赖外部包装标识提供的醒目特征,借此便可在销售终端获得更多的视觉性关注。然而,产品在输送线上输送时其摆放角度通常是随机的,原因在于每个工位处操作产品不要求以获得特定摆放角度为目的,另外输送过程中受到碰撞挤压的原因而发生转动,最终导致产品摆放角度不统一。
3.尤其在产品包裹有图文标识的包装后,角度各异的摆放情况就会突显出来,例如包装上最为醒目的图案朝向各异,那样在产品装箱后通过切开纸箱来展示时产品无序的摆放、会给消费者带来负面的印象。
技术实现要素:
4.针对上述现有杯装产品生存技术的缺陷,本发明提供一种直线式连续正杯装置,能够达到以下技术效果:能够调整输送部件上的杯子的摆放角度,使得杯子上的标识能够朝向同一方向,方便后续杯子的有序摆放,提升用户体验。
5.为实现上述目的,本发明提供了如下技术方案:一种直线式连续正杯装置,包括输送部件及正杯部件,带有标识的杯子放置在输送部件上并由输送部件驱动沿直线输送。正杯部件包括升降组件、横移组件及正杯组件,升降组件驱动正杯组件在竖直方向上做直线往复运动,横移组件驱动正杯组件在水平方向上做直线往复运动。正杯组件包括抓杯件、色标传感器及电机ⅰ,抓杯件从输送部件上抓取杯子,电机ⅰ驱动抓杯件绕自身轴线做自转运动,杯子旋转时标识经过色标传感器的识别区,色标传感器识别到标识后控制抓杯件停止自转。
6.本技术方案中,杯子由输送部件驱使沿直线输送,抓杯件在横移组件的驱动下具有在水平方向的横移功能,抓杯件的横移速度、方向与杯子的直线输送速度、方向相匹配,以便抓杯件从输送部件上抓取杯子,抓杯件在升降组件的驱动下具有在竖直方向的升降功能,以便抓杯件抓取杯子后抬升,杯子抬升一定高度离开输送部件后,电机ⅰ驱动抓杯件自转带动杯子旋转,直至杯子上唯一颜色明显的标识被色标传感器识别后停止转动,最后再由升降组件将杯子全部下放到输送部件上继续向前输送,此时所有的杯子上的标识都朝向一个方向、一个角度。本技术方案中正杯部件能够通过抓杯件的旋转配合色标传感器调整输送部件上的杯子的摆放角度,使得杯子上的标识能够朝向同一方向,方便后续杯子的有序摆放,提升用户体验。
7.杯子被抓杯件抓取后由升降组件抬升一定高度后离开输送部件,为了保证杯子抬升后的间隔,防止杯子在旋转时互相发生干涉,该直线式连续正杯装置还包括分隔组件,分隔组件包括挡块、同步带ⅰ及电机ⅱ,同步带ⅰ通过带轮沿水平方向展开形成两端为圆弧状、中间为平直段的环形结构,挡块等间距地分布在同步带ⅰ上,同步带ⅰ上平直段上一侧的挡
块均位于输送部件的上方,电机ⅱ驱动同步带ⅰ运动,从而驱使挡块沿着输送带的输送方向做直线运动,杯子被抓杯件抓取后位于相邻两个挡块之间,保证杯子之间具有足够的距离。
8.至于抓杯件的结构,抓杯件包括气缸、压盖板及两个夹爪,两个夹爪受气缸驱动做伸缩运动,压盖板通过弹簧弹性安装在两个夹爪之间,压盖板受弹簧的弹簧力作用而上下运动。杯子的杯口夹紧在两个夹爪之间,压盖板向下压住杯盖,从而使得杯子被抓杯件抓取后位置稳固,不会轻易发生歪斜。
9.具体地,横移组件包括导轨、滑台、同步带ⅱ、电机ⅲ,同步带ⅱ展开时同样呈两端为圆弧状、中间为平直段,滑台滑动安装在导轨上并固定在同步带ⅱ的平直段,电机ⅲ驱动同步带ⅱ运动,从而驱使滑台沿着导轨在水平方向上做直线往复运动。升降部件包括电机ⅳ、丝杆、丝杆套、载物板、导柱,电机ⅰ、色标传感器均固定在载物板上,抓杯件安装在电机上,电机ⅳ固定在滑台上,丝杠与电机ⅳ连接,丝杆套啮合在丝杠上,载物板与丝杆套连接,导柱固定在载物板上,导柱与滑台滑动连接,电机ⅳ驱动丝杠套在丝杠上升降,从而驱使载物板相对滑台在竖直方向上做直线往复运动。由于正杯组件固定在载物板上,载物板相对滑台能够升降,而载物板又能跟随滑台沿着导轨横移,所以正杯组件拥有升降、横移两个方向上的运动能力,使得抓杯件能够配合杯子的工位完成横移、升降等一系列位移。
10.输送部件包括输送带及设置在输送带上的载具,载具上设有模盒,模盒是为了用于放置杯子,尤其是那种重心偏高的杯子,因为重心偏高的杯子在输送时容易倒,杯子的下端插设在模盒中以使杯子稳定,并随载具在输送带上沿直线输送。
11.此外,为了使得输送带上的杯子保持间距,输送部件的输入端设有分组组件,分组组件包括螺杆和驱动螺杆自转的电机
ⅴ
,螺杆的杆体上设有沿着输送方向螺距逐渐增大的螺纹。
12.本发明的优点是:杯子由输送部件驱使沿直线输送,抓杯件在横移组件、升降组件的驱动下具有在水平方向的横移功能和竖直方向的升降功能,以便抓杯件从输送部件上抓取或放置杯子以及抓杯件抓取杯子后抬升或下降,杯子抬升一定高度离开输送部件后,抓杯件带动杯子旋转,直至杯子上唯一颜色明显的标识被色标传感器识别后停止转动,此时所有的杯子上的标识都朝向一个方向、一个角度,最后再由升降组件将杯子全部下放到输送部件上继续向前输送,方便后续杯子的有序摆放,提升用户体验。
附图说明
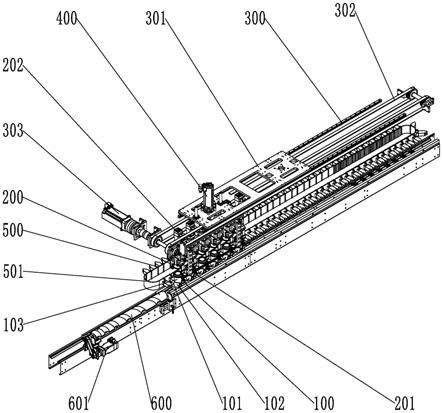
13.图1为本发明中直线式连续正杯装置的结构示意图;
14.图2为本发明中直线式连续正杯装置另一个视角的结构示意图;
15.图3为本发明中正杯部件的结构示意图;
16.图4为本发明中直线式连续正杯装置的侧视图。
17.附图标记:输送带100、载具101、模盒102、杯子103、标识104、抓杯件200、色标传感器201、电机ⅰ202、压盖板203、夹爪204、弹簧205、气缸206、导轨300、滑台301、同步带ⅱ302、电机ⅲ303、电机ⅳ400、丝杆401、丝杆套402、载物板403、导柱404、挡块500、同步带ⅰ501、螺杆600、电机
ⅴ
601。
具体实施方式
18.在本实施例的描述中,需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”、“前”、“后”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
19.下面结合说明书附图和具体实施例对本发明作进一步说明。
20.本发明的第一种实施例:
21.如图1至图4中所示,一种直线式连续正杯装置,包括输送部件及正杯部件。
22.输送部件包括输送带100、载具101,载具101有序间隔设置在输送带100上,载具101上设有模盒102,模盒102用于放置杯子103,尤其是那种重心偏高的杯子103,因为重心偏高的杯子103在输送时容易倒,杯子103的下端插设在模盒102中以使杯子103稳定,并随载具101在输送带100上沿直线输送。当然模盒102并不是必需,当杯子103能够平稳放置在载具101上时,则不需要模盒102进行额外固定。杯子103上带有标识104,标识104可以是杯子103自带,比如颜色明显的区域,也可以是额外设置,实际生产时多利用杯子103自身自带的标识104,杯子103在输送带100上输送时角度各一,此时标识104的朝向也各一。
23.正杯部件包括横移组件、升降组件及正杯组件。
24.正杯组件包括抓杯件200、色标传感器201及电机ⅰ202,抓杯件200从输送部件上抓取杯子103,电机ⅰ202驱动抓杯件200绕自身轴线做自转运动,杯子103旋转时标识104经过色标传感器201的识别区,色标传感器201识别到标识104后控制抓杯件200停止自转。抓杯件200的具体结构包括气缸206、压盖板203及两个夹爪204,两个夹爪204受气缸206驱动做伸缩运动,压盖板203通过弹簧205弹性安装在两个夹爪204之间,压盖板203受弹簧205的弹簧力作用而上下运动,杯子103的杯口夹紧在两个夹爪204之间,压盖板203压住杯盖,从而使得杯子103被抓杯件200抓取后位置稳固,不会轻易发生歪斜。
25.横移组件包括导轨300、滑台301、同步带ⅱ302、电机ⅲ303,同步带ⅱ302展开时同样呈两端为圆弧状、中间为平直段,滑台301滑动安装在导轨300上并固定在同步带ⅱ302的平直段,电机ⅲ303驱动同步带ⅱ302运动,从而驱使滑台301沿着导轨300在水平方向上做直线往复运动。
26.升降部件包括电机ⅳ400、丝杆401、丝杆套402、载物板403、导柱404,电机ⅰ202固定在载物板403上,载物板403上伸出有安装支架,色标传感器201固定在安装支架上,抓杯件200安装在电机上,电机ⅳ400固定在滑台301上,丝杠与电机ⅳ400连接,丝杆套402啮合在丝杠上,载物板403与丝杆套402连接,导柱404固定在载物板403上,导柱404与滑台301滑动连接,电机ⅳ400驱动丝杠套在丝杠上升降,从而驱使载物板403相对滑台301在竖直方向上做直线往复运动。由于正杯组件固定在载物板403上,载物板403相对滑台301能够升降,而载物板403又能跟随滑台301沿着导轨300横移,所以正杯组件拥有升降、横移两个方向上的运动能力,使得抓杯件200能够配合杯子103的工位完成横移、升降等一系列位移。
27.本实施例中,杯子103由输送部件驱使沿直线输送,抓杯件200在横移组件的驱动下具有在水平方向的横移功能,抓杯件200的横移速度、方向与杯子103的直线输送速度、方
向相匹配,以便抓杯件200从输送部件上抓取杯子103或向输送部件上放置杯子103,抓杯件200在升降组件的驱动下具有在竖直方向的升降功能,以便抓杯件200抓取杯子103后抬升或下降,气缸从输送部件上抓取杯子103抬升一定高度(但杯子不完全脱离模盒102)后,电机ⅰ202驱动抓杯件200自转带动杯子103旋转,直至杯子103上唯一颜色明显的标识104被色标传感器201识别后停止转动,最后再由升降组件将杯子103全部下放到输送部件上继续向前输送,此时所有的杯子103上的标识104都朝向同一方向、同一角度。本实施例中正杯部件能够通过抓杯件200的旋转配合色标传感器201调整输送部件上的杯子103的摆放角度,使得杯子103上的标识104能够朝向同一方向,方便后续杯子103的有序摆放,提升用户体验。
28.本发明的第二种实施例:
29.基于以上实施例的结构,杯子103被抓杯件200抓取后由升降组件抬升一定高度后,为了保证杯子103抬升后相互之间的间隔,防止杯子103在旋转时互相发生干涉,如图1、图2、图4中所示,本实施例中,该直线式连续正杯装置还包括分隔组件,分隔组件包括挡块500、同步带ⅰ501及电机ⅱ,同步带ⅰ501通过带轮沿水平方向展开形成两端为圆弧状、中间为平直段的环形结构,带轮的轴线竖直,挡块500等间距地分布在同步带ⅰ501的外侧,同步带ⅰ501上平直段上一侧的挡块500均位于输送部件的上方,电机ⅱ驱动同步带ⅰ501运动,从而驱使挡块500沿着输送带100的输送方向做直线运动,杯子103被抓杯件200抓取后位于相邻两个挡块500之间,保证杯子103之间具有足够的距离。
30.本发明的第三种实施例:
31.基于以上实施例的结构,为了使得输送带100上的杯子103保持间距,如图1、图2中所示,本实施中输送部件的输入端设有分组组件,分组组件包括螺杆600和驱动螺杆600自转的电机
ⅴ
601,螺杆600的杆体上设有沿着输送方向螺距逐渐增大的螺纹,杯子103经过分组组件由螺距控制间距,逐渐形成等间距的直线排列输送。
32.上述实施例对本发明的具体描述,只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限定,本领域的技术工程师根据上述发明的内容对本发明作出一些非本质的改进和调整均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1