一种料片码垛精度控制装置的制作方法
1.本发明涉及加工生产制造技术领域,具体涉及一种料片码垛精度控制装置。
背景技术:
2.现今薄钢板材加工行业的落料线、拼焊线、剪切线、冲压成形线等薄钢板材产品的码垛作业,主要采用机器手进行抓取上下料作业。机器手一般采用真空吸盘吸附料片通过输送轨道转运到堆垛区,吸盘真空释放到码垛料架上,这个过程会出现机器手每一次拿取料片的定位存在精度误差值。机器手下料堆垛料片产生错层质量问题,错层差达到
±
5mm以上,错层偏差过大,直接对下道工序造成产品质量问题。
技术实现要素:
3.为解决上述现有技术中的不足,本发明提供一种料片码垛精度控制装置,在薄钢板料片在机器手抓放码垛成半成品板包时,保证码垛板包的端面整齐度、垂直度,为下道机器手抓取作业工序顺利进行提供保障。
4.为实现上述技术目的,本发明采用的技术方案是:
5.一种料片码垛精度控制装置,包括托盘,所述托盘顶面周向安装有多个定位器,所述定位器包括定位档杆,所述定位档杆包括上部段和下部段,所述上部段、下部段均为圆柱状,所述下部段的直径与上部段的直径不等,且所述下部段与所述上部段偏心设置;所述下部段可转动地连接在托盘顶面的定位孔中。
6.进一步地,所述托盘顶面的定位孔至少有一组。
7.进一步地,还包括档杆固定装置,所述档杆固定装置固定于托盘顶面,两个一组沿定位孔对称布设,所述档杆固定装置包括螺钉座和锁紧螺钉,所述螺钉座与托盘顶面固定连接,所述螺钉座中开设有与锁紧螺钉适配的螺纹孔,所述螺钉座的螺纹孔朝向定位孔,所述锁紧螺钉螺纹连接的螺钉座的螺纹孔内。
8.进一步地,所述两个一组螺钉座螺纹孔的轴线和定位孔的中心在一条直线上。
9.优选的,所述定位档杆的下部段的直径小于所述上部段的直径。
10.进一步地,所述定位档杆上部段的顶部设有锥形导向面。
11.进一步地,所述定位档杆下部段与所述上部段偏心2—8mm。
12.进一步地,所述托盘相对的两侧面上固定有吊耳。
13.进一步地,所述吊耳的顶面不突出托盘的顶面。
14.进一步地,所述托盘顶面设置有多组定位孔。
15.与现有技术相比,本发明的有益效果有:本发明在托盘顶面周向设置偏心柱结构的定位档杆,转动定位档杆,可以调整各定位档杆上部段的相对距离,提高码垛精度,保证码垛板包的端面整齐度、垂直度,为下道机器手抓取作业工序顺利进行提供保障;锁紧螺钉轴线过定位孔中心,相对定位档杆上部段偏心,调整好后可通过锁紧螺钉锁紧定位档杆。
附图说明
16.为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
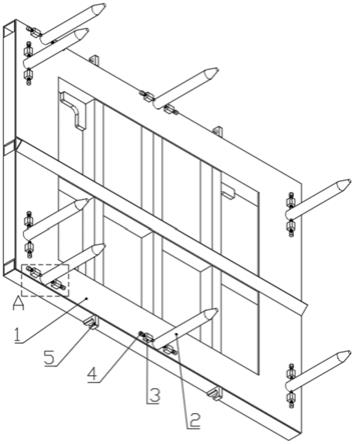
17.图1是本发明实施例的结构示意图;
18.图2是本发明中托盘的结构示意图;
19.图3是本发明中定位档杆的结构示意图;
20.图4是图1中虚线框a处的放大图。
21.附图标记:1-托盘,2-定位档杆,3-螺钉座,4-锁紧螺钉,5-吊耳,11-定位孔,21-上部段,22-下部段,23-导向面。
具体实施方式
22.为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
23.如图1-图4所示,一种料片码垛精度控制装置,包括托盘1,所述托盘1顶面周向安装有多个定位器,所述定位器包括定位档杆2,所述定位档杆2包括上部段21和下部段22,所述上部段21、下部段22均为圆柱状,所述下部段22的直径与上部段21的直径不同,且所述下部段22与所述上部段21偏心设置;所述下部段22可转动地连接在托盘1顶面的定位孔11中。优选的,所述下部段22的直径小于所述上部段21的直径;所述定位档杆2下部段22与所述上部段21偏心2—8mm。
24.进一步地,所述托盘1顶面的定位孔11至少有一组。
25.还包括档杆固定装置,所述档杆固定装置固定于托盘1顶面,两个沿定位孔11对称布设,所述档杆固定装置包括螺钉座3和锁紧螺钉4,所述螺钉座3与托盘1顶面固定连接,所述螺钉座3中开设有与锁紧螺钉4适配的螺纹孔,所述螺钉座3的螺纹孔朝向定位孔11,所述锁紧螺钉4螺纹连接的螺钉座3的螺纹孔内,旋转锁紧螺钉4,可使锁紧螺钉4抵接至定位档杆2的上部段21的外周面上,使其位置固定,需要调节定位档杆的位置时,拧松锁紧螺钉,旋转定位档杆即可。
26.进一步地,所述定位档杆2用于控制料片落下后的码垛精度范围,所述定位档杆2上部段21的顶部设有锥形导向面23,用于料片下落时导向。
27.进一步地,所述托盘相对的两侧面上固定有吊耳5,所述吊耳5的顶面不突出托盘1的顶面,方便本装置的吊装移动并且不影响料片码垛。
28.所述托盘1顶面可根据不同外形尺寸的料片设置多组定位孔11,实际使用时根据需求选取合适的定位孔,提高托盘的通用性。
29.本发明在托盘顶面周向设置偏心柱结构的定位档杆2,转动定位档杆2,可以调整各定位档杆上部段21的相对距离,提高码垛精度,码垛错层精度提高到
±
2mm以内;锁紧螺钉4轴线过定位孔11中心,相对定位档杆上部段21偏心,调整好后可通过锁紧螺钉4锁紧定位档杆。
30.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
技术特征:
1.一种料片码垛精度控制装置,包括托盘(1),其特征在于:所述托盘(1)顶面周向安装有多个定位器,所述定位器包括定位档杆(2),所述定位档杆(2)包括上部段(21)和下部段(22),所述上部段(21)、下部段(22)均为圆柱状,所述下部段(22)的直径与上部段(21)的直径不等,且所述下部段(22)与所述上部段(21)偏心设置;所述下部段(22)可转动地连接在托盘(1)顶面的定位孔(11)中。2.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述托盘(1)顶面的定位孔(11)至少有一组。3.根据权利要求1所述的料片码垛精度控制装置,其特征在于:还包括档杆固定装置,所述档杆固定装置固定于托盘(1)顶面,两个一组沿定位孔(11)对称布设,所述档杆固定装置包括螺钉座(3)和锁紧螺钉(4),所述螺钉座(3)与托盘(1)顶面固定连接,所述螺钉座(3)中开设有与锁紧螺钉(4)适配的螺纹孔,所述螺钉座(3)的螺纹孔朝向定位孔(11),所述锁紧螺钉(4)螺纹连接的螺钉座(3)的螺纹孔内。4.根据权利要求3所述的料片码垛精度控制装置,其特征在于:所述两个一组螺钉座(3)螺纹孔的轴线和定位孔(11)的中心在一条直线上。5.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述定位档杆(2)的下部段(22)的直径小于所述上部段(21)的直径。6.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述定位档杆(2)上部段(21)的顶部设有锥形导向面(23)。7.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述定位档杆(2)下部段(22)与所述上部段(21)偏心2—8mm。8.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述托盘相对的两侧面上固定有吊耳(5)。9.根据权利要求8所述的料片码垛精度控制装置,其特征在于:所述吊耳(5)的顶面不突出托盘(1)的顶面。10.根据权利要求1所述的料片码垛精度控制装置,其特征在于:所述托盘(1)顶面设置有多组定位孔(11)。
技术总结
本发明涉及加工生产制造技术领域,公开一种料片码垛精度控制装置,包括托盘,所述托盘顶面周向安装有多个定位器,所述定位器包括定位档杆,所述定位档杆包括上部段和下部段,所述上部段、下部段均为圆柱状,所述下部段的直径与上部段的直径不等,且所述下部段与所述上部段偏心设置;所述下部段可转动地连接在托盘顶面的定位孔中。本发明在托盘顶面周向设置偏心柱结构的定位档杆,转动定位档杆,可以调整各定位档杆上部段的相对距离,提高码垛精度,保证码垛板包的端面整齐度、垂直度,为下道机器手抓取作业工序顺利进行提供保障。器手抓取作业工序顺利进行提供保障。器手抓取作业工序顺利进行提供保障。
技术研发人员:淳子力 赵灿 陈家园 陈敏
受保护的技术使用者:成都宝钢汽车钢材部件加工配送有限公司
技术研发日:2022.03.10
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1