一种集送胶、缠胶一体化的母排缠胶装置及其工作方法与流程
1.本发明属于电气加工技术领域,特别涉及一种集送胶、缠胶一体化的母排缠胶装置及其工作方法。
背景技术:
2.母排也称母线排,其是指供电系统的电柜中总制开关与各分路电路中的开关的连接铜排或铝排。母排在加工过程中根据其使用场合的要求,需要在其两端设置屏蔽套,然而屏蔽套设于母排端部后,两者的连接处无法实现完全密封,不仅影响其连接的稳定性,还会影响其屏蔽效果;且母排在加工时还需要对其表面进行喷塑,而有些部分不需要喷塑,很难进行遮挡,同时由于喷塑的物质在成型前是粉末状,其很容易进入屏蔽套内,对其造成污染,因而通常需要采用胶带对不需要喷塑以及母排与屏蔽套的连接处进行密封;然而传统上胶、缠胶大多是通过人工完成,且每个人一次只能进行单边上胶,其上胶效率较慢,且胶带过长时需要人工对其进行剪断,大大的增加了工人的工作量,严重的影响其缠胶效率;与此同时,由于胶带易粘黏的特性,导致缠胶时容易产生褶皱、不平整等问题,不仅影响其缠胶的美观性,同时还会严重影响连接的紧密性和部件之间的密封性。
技术实现要素:
3.发明目的:为了克服以上不足,本发明的目的是提供一种集送胶、缠胶一体化的母排缠胶装置,通过胶带输送装置与自动缠胶装置的配合,将送胶、缠胶集于一体,让其实现自动化,同时还设置了胶带剪切装置,能够对胶带自动剪断,大大的提高了缠胶效率,减少工人的工作量;还设置了胶带抚平装置,对缠绕的胶带进行抚平处理,有效提高缠胶的平整性和密封性。
4.技术方案:为了实现上述目的,本发明提供了一种集送胶、缠胶一体化的母排缠胶装置,包括:胶带输送装置和自动缠胶装置,所述胶带输送装置和自动缠胶装置均设于工作台上,所述自动缠胶装置一端的下部通过一组立柱与工作台连接,且所述自动缠胶装置设于胶带输送装置的上方。本发明中所述的一种集送胶、缠胶一体化的母排缠胶装置,通过胶带输送装置与自动缠胶装置的配合,将送胶、缠胶集于一体,让送胶实现自动化,持续供胶大大的提高了送胶缠胶效率,减少工人的工作量;让其更好的满足生产的需要。
5.其中,所述胶带抚平装置包括安装座、一组抚平装置和抚平驱动机构,其中,所述抚平装置包括抚平安装座、抚平机构和抚平下压机构,所述安装座上设有一组导轨,所述抚平安装座通过一组导轨滑块与导轨移动式连接,所述抚平机构与抚平安装座做升降式连接,所述抚平下压机构通过安装座与抚平安装座连接,所述抚平驱动机构设于安装座的一侧,并与抚平装置连接。通过抚平驱动机构驱动抚平装置对母排缠胶进行抚平,提高胶带粘贴平整度,从而有效提高胶带的粘贴效果,进一步提高部件连接间的密封性。
6.进一步的,所述胶带剪切装置包括剪切机构、竖向安装板和剪切安装座,其中所述剪切机构包括剪刀组件、刀架和剪切驱动缸,所述剪刀组件的末端与刀架连接,所述剪切驱
动缸设于刀架远离剪切组件的一端,且所述剪切驱动缸的输出端设有驱动柄,所述驱动柄与剪刀组件相配合,所述竖向安装板设于剪切安装座一侧,两者做可调节式连接,所述刀架安装于竖向安装板的一侧。通过剪刀驱动缸通过驱动刀架下压带动剪刀组件实现剪切动作,不仅让胶带的剪切实现了自动化,同时还有效的减少了工人的工作量。
7.进一步的,所述胶带输送装置包括胶带放置架、胶带输送机构和输送辅助机构,所述胶带放置架设于工作台上,所述工作台上位于胶带放置架的一侧设有安装底板,所述胶带输送机构设于安装底板上,且所述安装底板上位于胶带输送机构远离胶带放置架的一侧设有一组立柱,所述输送辅助机构设于立柱上。通过胶带输送机构和输送辅助机构实现胶带的自动供胶,让其实现自动化,提高其母排的缠胶效率,同时也能够减少工作人员的工作量。
8.更进一步的,所述胶带放置架包括一组安装架、滚轴和一组胶带放置盘,所述安装架相对设于工作台上,且位于安装架的两侧设有轴承安装套组件,所述轴承安装套组件与安装架固定连接,所述滚轴同时穿于两安装架和轴承安装套组件中,所述胶带放置盘设于滚轴的两端,且所述滚轴上位于胶带放置盘的两侧设有固定轴套,所述固定轴套与胶带放置盘固定连接,位于外侧的固定轴套的外侧设有盖板,所述盖板的外侧设有把手;所述安装架上设有腰孔,所述滚轴穿过腰孔;所述胶带输送机构包括一组胶带输送导向单元和双向输送驱动单元,所述胶带输送导向单元和双向输送驱动单元均设于安装底板上,且两胶带输送导向单元呈反向设于双向输送驱动单元的两侧,所述双向输送驱动单元的输出端穿过胶带输送导向单元,且所述双向输送驱动单元与胶带输送导向单元相配合;所述输送辅助机构包括辅助输送安装架、输送调节驱动缸、一组辅助安装架和辅助输送平台,所述辅助输送安装架与立柱连接,所述输送调节驱动缸设于辅助输送安装架一侧的下部,所述辅助安装架反向设于辅助输送安装架的两侧,且其上设有一组腰孔,并与输送调节驱动缸的输出端的安装板做可调节连接,所述辅助输送平台设于辅助安装架远离辅助输送安装架的一端,且所述辅助输送平台上设有一组腰孔,其与辅助安装架做可调节式连接,且所述辅助输送平台与支撑平台相配合。通过滚轴配合胶带输送机构对胶带进行输送,实现完全自动化供胶,同时,安装架上腰孔的设置,能够根据实际的需要对滚轴的高度进行调节,从而对胶带放置盘的高度实现调节;双向输送驱动单元同步驱动两侧的胶带输送导向单元对胶带进行输送,不仅实现了胶带输送的自动化,同时还能够保持胶带输送速度的一致性。。
9.优选的,所述胶带输送导向单元包括下导向安装架、一组导向柱、上导向安装架,一组下导向轮、一组上导向轮和调节手柄,所述下导向安装架设于安装底板上,所述导向柱通过一组导向安装座与下导向安装架连接,所述上导向安装架相对设于下导向安装架的上方,并与导向柱连接,所述下导向轮设于下导向安装架的外侧,所述上导向轮设于上导向安装架的外侧,所述调节手柄设于上导向安装架上,且所述下导向轮和上导向轮相互配合;所述导向柱位于导向安装座的部设有缓冲弹簧,且所述下导向安装架上设有弧形缺口;所述胶带输送导向单元还包括延伸输送机构,所述延伸输送机构包括延伸板和支撑平台,所述延伸板上设有一组腰孔,所述延伸板通过螺栓与下导向安装架做可调节式连接,所述支撑平台上设有一组腰孔,所述支撑平台设于延伸板远离胶带放置架的一端,并通过螺栓做可调节式连接;
所述辅助输送平台和支撑平台上均设有用于吹气的吹气孔,所述吹气孔通过气管连接接头与正压气管连接,且所述辅助安装架上设有凹槽,且所述辅助输送平台呈z字型,其一端设于辅助安装架凹槽内通过螺栓连接。上导向轮和下导向轮能够对胶带起到很好的导向作用;延伸输送机构的设置,能够对胶带起到一定的支撑作用;辅助输送平台能够与延伸输送机构相配合,对胶带进行支撑,同时,输送调节驱动缸的设置,还能够对辅助安装架的水平位置进行适应性调整;所述辅助输送平台和支撑平台上气孔的设置,能够将胶带吹起,避免胶带发生粘黏,让其能够更好的满足送胶的需要。
10.进一步的,所述双向输送驱动单元包括驱动电机和滑差离合器,所述滑差离合器设于驱动电机的上方,并通过导线连接,所述滑差离合器通过安装座与安装底板固定连接,所述滑差离合器的输出端设有驱动轴,位于安装座的外侧设有轴承安装座,所述驱动轴与安装座连接,且位于安装座外侧的延伸段设于上导向安装架和下导向安装架之间,所述驱动轴的末端设有主动输送轮,且所述主动输送轮设于下导向安装架的弧形缺口处;所述主动输送轮包括输送轮本体,所述输送轮本体的外侧设有挡圈。
11.更进一步的,所述自动缠胶装置包括胶带移栽机构、可调节式安装座、一组胶带吸附机构、一组胶带传送机构和一组缠胶机构,所述胶带移栽机构通过一组立柱与工作台连接,所述可调节式安装座与胶带移栽机构移动式连接,且所述可调节式安装座呈对称式设置,所述胶带吸附机构、胶带传送机构和缠胶机构均对称式设于可调节式安装座的两侧,且所述胶带吸附机构和缠胶机构与调节是安装座做升降式连接。通过胶带吸附机构、胶带传送机构和缠胶对胶带进行吸附、传送,再通过胶带移栽机构驱动可调节式安装座移动进行取胶,通过胶带移栽机构将胶带移动至产品所需贴胶带的位置,再缠胶机构对胶带进行粘贴即可,让其从取胶、传送以及粘贴实现完全自动化,大大的提高了粘贴的效率,减少工作人员的工作量,同时,机械化的实现能够保证粘胶实现标准化操作,提高粘胶的质量。
12.优选的,所述胶带移栽机构包括一组安装座、安装底板、移栽驱动电机、移栽传送机构和一组移栽导轨,所述安装座相对设置,且其一端固定于立柱顶部的安装架上,所述安装底板设于两安装座的下方,所述移栽驱动电机通过电机安装座与安装座连接,且所述移栽驱动电机的输出端通过联轴器与移栽传送机构连接,所述移栽导轨设于安装底板的下方,所述可调节式安装座通过一组滑动块与移栽导轨滑动连接;所述移栽传送机构和移栽导轨的设置,实现双重移动,大大的提高了可调节式安装座的移动的稳定性和安全性;还包括气管走线盒,所述气管走线盒设于胶带移栽机构的顶部,所述气管走线盒的两侧设有安装板,所述安装板上设有真空发生器;所述可调节式安装座包括安装顶板和一组横向调节安装座,所述安装顶板的下部设有一组导轨,所述横向调节安装座通过一组滑动块与导轨滑动式连接,且所述安装顶板位于两导轨之间向下垂直设有气缸安装座,所述气缸安装座的两侧均设有驱动气缸,所述驱动气缸的输出端分别与对应的横向调节安装座连接;还包括侧向安装架和升降驱动气缸,所述横向调节安装座的外侧设有侧边安装板,所述侧边安装板上设有一组导轨,所述侧向安装架通过一组滑动块与导轨滑动式连接,所述升降驱动气缸通过气缸固定座与侧边安装板固定连接,且所述升降驱动气缸的输出端设有固定块,所述固定块通过一组导向柱与侧向安装架连接,位于固定块的下方设有小型驱动缸,所述小型驱动缸的上方通过气缸座与侧向安装架连接,且所述升降驱动气缸上设有第一磁性传感器;所述横向调节安装座通
过滑动块与安装顶板下方的导轨滑动式连接,让其能够根据产品的焊接位置对横向调节安装座的位置进行调整,从而能够对胶带吸附机构、胶带传送机构和缠胶机构的位置进行调整,有效提高胶带传送和缠胶的精准性;升降驱动气缸和侧向安装架的设置,通过升降驱动气缸驱动侧向安装架上下运动,从而带动胶带吸附机构、胶带传送机构和缠胶机构进行上、下升降,让其实现适应性调整;所述胶带吸附机构包括吸附安装架和吸附块,所述吸附安装架上设有一组腰孔,通过一组螺栓与侧向安装架连接,所述吸附块设于吸附安装架的下方;所述吸附块呈l型,其上设有一组腰孔,通过螺钉与吸附安装架连接,且所述吸附块上设有一组吸气孔和气管连接接头,所述气管连接接头通过真空气管与真空发生器连接;腰孔的设置,让吸附安装架与侧向安装架的安装位置实现微调以及吸附块与吸附安装架之间的安装位置实现微调,同时真空气管向吸附块上的吸气孔供气,让吸气孔吸住胶带,防止胶带粘黏到传送轮上。
13.所述胶带传送机构包括传送轮安装座、一组导轨侧板、传送轮安装滑块、传送轮和胶带夹取气缸,所述传送轮安装座设于侧向安装架的外侧,所述导轨侧板相对设于送轮安装座上,且两导轨侧板的内侧设有导轨槽,所述传送轮安装滑块设于导轨槽内,所述传送轮安装滑块的下部设有l型安装部,所述传送轮通过螺栓与l型安装部连接,所述胶带夹取气缸通过气缸固定座与侧向安装架连接,其输出端与传送轮安装滑块连接,且所述胶带夹取气缸上设有第二磁性传感器;胶带传送机构中的传送轮对胶带起到输送支撑作用,同时胶带夹取气缸驱动传送轮安装滑块沿着导轨槽上下移动,从而对传送轮的高度进行调整,让其更好的满足胶带输送的需要;所述缠胶机构包括胶带定位气缸、t字型安装块和缠胶块,所述胶带定位气缸设于侧向安装架上,所述t字型安装块设于胶带定位气缸的下方,其上部与胶带定位气缸的输出端连接,且所述t字型安装块下部的连接块上设有一组腰孔,所述缠胶块设于t字型安装块下部的一侧,并通过螺栓与t字型安装块固定连接;且所述缠胶块上设有一组吸气孔和气管连接接头,所述气管连接接头通过真空气管与真空发生器连接。所述真空气管向缠胶块的吸气孔供气,让其吸附住胶带,当缠胶块达到产品需要缠胶的位置时,滑台气缸将驱动t字型安装块和缠胶块向下运行,并将胶带压至产品表面,实现自动缠胶。
14.更进一步的,所述移栽传送机构包括主传动轴、主传动轮、从动轴、从动轮和传送带,所述主传动轴的两端与安装座上的轴承座连接,且所述主传动轴的一端通过联轴器与移栽驱动电机连接,所述主传动轮设于主传动轴上,所述主传动轴设于安装座远离主传动轴的一端,并通过轴承座与安装座连接,所述从动轮设于从动轴上,且主传动轮和从动轮之间通过传送带连接,所述可调节式安装座的顶部通过悬吊机构与传送带连接;所述悬吊机构包括悬吊块和夹持块,所述悬吊块底部固定于可调节式安装座的顶部,顶部设于传送带的下方,所述夹持块设于传送带的上方,并与悬吊块相对设置,且两者侧面通过螺栓固定。夹持块和悬吊块的设置,让其能够带动可调节式安装座沿着传动带滑动,再通过可调节安装座上滑块与移栽导轨的配合,实现双重同步移动,大大的提高了可调节式安装座的移动的稳定性和安全性。
15.上述技术方案可以看出,本发明具有如下有益效果:1、本发明中所述的一种集送胶、缠胶一体化的母排缠胶装置,通过胶带输送装置
与自动缠胶装置的配合,将送胶、缠胶集于一体,让其实现自动化,同时还设置了胶带剪切装置,能够对胶带自动剪断,大大的提高了其上胶、缠胶的效率,减少工人的工作量,还设置了胶带抚平装置,对缠绕的胶带进行抚平处理,有效提高缠胶的平整性和密封性,让其更好的满足生产的需要。
16.2、本发明所述胶带放置架包括一组安装架、滚轴和一组胶带放置盘,通过滚轴配合胶带输送机构对胶带进行输送,实现完全自动化供胶,同时,安装架上腰孔的设置,能够根据实际的需要对滚轴的高度进行调节,从而对胶带放置盘的高度实现调节,让其能够更好的满足供胶的需要。
17.3、本发明中所述胶带输送机构包括一组胶带输送导向单元和双向输送驱动单元,双向输送驱动单元同步驱动两侧的胶带输送导向单元对胶带进行输送,不仅实现了胶带输送的自动化,同时还能够保持胶带输送速度的一致性。
18.4、本发明中辅助输送平台能够与延伸输送机构相配合,对胶带进行支撑,同时,输送调节驱动缸的设置,还能够对辅助安装架的水平位置进行适应性调整,让其能够更好的满足送胶的需要。
19.5、本发明中自动缠胶装置,通过胶带吸附机构和缠胶机构对胶带进行吸附,再通过胶带移栽机构驱动可调节式安装座移动进行取胶,通过胶带移栽机构将胶带移动至产品所需贴胶带的位置,再缠胶机构对胶带进行粘贴即可,让其从取胶、传送以及粘贴实现完全自动化,大大的提高了粘贴的效率,减少工作人员的工作量,同时,机械化的实现能够保证粘胶实现标准化操作,提高粘胶的质量,从而让其更好的满足生产的需要。
20.6、本发明中所述可调节式安装座的顶部通过悬吊机构与传送带连接,其中夹持块和悬吊块的设置,让其能够带动可调节式安装座沿着传动带滑动,再通过可调节安装座上滑块与移栽导轨的配合,实现双重同步移动,大大的提高了可调节式安装座的移动的稳定性和安全性。
21.7、本发明中所述横向调节安装座通过滑动块与安装顶板下方的导轨滑动式连接,让其能够根据产品的焊接位置对横向调节安装座的位置进行调整,从而能够对胶带吸附机构、胶带传送机构和缠胶机构的位置进行调整,有效提高胶带传送和缠胶的精准性,让其更好的满足胶带输送和缠胶的需要。
22.8、本发明中升降驱动气缸和侧向安装架的设置,通过升降驱动气缸驱动侧向安装架上下运动,从而带动胶带吸附机构、胶带传送机构和缠胶机构进行上、下升降,让其实现适应性调整,所述小型驱动缸的设置,让其能够对侧向安装架的高度进行微调,让胶带与产品沾附面形成高度差,便于对胶带进行抚平操作。
23.9、本发明中所述辅助输送平台和支撑平台上均设有用于吹气的吹气孔,所述气孔通过管道与正压气管连接;通过正压气管直接向吹气孔供气将胶带吹起;与此同时,真空发生器向吸附块上的吸气孔和缠胶块的吸气孔供气,通过吸气孔吸住胶带,让其形成上吸,下吹的效果,配合胶带移栽机构实现自动取胶,有效保证胶带移栽的稳定性,同时吸气孔从上部吸住胶带能够有效防止胶带粘黏到传送轮上。
24.10、本发明中胶带夹取气缸驱动传送轮安装滑块沿着导轨槽上下移动,从而对传送轮的高度进行调整;当缠胶块达到产品需要缠胶的位置时,滑台气缸将驱动t字型安装块和缠胶块向下运行,并将胶带压至产品上方表面,实现自动缠胶。
附图说明
25.图1为本发明所述的集送胶、缠胶一体化的母排缠胶装置的结构示意图;图2为本发明中集送胶、缠胶一体化的母排缠胶装置的正视图;图3为本发明中胶带输送装置的结构示意图;图4为本发明中胶带输送装置的侧视图;图5为本发明中胶带输送装置的后视图;图6为本发明中胶带输送导向单元的局部结构示意图;图7为本发明中自动缠胶装置的结构示意图;图8为本发明中自动缠胶装置的正视图;图9为本发明中胶带移栽机构的局部结构示意图;图10为本发明中悬吊机构的结构局部结构示意图;图11为本发明中可调节式安装座、胶带吸附机构、胶带传送机构和缠胶机构的安装结构示意图;图12为本本发明中胶带吸附机构、胶带传送机构和缠胶机构安装局部示意图;图13为本发明中胶带抚平装置的结构示意图;图14为本发明中胶带抚平装置的侧视图;图15为本发明中抚平装置的局部结构示意图;图16为本发明胶带剪切装置的结构示意图以及剪切驱动缸和剪刀组件的连接示意图;图17为本发明中剪切安装座与剪切机构和水平安装板的安装示意图;图18为本发明中胶带剪切装置进一步优化的结构示意图;图19为本发明进一步改进后的结构示意图;图20为本发明中各个机构设于工作台的结构示意图;图21为本发明中母排供料、夹持装置的结构示意图以及移动架和移动驱动机构的连接示意图;图22为本发明中产品放置架的结构示意图;图23为本发明中旋转夹持装置的局部结构示意图。
具体实施方式
26.下面结合附图和具体实施例,进一步阐明本发明。
27.实施例1如图所示的一种集送胶、缠胶一体化的母排缠胶装置,包括:胶带输送装置4和自动缠胶装置5,所述胶带输送装置4和自动缠胶装置5均设于工作台上,所述自动缠胶装置5一端的下部通过一组立柱402与工作台连接,且所述自动缠胶装置5设于胶带输送装置4的上方;所述胶带输送装置4包括胶带放置架41、胶带输送机构42和输送辅助机构43,所述胶带放置架41设于工作台上,所述工作台上位于胶带放置架41的一侧设有安装底板401,所述胶带输送机构42设于安装底板401上,且所述安装底板401上位于胶带输送机构42远离胶带放置架41的一侧设有一组立柱402,所述输送辅助机构43设于立柱402上;
所述自动缠胶装置5包括胶带移栽机构51、可调节式安装座52、一组胶带吸附机构53、一组胶带传送机构54和一组缠胶机构55,所述胶带移栽机构51通过一组立柱与工作台连接,所述可调节式安装座52与胶带移栽机构51移动式连接,且所述可调节式安装座52呈对称式设置,所述胶带吸附机构53、胶带传送机构54和缠胶机构55均对称式设于可调节式安装座52的两侧,且所述胶带吸附机构53和缠胶机构55与调节是安装座52做升降式连接。
28.如图3至6所示胶带放置架41包括一组安装架411、滚轴412和一组胶带放置盘413,所述安装架411相对设于工作台上,且位于安装架411的两侧设有轴承安装套组件414,所述轴承安装套组件414与安装架411固定连接,所述滚轴412同时穿于两安装架411和轴承安装套组件414中,所述胶带放置盘413设于滚轴412的两端,且所述滚轴412上位于胶带放置盘413的两侧设有固定轴套415,所述固定轴套415与胶带放置盘413固定连接,位于外侧的固定轴套415的外侧设有盖板416,所述盖板416的外侧设有把手417;所述安装架411上设有腰孔,所述滚轴412穿过腰孔;所述胶带输送机构42包括一组胶带输送导向单元421和双向输送驱动单元422,所述胶带输送导向单元421和双向输送驱动单元422均设于安装底板401上,且两胶带输送导向单元421呈反向设于双向输送驱动单元422的两侧,所述双向输送驱动单元422的输出端穿过胶带输送导向单元421,且所述双向输送驱动单元422与胶带输送导向单元421相配合;所述输送辅助机构43包括辅助输送安装架431、输送调节驱动缸432、一组辅助安装架433和辅助输送平台434,所述辅助输送安装架431与立柱402连接,所述输送调节驱动缸432设于辅助输送安装架431一侧的下部,所述辅助安装架433反向设于辅助输送安装架431的两侧,且其上设有一组腰孔,并与输送调节驱动缸432的输出端的安装板做可调节连接,所述辅助输送平台434设于辅助安装架433远离辅助输送安装架431的一端,且所述辅助输送平台434上设有一组腰孔,其与辅助安装架433做可调节式连接,且所述辅助输送平台434与支撑平台42172相配合。
29.本实施例中所述胶带输送导向单元421包括下导向安装架4211、一组导向柱4212、上导向安装架4213,一组下导向轮4214、一组上导向轮4215和调节手柄4216,所述下导向安装架4211设于安装底板401上,所述导向柱4212通过一组导向安装座与下导向安装架4211连接,所述上导向安装架4213相对设于下导向安装架4211的上方,并与导向柱4212连接,所述下导向轮4214设于下导向安装架4211的外侧,所述上导向轮4215设于上导向安装架4213的外侧,所述调节手柄4216设于上导向安装架4213上,且所述下导向轮4214和上导向轮4215相互配合;所述导向柱4212位于导向安装座的部设有缓冲弹簧42121,且所述下导向安装架4211上设有弧形缺口;所述胶带输送导向单元421还包括延伸输送机构4217,所述延伸输送机构4217包括延伸板42171和支撑平台42172,所述延伸板42171上设有一组腰孔,所述延伸板42171通过螺栓与下导向安装架4211做可调节式连接,所述支撑平台42172上设有一组腰孔,所述支撑平台42172设于延伸板42171远离胶带放置架41的一端,并通过螺栓做可调节式连接;所述辅助输送平台434和支撑平台42172上均设有用于吹气的吹气孔,所述吹气孔通过气管连接接头与正压气管连接,且所述辅助安装架433上设有凹槽,且所述辅助输送平台434呈z字型,其一端设于辅助安装架433凹槽内通过螺栓连接。
30.本实施例中所述双向输送驱动单元422包括驱动电机4221和滑差离合器4222,所
述滑差离合器4222设于驱动电机4221的上方,并通过导线连接,所述滑差离合器4222通过安装座与安装底板401固定连接,所述滑差离合器4222的输出端设有驱动轴4223,位于安装座的外侧设有轴承安装座,所述驱动轴4223与安装座连接,且位于安装座外侧的延伸段设于上导向安装架4213和下导向安装架4211之间,所述驱动轴的末端设有主动输送轮4224,且所述主动输送轮4224设于下导向安装架4211的弧形缺口处;所述主动输送轮4224包括输送轮本体,所述输送轮本体的外侧设有挡圈42241。如图7-12所示的胶带移栽机构51包括一组安装座511、安装底板512、移栽驱动电机513、移栽传送机构514和一组移栽导轨515,所述安装座511相对设置,且其一端固定于立柱顶部的安装架上,所述安装底板512设于两安装座511的下方,所述移栽驱动电机513通过电机安装座与安装座511连接,且所述移栽驱动电机513的输出端通过联轴器与移栽传送机构514连接,所述移栽导轨515设于安装底板512的下方,所述可调节式安装座52通过一组滑动块与移栽导轨515滑动连接;还包括气管走线盒516,所述气管走线盒516设于胶带移栽机构51的顶部,所述气管走线盒516的两侧设有安装板,所述安装板上设有真空发生器517;所述可调节式安装座52包括安装顶板521和一组横向调节安装座522,所述安装顶板521的下部设有一组导轨,所述横向调节安装座522通过一组滑动块与导轨滑动式连接,且所述安装顶板521位于两导轨之间向下垂直设有气缸安装座523,所述气缸安装座523的两侧均设有驱动气缸524,所述驱动气缸524的输出端分别与对应的横向调节安装座522连接;还包括侧向安装架525和升降驱动气缸526,所述横向调节安装座522的外侧设有侧边安装板5221,所述侧边安装板5221上设有一组导轨,所述侧向安装架525通过一组滑动块与导轨滑动式连接,所述升降驱动气缸526通过气缸固定座与侧边安装板5221固定连接,且所述升降驱动气缸526的输出端设有固定块,所述固定块通过一组导向柱与侧向安装架525连接,位于固定块的下方设有小型驱动缸527,所述小型驱动缸527的上方通过气缸座与侧向安装架525连接,且所述升降驱动气缸526上设有第一磁性传感器5261。
31.所述胶带吸附机构53包括吸附安装架531和吸附块532,所述吸附安装架531上设有一组腰孔,通过一组螺栓与侧向安装架525连接,所述吸附块532设于吸附安装架531的下方;所述吸附块532呈l型,其上设有一组腰孔,通过螺钉与吸附安装架531连接,且所述吸附块532上设有一组吸气孔和气管连接接头,所述气管连接接头通过真空气管与真空发生器517连接;所述胶带传送机构54包括传送轮安装座541、一组导轨侧板542、传送轮安装滑块543、传送轮544和胶带夹取气缸545,所述传送轮安装座541设于侧向安装架525的外侧,所述导轨侧板542相对设于送轮安装座541上,且两导轨侧板542的内侧设有导轨槽,所述传送轮安装滑块543设于导轨槽内,所述传送轮安装滑块543的下部设有l型安装部,所述传送轮544通过螺栓与l型安装部连接,所述胶带夹取气缸545通过气缸固定座与侧向安装架525连接,其输出端与传送轮安装滑块543连接,且所述胶带夹取气缸545上设有第二磁性传感器5451;所述缠胶机构55包括胶带定位气缸551、t字型安装块552和缠胶块553,所述胶带定位气缸551设于侧向安装架525上,所述t字型安装块552设于胶带定位气缸551的下方,其上部与胶带定位气缸551的输出端连接,且所述t字型安装块552下部的连接块上设有一组腰孔,所述缠胶块553设于t字型安装块552下部的一侧,并通过螺栓与t字型安装块552固定连接;且所述缠胶块553上设有一组吸气孔和气管连接接头,所述气管连接接头通过真空气
管与真空发生器517连接。
32.本实施例中所述移栽传送机构514包括主传动轴5141、主传动轮5142、从动轴5143、从动轮5144和传送带5145,所述主传动轴5141的两端与安装座511上的轴承座连接,且所述主传动轴5141的一端通过联轴器与移栽驱动电机513连接,所述主传动轮5142设于主传动轴5141上,所述主传动轴5141设于安装座511远离主传动轴5141的一端,并通过轴承座与安装座511连接,所述从动轮5144设于从动轴5143上,且主传动轮5142和从动轮5144之间通过传送带5145连接,所述可调节式安装座52的顶部通过悬吊机构56与传送带5145连接;所述悬吊机构56包括悬吊块561和夹持块562,所述悬吊块561底部固定于可调节式安装座52的顶部,顶部设于传送带5145的下方,所述夹持块562设于传送带5145的上方,并与悬吊块561相对设置,且两者侧面通过螺栓固定。
33.本实施例中所述的一种集送胶、缠胶一体化的母排缠胶装置的工作方法如下:1):首先将胶带设于胶带放置架41上的胶带放置盘413上,控制装置命令自动缠胶装置5到达取胶位;2):控制装置命令输送辅助机构43开始工作,即输送调节驱动缸432驱动辅助安装架433移动,通过辅助安装架433对辅助输送平台434的间距进行调整至合适位置,让辅助输送平台434与辅助支撑平台42172相配合;3): 控制装置命令升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55移动至合适位置;4):首先送胶时,人工将胶带穿于胶带输送机构42中的下导向轮4214和上导向轮4215之间,且胶带末端依次穿过辅助支撑平台42172、辅助输送平台434、吸附块532、传送轮544和缠胶块553;5):正压气管向辅助支撑平台42172和辅助输送平台434上的吹气孔供气,将胶带吹起,与此同时真空发生器517将向吸附块532和缠胶块553供气,通过吸气孔将胶带吸附,让胶带处于上吸,下吹的状态,避免胶带粘于下导向轮4214、上导向轮4215和传送轮544上;6):当真空信号仪检测出吸附块532和缠胶块553上的数值显示吸附到胶带时,控制装置命令胶带夹取气缸545开始工作,即胶带夹取气缸545带动传送轮544上升夹住胶带;7):然后升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55回归至原点;8):控制装置将命令胶带移栽机构51开始工作,即移栽驱动电机513带动主传动轴5141转动,由于主传动轴5141上的主传动轮5142和从动轴5143上的从动轮5144通过传送带5145连接,因而在主传动轴5141的带动下传送带5145将绕着主传动轮5142和从动轮5144转动,在下传送带5145的带动下,悬吊机构56将带动可调节式安装座52沿着移栽导轨515移动至产品缠胶位置,移栽驱动电机513停止工作;9):在上一步骤胶带移栽机构51工作时,控制装置命令胶带输送机构42开始工作,让其与胶带移栽机构51同步运行,即双向输送驱动单元422中的驱动电机4221将通过滑差离合器4222驱动驱动轴4223开始转动,驱动轴4223将带动主动输送轮4224转动,主动输送轮4224转动时将对胶带进行输送至指定位置即可。
34.实施例2本实施例中所述的胶带输送装置4和自动缠胶装置5与实施例1中的结构相同。
35.如图1、2所示的一种集送胶、缠胶一体化的母排缠胶装置,还包括:胶带抚平装置2、胶带剪切装置3,所述胶带抚平装置2设于胶带输送装置4的前方,并位于自动缠胶装置5的下方,所述胶带剪切装置3设于胶带抚平装置2的两侧。
36.如图13-15所示胶带抚平装置2包括安装座21、一组抚平装置22和抚平驱动机构23,其中,所述抚平装置22包括抚平安装座221、抚平机构222和抚平下压机构223,所述安装
座21上设有一组导轨24,所述抚平安装座221通过一组导轨滑块25与导轨24移动式连接,所述抚平机构222与抚平安装座221做升降式连接,所述抚平下压机构223通过安装座224与抚平安装座221连接,所述抚平驱动机构23设于安装座21的一侧,并与抚平装置22连接;如图15-16所示的抚平机构222包括抚平安装架2221、支撑架2222、一组连接板2223和抚平滚轮2224,所述抚平安装架2221与抚平安装座221做升降式连接,所述支撑架2222的一端通过支撑轴2225与抚平安装架2221连接,所述连接板2223相对设于支撑架2222的两侧,且所述连接板2223上设有安装孔,且所述安装孔内设有轴套所述抚平滚轮2224设于两连接板2223之间,且两端分别设于对应的连接板2223的安装孔中轴套做可转动式连接。所述抚平安装架与抚平安装座做升降是连接,让其能够根据实际的需要对其抚平高度进行实时调整。
37.本实施例中所述安装座21包括一组安装侧板211和安装板212,所述安装侧板211固定于工作台上,所述安装板212设于安装侧板211上;所述安装侧板211之间设有一组支撑杆213;所述抚平安装座221呈l型,其上部设有加强架2211。支撑杆的设置,有效提高了安装侧板连接的稳定性,也进一步提高了整个安装座的结构强度和承载性。本实施例中所述抚平安装架2221包括竖向安装架22211和水平安装架22212,所述竖向安装架22211通过滑动块与抚平安装座221上的导轨24移动式连接,所述水平安装架22212设于竖向安装架22211的上方,且所述抚平下压机构223的输出端与水平安装架22212连接。所述抚平安装架采用竖向安装架和横向安装架合理设计,既满足了抚平下压机构的安装需要,同时又能够让抚平安装架实现升降功能,从而让抚平机构的高度实现可调节。本实施例中所述抚平驱动机构23包括抚平驱动安装座231、双头驱动缸232和一组夹爪233,所述双头驱动缸232通过抚平驱动安装座231与抚平装置22连接,所述夹爪233一端与双头驱动缸232的输出端连接,另一端通过连接板234与抚平安装座221连接,所述抚平下压机构223采用下压驱动缸,所述下压驱动缸上设有磁性传感器2231。抚平驱动机构包括抚平驱动安装座、双头驱动缸和一组夹爪,所述双头驱动缸的设置,让其能够实现同步驱动,保证两侧的抚平装置能够同步运行,便于保证两侧抚平动作的一致性,从而进一步提高胶带的抚平效果。本实施例中如图16-18所示胶带剪切装置3包括剪切机构31、竖向安装板32和剪切安装座33,其中所述剪切机构31包括剪刀组件311、刀架312和剪切驱动缸313,所述剪刀组件311的末端与刀架312连接,所述剪切驱动缸313设于刀架312远离剪切组件311的一端,且所述剪切驱动缸313的输出端设有驱动柄314,所述驱动柄314与剪刀组件311相配合,所述竖向安装板32设于剪切安装座33一侧,两者做可调节式连接,所述刀架312安装于竖向安装板32的一侧;所示的剪刀组件311包括第一刀片3111和第二刀片3112,所述第一刀片3111和第二刀片3112交叉设置,并通过转轴轴接,所述第一刀片3111和第二刀片3112的末端均设于刀架312内;所述第一刀片3111的末端设有连接部,所述连接部上设有第一安装孔;所述刀架312位于剪刀组件311的一侧设有连接耳3121,所述连接耳3121上设有第二安装孔,所述第二安装孔与第一安装孔同孔设置,并通过销轴连接;连接耳的设置,提高了剪刀组件运行的稳定性,所述竖向安装板32上设有一组第一调节孔321,所述第一调节孔321与剪切安装座33上设有安装孔相对设置,并通过销轴连接;还包括水平安装板34,所述剪切安装座33设于水平安装板34上,且两者做可调式连接;所述剪切安装座33呈l型,其包括水平安装座和竖向安装座,所述竖向安装座垂直设于水平安装座的一侧,所述水平安装座设于水平安装板34上,且所述水平安装座上设有一组第二调节孔331,所述第二调节孔331与水平安装板34上的安装孔相对设
置,并通过螺栓连接;还包括水平移动机构35,所述水平移动机构35采用胶带定位气缸,其设于工作台上,所述水平安装板34安装于水平移动机构35上;所述剪切安装座33上设有一组加强架332。竖向安装板和剪切安装座可调节式连接的设置,让其能够根据实际的需要对安装位置进行调整,水平移动机构采用滑台气缸,其设于工作台上,所述水平安装板安装于水平移动机构上。水平移动机构的设置,让其能够根据胶带所处的位置,对剪切机构的水平位置进行移动,让其更好的满足剪切需要。
38.本实施例中所述的一种集送胶、缠胶一体化的母排缠胶装置的工作方法,具体的工作方法如下:1):首先将胶带设于胶带放置架41上的胶带放置盘413上,控制装置命令自动缠胶装置5到达取胶位;2):控制装置命令输送辅助机构43开始工作,即输送调节驱动缸432驱动辅助安装架433移动,通过辅助安装架433对辅助输送平台434的间距进行调整至合适位置,让辅助输送平台434与辅助支撑平台42172相配合; 3): 控制装置命令升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55移动至合适位置;4):首先送胶时,人工将胶带穿于胶带输送机构42中的下导向轮4214和上导向轮4215之间,且胶带末端依次穿过辅助支撑平台42172、辅助输送平台434、吸附块532、传送轮544和缠胶块553;5):正压气管向辅助支撑平台42172和辅助输送平台434上的吹气孔供气,将胶带吹起,与此同时真空发生器517将向吸附块532和缠胶块553供气,通过吸气孔将胶带吸附,让胶带处于上吸,下吹的状态,避免胶带粘于下导向轮4214、上导向轮4215和传送轮544上;6):当真空信号仪检测出吸附块532和缠胶块553上的数值显示吸附到胶带时,控制装置命令胶带夹取气缸545开始工作,即胶带夹取气缸545带动传送轮544上升夹住胶带;7):然后升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55回归至原点;8):控制装置将命令胶带移栽机构51开始工作,即移栽驱动电机513带动主传动轴5141转动,由于主传动轴5141上的主传动轮5142和从动轴5143上的从动轮5144通过传送带5145连接,因而在主传动轴5141的带动下传送带5145将绕着主传动轮5142和从动轮5144转动,在下传送带5145的带动下,悬吊机构56将带动可调节式安装座52沿着移栽导轨515移动至产品缠胶位置,移栽驱动电机513停止工作;9):在上一步骤胶带移栽机构51工作时,控制装置命令胶带输送机构42开始工作,让其与胶带移栽机构51同步运行,即双向输送驱动单元422中的驱动电机4221将通过滑差离合器4222驱动驱动轴4223开始转动,驱动轴4223将带动主动输送轮4224转动,主动输送轮4224转动时将对胶带进行输送;10):待胶带输送至缠胶位置后,控制装置命令胶带剪切装置3开始工作,先根据胶带所处的位置对剪切机构31的位置进行调整,即水平移动机构35(滑台气缸)驱动水平安装板34带动剪切安装座33上的剪切机构31一起移动至合适位置,然后剪切驱动缸313开始工作,剪切驱动缸313驱动驱动柄314前进,驱动柄314将驱动剪刀组件311中的第二刀片3112的刀柄向下运动,通过第二刀片3112与第一刀片3111之间相对运动对胶带完成剪断;11):控制装置命令升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55移动至合适位置;12):缠胶机构55开始工作,即胶带定位气缸551驱动t字型安装块552和缠胶块553向下运动,将胶带压于产品需要缠胶的位置;13):控制装置命令小型气缸527工作,即小型气缸527通过气缸固定块带动侧向安装架525上移,与升降驱动气缸526输出端的固定块做相对运动,通过侧向安装架525带动传送轮544上的胶带上移,让胶带与产品粘附面形成高度差;14):与此同时,控制装置命令胶
带抚平装置2工作,即抚平驱动机构23中的双头驱动缸232驱动夹爪233移动,由于夹爪233与抚平安装座221连接,因而在夹爪233移动时,将带动抚平安装座221下方的导轨滑块25沿着导轨24一起移动,在抚平安装座221移动时将带动抚平机构222一起移动,将抚平滚轮2224驱动至胶带上方,然后抚平下压机构223将对抚平安装架2221进行下压,让抚平滚轮2224与胶带接触,然后双头驱动缸232驱动夹爪233带动抚平安装座221及其上的抚平机构222移动,实现抚平机构222移动过程中抚平滚轮将对胶带实现抚平操作,完成缠胶;15):胶带抚平后,抚平下压机构223将驱动抚平安装架2221回至初始位置,然后双头驱动缸232驱动夹爪233带动抚平安装座221回至初始位置。
39.实施例3本实施例中所述的胶带抚平装置2、胶带剪切装置3、胶带输送装置4和自动缠胶装置5与实施例1和实施例2中的胶带抚平装置2、胶带剪切装置3、胶带输送装置4和自动缠胶装置5结构相同。
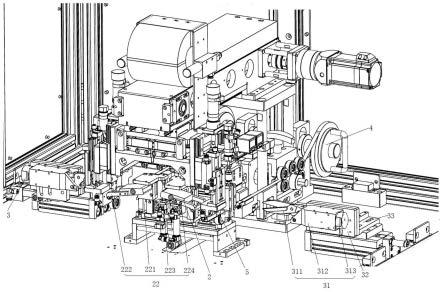
40.如图19至23所示还包括母排供料、夹持装置1,所述母排供料、夹持装置1包括产品放置架12、升降驱动机构13、旋转夹持装置14和吸附机构15,所述工作台11上设有一组导轨111,所述产品放置架12的下方设有移动机构16,所述移动机构16与导轨111移动式连接,所述升降驱动机构13安装于移动机构16上,且其输出端与产品放置架12连接,所述旋转夹持装置14设于工作台11上,并相对设于产品放置架12的两侧,所述吸附机构15设于产品放置架12上。本实施例中所述移动机构16包括移动架161和移动驱动机构162,所述移动架161通过一组导向柱163与产品放置架12连接,且所述移动架161的下方设有一组滑动块164,所述滑动块164与导轨111移动式连接,所述移动驱动机构162设于移动架161的一侧,并通过气缸固定座与工作台11连接,且其输出端与移动架161下部的驱动块165连接;所述工作台11上设有一组开口,所述导轨111设于开口之间的工作台111上,所述导向柱163的下部设于开口中;所述升降驱动机构13包括升降驱动气缸131,所述升降驱动气缸131固定于气缸安装架132上,所述气缸安装架132通过一组连接柱133与移动架161连接,且所述升降驱动气缸131的输出端穿过移动架161后与产品放置架12连接;所述旋转夹持装置14包括安装座141、夹爪气缸142、夹爪组件143、旋转驱动机构144和同步联动机构145,所述安装座141设于工作台11上,所述夹爪气缸142设于安装座141的一侧,所述夹爪组件143设于夹爪气缸142的输出端,所述旋转驱动机构144和同步联动机构145上、下相对设于安装座141上,并相对于夹爪气缸142设于安装座141的另一侧,所述同步联动机构145通过同步带146与旋转驱动机构144输出端连接,且所述同步联动机构145的联动轴与旋转驱动机构144连接;所述夹爪组件143包括第一夹爪1431和第二夹爪1432,所夹爪气缸142的输出端设有第一夹爪驱动块1421和第二夹爪驱动块1422,所述第一夹爪驱动块1421和第二夹爪驱动块1422上下相对设于夹爪气缸142上的滑轨中,所述第一夹爪1431与第二夹爪1432分别与第一夹爪驱动块1421和第二夹爪驱动块1422连接;所述旋转驱动机构144包括旋转驱动电机1441,所述旋转驱动电机1441与电机固定座1442固定连接,所述电机固定座1442通过一组连接柱1443与安装座141连接;所工作台11上位于旋转夹持装置14处设有一组导轨111,所述安装座141通过一组滑动块164与导轨111滑动式连接,且所述安装座141的一侧与驱动缸连接;所述产品放置架12包括放置架底板121,所述放置架底板121上设有放置架本体122,所述放置架本体122一侧设有限位板123,所述放置架底板121上位于放置架本体122的两端设有支撑块124;
所述放置架本体122上设有一组u型开口槽,所述吸附机构15设于u型开口槽内;所述吸附机构15包括一组吸盘151,所述吸盘151的下方设有与吸气管连接的吸气连接接头。还包括控制机柜6和机壳,所述控制机柜设于工作台11的下方,所述机壳设于工作台11的上方,所述工作台11还设有启动开关7,所述控制机柜内设有控制装置和散热装置8,且所述机壳的顶部设有显示屏9和报警灯10,所述母排供料、夹持装置1、胶带抚平装置2、胶带剪切装置3、胶带输送装置4和自动缠胶装置5、启动开关7、散热装置8、显示屏9和报警灯10均与控制装置连接;且所述控制机柜的下方设有一组移动轮和一组支撑脚。
41.所述散热装置采用散热风机,所述控制机柜上位于散热风机的出风口处设有散热孔。 本实施例中所述控制装置包括供料夹持控制单元、胶带抚平控制单元、胶带剪切控制单元、胶带输送控制单元、自动缠胶控制单元、开关控制单元、显示控制单元、报警控制单元和控制器,所述供料夹持控制单元与母排供料、夹持装置1连接,所述胶带抚平控制单元与胶带抚平装置2连接,所述胶带剪切控制单元与胶带剪切装置3连接,所述胶带剪切控制单元与胶带输送装置4连接,所述自动缠胶控制单元与自动缠胶装置5连接,所述开关控制单元与启动开关连接,所述显示控制单元与显示屏连接,所述报警控制单元与报警灯连接;所述供料夹持控制单元、胶带抚平控制单元、胶带剪切控制单元、胶带输送控制单元、自动缠胶控制单元、开关控制单元、显示控制单元和报警控制单元均与控制器连接。
42.本实施例中所述的一种母排自动屏蔽加工设备的工作方法,其具体的工作方法如下: 1):首先将胶带设于胶带放置架41上的胶带放置盘413上,控制装置命令自动缠胶装置5到达取胶位;2):控制装置命令输送辅助机构43开始工作,即输送调节驱动缸432驱动辅助安装架433移动,通过辅助安装架433对辅助输送平台434的间距进行调整至合适位置,让辅助输送平台434与辅助支撑平台42172相配合;3): 控制装置命令升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55移动至合适位置;4):首次送胶时,人工将胶带穿于胶带输送机构42中的下导向轮4214和上导向轮4215之间,且胶带末端依次穿过辅助支撑平台42172、辅助输送平台434、吸附块532、传送轮544和缠胶块553;5):正压气管向辅助支撑平台42172和辅助输送平台434上的吹气孔供气,将胶带吹起,与此同时真空发生器517将向吸附块532和缠胶块553供气,通过吸气孔将胶带吸附,让胶带处于上吸,下吹的状态,避免胶带粘于下导向轮4214、上导向轮4215和传送轮544上;6):当真空信号仪检测出吸附块532和缠胶块553上的数值显示吸附到胶带时,控制装置命令胶带夹取气缸545开始工作,即胶带夹取气缸545带动传送轮544上升夹住胶带;7):然后升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55回归至原点;8):控制装置将命令胶带移栽机构51开始工作,即移栽驱动电机513带动主传动轴5141转动,由于主传动轴5141上的主传动轮5142和从动轴5143上的从动轮5144通过传送带5145连接,因而在主传动轴5141的带动下传送带5145将绕着主传动轮5142和从动轮5144转动,在下传送带5145的带动下,悬吊机构56将带动可调节式安装座52沿着移栽导轨515移动至产品缠胶位置,移栽驱动电机513停止工作;9):在上一步骤胶带移栽机构51工作时,控制装置命令胶带输送机构42开始工作,让其与胶带移栽机构51同步运行,即双向输送驱动单元422中的驱动电机4221将通过滑差离合器4222驱动驱动轴4223开始转动,驱动轴4223将带动主动输送轮4224转动,主动输送轮4224转动时将对胶带进行输送;10):在自动缠胶装置5取胶、送胶时,控制装置命令同时
命令母排供料、夹持装置1开始工作,首先吸附机构15中的吸盘151吸住设于产品放置架12上的产品,产品吸附固定后,移动机构16中的移动驱动机构162将通过驱动移动架161上的驱动块165让移动架161的下方的滑动块164沿着导轨111移动至产品加工位,由于产品放置架12设于移动架161的上方,从而将带动产品放置架12及其上的产品一起移动至产品加工位;11):产品到位后,控制装置将命令旋转夹持装置14开始工作,先根据产品所处的位置以及产品所需加工的位置对旋转夹持装置14的位置进行调整,即驱动缸驱动安装座141带动旋转夹持装置14沿着导轨111移动至合适位置,然后夹爪气缸142将驱动夹爪组件143夹持住产品两端,与此同时,吸附机构15中的吸盘151破气放开产品;12):升降驱动机构13开始工作,即升降驱动气缸131驱动产品放置架12带动产品上升至缠胶位;13):待步骤9)中胶带输送至缠胶位置后,控制装置命令胶带剪切装置3开始工作,先根据胶带所处的位置对剪切机构31的位置进行调整,即水平移动机构35(滑台气缸)驱动水平安装板34带动剪切安装座33上的剪切机构31一起移动至合适位置,然后剪切驱动缸313开始工作,剪切驱动缸313驱动驱动柄314前进,驱动柄314将驱动剪刀组件311中的第二刀片3112的刀柄向下运动,通过第二刀片3112与第一刀片3111之间相对运动对胶带完成剪断;14):控制装置命令升降驱动气缸526驱动侧向安装架525带动胶带吸附机构53、胶带传送机构54和缠胶机构55移动至合适位置;15):缠胶机构55开始工作,即胶带定位气缸551驱动t字型安装块552和缠胶块553向下运动,将胶带送至产品需要缠胶位置;16):控制装置命令小型气缸527工作,即小型气缸527通过气缸固定块带动侧向安装架525上移,与升降驱动气缸526输出端的固定块做相对运动,通过侧向安装架525带动传送轮544上的胶带上移,让胶带与产品粘附面形成高度差;17):控制装置命令胶带抚平装置2工作,即抚平驱动机构23中的双头驱动缸232驱动夹爪233移动,由于夹爪233与抚平安装座221连接,因而在夹爪233移动时,将带动抚平安装座221下方的导轨滑块25沿着导轨24一起移动,在抚平安装座221移动时将带动抚平机构222一起移动,将抚平滚轮2224驱动至胶带上方,然后抚平下压机构223将对抚平安装架2221进行下压,让抚平滚轮2224与胶带接触,然后双头驱动缸232驱动夹爪233带动抚平安装座221及其上的抚平机构222移动,实现抚平机构222移动过程中抚平滚轮将对胶带实现抚平操作;18):胶带抚平后,抚平下压机构223将驱动抚平安装架2221回至初始位置,然后双头驱动缸232驱动夹爪233带动抚平安装座221回至初始位置;19):步骤17)中完成一面缠胶完成后,旋转驱动机构144中的旋转驱动电机1441转动,由于旋转驱动电机1441输出端的主动皮带轮通过同步带146与同步联动机构145中的皮带轮连接,因而在旋转驱动电机1441旋转时其将带动同步联动机构145转动,在同步联动机构145带动下旋转夹持装置14将带着产品跟随其一起旋转180
°
;20):重复步骤17)至18),完成缠胶;21):旋转驱动机构144中的旋转驱动电机1441转动,由于旋转驱动电机1441输出端的主动皮带轮通过同步带146与同步联动机构145中的皮带轮连接,因而在旋转驱动电机1441旋转时其将带动同步联动机构145转动,在同步联动机构145带动下旋转夹持装置14将带着产品跟随其一起旋转150
°
;21)重复步骤17)-18),完成缠胶;22):对横向调节安装座522的横向位置进行调整,即通过驱动气缸524驱动横向调节安装座522的侧板,让横向调节安装座522上的滑动块沿着安装顶板521的下部导轨移动至指定位置;23):在步骤22)的横向调节安装座522的位置调节时,旋转驱动机构144中的旋转驱动电机1441转动,由于旋转驱动电机1441输出端的主动皮带轮通过同步带146与同步联
动机构145中的皮带轮连接,因而在旋转驱动电机1441旋转时其将带动同步联动机构145转动,在同步联动机构145带动下旋转夹持装置14将带着产品跟随其一起旋转30
°
;24):重复步骤17)-18),完成缠胶;25):下料,控制装置将命令旋转夹持装置14中的夹爪气缸142将驱动夹爪组件143放开产品,并回至原点;26):升降驱动机构13开始工作,即升降驱动气缸131驱动产品放置架12带动产品下降,吸附机构15中的吸盘151吸住产品; 27):然后移动机构16中的移动驱动机构162将通过驱动移动架161上的驱动块165让移动架161的下方的滑动块164沿着导轨111移动至初始位置,由于产品放置架12设于移动架161的上方,从而将带动产品放置架12及其上的产品一起带动至原点,吸盘151破气松开产品,然后对加工后的产品进行下料即可。以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1