一种石膏板生产线取样装置及方法与流程
一种石膏板生产线取样装置及方法
1.所属领域
2.本发明涉及石膏板生产技术领域,具体涉及一种石膏板生产线取样装置及方法。
背景技术:
3.石膏板是以建筑石膏为主要原料制成的一种材料,具有重量轻、强度较高和厚度较薄以及隔音绝热等诸多优点,在石膏板的生产过程中,需要对处于湿板状态的石膏板进行取样,以便对石膏板的各项性能进行检测判断其是否合格。
4.随着轻质建材的飞速发展,石膏板生产线规模越来越大,生产线速度越来越快,自动化程度逐渐提高。但是在过程控制的取样工序仍采用人工取板,需要配置人员进行该项工作浪费人力资源,设计一套自动取样系统是有必要的。
技术实现要素:
5.为了解决石膏板生产过程中人工取样的问题,本发明提供了一种石膏板生产线取样装置及方法。
6.一种石膏板生产线取样装置,输送板材的石膏板输送线包括位于同一运行方向上的加速皮带、取样输送辊道、进板辊道和设于所述取样输送辊道下方的样板输送皮带,及与所述样板输送皮带在同一运输方向上的样板输送辊道,所述石膏板样板运行至取样输送辊道上下落到所述样板输送皮带上,由样板输送辊道输送出;
7.所述取样输送辊道上设有根据重量区分石膏板样板和板材的测重单元,所述测重单元连接中央处理器,所述中央处理器连接所述石膏板输送线和控制所述取样输送辊道内辊子的电机,所述中央处理器还连接有取样开关;
8.所述取样开关被触发发送取样指令到所述中央处理器,所述中央处理器发送运行指令到所述石膏板输送线,所述测重单元发送测量信号到所述中央处理器,所述中央处理器根据所述测重单元的测量信号发送滑动指令到所述电机,所述电机驱动所述取样输送辊道内的辊子向两侧滑动形成下落空间。
9.进一步地,所述样板输送皮带、所述样板输送辊道的运行方向和所述取样输送辊道的运行方向相同或垂直。
10.进一步地,所述加速皮带和所述取样输送辊道之间的空隙安装有一号限位光电开关。
11.进一步地,所述样板输送皮带和所述样板输送辊道之间的空隙安装有三号限位光电开关。
12.进一步地,所述取样输送辊道包括安装有多个辊子的轨道,每个所述辊子由一个弹性固定件固定在轨道内,每个辊子和每个弹性固定件由电机独立控制,所述弹性固定件打开状态下,所述辊子由所述电机控制向轨道的两端滑动。
13.进一步地,所述样板输送皮带上设有检测承载的石膏板样板重量的复验测重单元,所述复验测重单元连接中央处理器,发送测量信号到中央处理器。
14.进一步地,每个所述弹性固定件下设有一个用于判断辊子复位情况的辊子光电开关。
15.在本发明的第二个方面,提供一种石膏板生产线取样方法,方法步骤包括:
16.步骤100、非取样状态下,每组板材数量等于预设数量,开始加速输送,石膏板输送带加速运行,板材加速经过加速皮带和取样输送辊道,待板材输送经过二号限位光电开关后停止在进板辊道上,继而输送到下一工序;
17.步骤200、取样时触发取样开关,每组板材数量等于预设数量加1块样板,石膏板输送线运行,待石膏板样板切板完成后,石膏板输送线加速运行;
18.步骤300、至测重单元检测发现石膏板样板在取样输送辊道上且石膏板样板已经脱离一号限位光电开关,石膏板输送线停止,石膏板样板由取样输送辊道下落到样板输送皮带上;
19.步骤400、样板下落后,石膏板输送线恢复加速运行状态,石膏板样板由样板输送皮带输送到样板输送辊道上,从石膏板输送线取出。
20.进一步地,所述步骤300中所述石膏板输送线停止后,所述取样输送辊道上的辊子由中间向两侧滑动空出下落空间,所述石膏板样板从所述下落空间下落到所述样板输送皮带上。
21.进一步地,步骤300中所述石膏板输送线停止后,所述取样输送辊道上一侧的一半辊子向就近端部滑动,待滑动结束,所述石膏板样板的一端下落到所述样板输送皮带上;所述取样输送辊道上的另一半辊子向就近另一端部滑动,待滑动结束,所述石膏板样板的另一端下落到所述样板输送皮带上。
22.有益效果:本发明提供的石膏板生产线取样装置及方法实现了自动取出石膏板样板,在线将石膏板样板输送出生产线,大大提高了自动化程度,减少了人的操作和劳动量。
附图说明
23.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
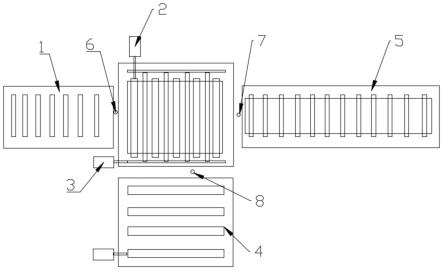
24.图1为本发明实施例中石膏板生产线取样装置的结构示意图;
25.图2为本发明实施例中石膏板生产线取样装置的控制框架示意图;
26.图3为本发明实施例中取样输送辊道的结构示意图;
27.图4为本发明实施例图3中a-a处的剖视图;
28.图中标号为:
29.1-加速皮带;2-取样输送辊道;3-样板输送皮带;4-样板输送辊道;5
‑ꢀ
进板辊道;6-一号限位光电开关;7-二号限位光电开关;8-三号限位光电开关;9-辊子;10-轨道;11-弹性固定件。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.一种石膏板生产线取样装置,如图1所示,输送板材的石膏板输送线包括位于同一运行方向上的加速皮带1、取样输送辊道2、进板辊道5和设于所述取样输送辊道2下方的样板输送皮带3,及与所述样板输送皮带3在同一运输方向上的样板输送辊道4,所述石膏板样板运行至取样输送辊道2上下落到所述样板输送皮带3上,由样板输送辊道4输送出。
32.如图2所示,所述取样输送辊道2上设有根据重量区分石膏板样板和板材的测重单元,所述测重单元连接中央处理器,所述中央处理器连接所述石膏板输送线和所述取样输送辊道2上的辊子,所述中央处理器还连接有取样开关;
33.所述取样开关被触发发送取样指令到所述中央处理器,所述中央处理器发送运行指令到所述石膏板输送线,所述测重单元发送测量信号到所述中央处理器,所述中央处理器根据所述测重单元的测量信号发送滑动指令到所述电机,所述电机驱动所述取样输送辊道2内的辊子向两侧滑动形成下落空间,所述石膏板样板由所述下落空间下落到所述样板输送皮带3上。
34.在石膏板输送线运行过程中,如果处于非取样状态,板材正常加速经过加速皮带1和取样输送辊道2,进入进板辊道5,输送到下一工序。
35.如果需要取样则触发取样开关,中央处理器收到取样指令,发出降速指令到石膏板输送线,石膏板输送线降速至常规速度运行;待石膏板样板切板完成后,中央处理器发送加速指令到石膏板输送线,石膏板样板加速经过加速皮带1,运输至取样输送辊道2上。取样输送辊道2上的测重单元检测重量数据持续发送到中央处理器,中央处理器实时处理测重单元的测量信号,和样板标准重量进行比较,石膏板样板大小比板材小,重量明显小于板材重量,中央处理器得到测量信号和样板标准重量的差值大于设定阈值范围,即判断取样输送辊道2上的板材为石膏板样板,中央处理器发送暂停指令到石膏板输送线,发送滑动指令到取样输送辊道2上控制辊子的电机。石膏板输送线暂停,电机驱动取样输送辊道2上的辊子向两侧滑动,空出下落空间,石膏板样板从下落空间落下到样板输送皮带3上,由样板输送皮带3输送到样板输送辊道4上,石膏板样板从生产线取出。
36.在一些可能的实施例中,取样输送辊道2的尺寸可以根据石膏板样板的尺寸确定,满足石膏板样板停止在取样输送辊道2上,正常长度板材长度大于取样输送辊道2的长度,也可以避免板材从取样输送辊道2上误落的异常情况发生。
37.本发明提供的石膏板生产线取样装置实现了自动取出石膏板样板,在线将石膏板样板输送出生产线,大大提高了自动化程度,减少了人的操作和劳动量。
38.在一些可能的实施例中,所述样板输送皮带3、所述样板输送辊道4的运行方向和所述取样输送辊道2的运行方向相同或垂直。样板输送皮带3和样板输送辊道4可以平行设置在取样输送辊道2的下方,运行方向和取样输送辊道2的运行方向相同,这样可节省占地空间。样板输送皮带3和样板输送辊道4的运行方向也可以选择垂直设置于取样输送辊道2的方向上,方便查看和故障检查。
39.如图1所示,所述加速皮带1和所述取样输送辊道2之间的空隙安装有一号限位光电开关6,用于检测加速皮带1上的板材或石膏板样板是否脱开加速皮带1。在石膏板样板停
止取样输送辊道2上,必须保证石膏板样板脱开加速皮带1,防止石膏板样板下落过程中被折断。所述取样输送辊道2和所述进板辊道5之间的空隙安装有二号限位光电开关7,用于检测板材是否脱开取样输送辊道2。所述样板输送皮带3和所述样板输送辊道4之间的空隙安装有三号限位光电开关8,用于检测石膏板样板是否脱开样板输送皮带3运动到样板输送辊道4上。光电开关6、7和8均连接中央处理器,发送检测数据到中央处理器处理。
40.本发明中,如图3和4所示,所述取样输送辊道2包括安装有多个辊子9 的轨道10,每个辊子9由一个弹性固定件11固定在轨道10内,每个弹性固定件11下设有一个辊子光电开关,每个辊子9由电机独立控制;弹性固定件 11打开状态下,辊子9由电机控制在轨道10内向轨道的两端滑动。
41.正常状态下,辊子9均匀固定在轨道10内,承接板材由加速皮带1输送到进板辊道5上;在取样状态下,当石膏板样板运动停止在取样输送辊道2 上时,内部的辊子9向取样输送辊道2的内侧端部滑动,空出下落空间,使得石膏板样板从取样输送辊道2上下落到样板输送皮带上。
42.为保证石膏板样板下落过程中不会折断或损伤,样板输送皮带3距离取样输送辊道2之间的垂直高度在不影响上下两层的转动前提下尽可能小。
43.中央处理器同时发送指令到控制辊子9的电机上,电机同时松开每个弹性固定件11,辊子向就近的轨道10的端部滑动,空出下落空间,石膏板样板下落到样板输送皮带3上。
44.在另一个实施例中,中央处理器可以先发送指令到轨道10同一端一半辊子的电机上,电机松开弹性固定件11,带动辊子向就近的轨道10端部滑动,待一半辊子运动停止,空出一端的下落空间,石膏板样板的一端下落到样板输送皮带3上;中央处理器可以根据样板输送皮带3承受的重量判断石膏板样板的下落情况,发送指令到轨道10另一端的另一半辊子的电机上,另一半辊子滑向就近的轨道10的端部,空出另一端的下落空间,石膏板样板继续下落至全部下落到样板输送皮带3上。石膏板样板的两端分开下落,会减缓下落过程中的下落速度,落地的振动也较小,对石膏板样板的损伤较小,可避免下落过程中的折断现象。
45.此外,所述样板输送皮带3上设有检测承载的所述石膏板样板重量的复验测重单元,复验测重单元连接中央处理器,发送测量信号到中央处理器。中央处理器接收到复验测重单元的检测数据后,可以和测重单元发送的测量数据进行比较判断石膏板样板的下落状态及是否完全下落到样板输送皮带3 上。
46.取样过程中,待石膏板样板全部下落到样板输送皮带3上后,中央处理器发送指令到控制辊子9的电机上,电机驱动每个辊子9复位,每个弹性固定件11下方的辊子光电开关可以判断辊子9是否成功复位,在中央处理器收到每个辊子光电开关的复位信号后,电机关闭弹性固定件,所有辊子9被固定。取样输送辊道2恢复原状,中央处理器发送加速指令到石膏板输送线,加速运行,输送板材。
47.本发明提供的石膏板生产线取样装置,内部具体为一种取样方法,方法步骤包括:
48.步骤100、非取样状态下,每组板材数量等于预设数量,开始加速输送,石膏板输送带加速运行,板材加速经过加速皮带和取样输送辊道,待板材输送经过二号限位光电开关后停止在进板辊道上,继而输送到下一工序。
49.步骤200、取样时触发取样开关,每组板材数量等于预设数量加1块样板,石膏板输送线运行,待石膏板样板切板完成后,石膏板输送线加速运行进入加速皮带1。
50.步骤300、至测重单元检测发现石膏板样板在取样输送辊道上且石膏板样板已经脱离一号限位光电开关,确保石膏板样板已经脱离加速皮带1,石膏板输送线停止石膏板样板停止在取样输送辊道2上,石膏板样板由取样输送辊道下落到样板输送皮带上。
51.所述取样输送辊道2上的辊子由中间向两侧滑动空出下落空间,所述石膏板样板从所述下落空间下落到所述样板输送皮带3上,由所述样板输送皮带3经过所述样板输送辊道4取出。
52.为减少石膏板样板的跌落损伤或折断,辊子的滑动方式可以选择:取样输送辊道2上的一半辊子向就近取样输送辊道2的一侧端部滑动,待滑动结束,石膏板样板的一端下落到样板输送皮带3上;然后取样输送辊道2上另一半辊子向就近取样输送辊道2的另一侧端部滑动,待滑动结束,石膏板样板的另一端下落到样板输送皮带3上,完全下落到样板输送皮带3上。
53.步骤400、样板下落后,石膏板输送线恢复加速运行状态,石膏板样板由样板输送皮带3输送到样板输送辊道4上,从石膏板输送线取出。
54.以上实施例仅为本技术的示例性实施例,不用于限制本技术,本技术的保护范围由权利要求书限定。本领域技术人员可以在本技术的实质和保护范围内,对本技术做出各种修改或等同替换,这种修改或等同替换也应视为落在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1