一种用于高弹丝面料的裁切装置及其裁切方法与流程
1.本发明属于面料裁切技术领域,具体涉及一种用于高弹丝面料的裁切装置及其裁切方法。
背景技术:
2.高弹丝面料是用变形纤维织成的织物的一种。化学纤维长丝经过一次加热变形制成的螺旋圈形,弹性伸缩率较高,称高弹丝。
3.中国专利公开号cn114408652a公开一种拉丝面料编织用裁切收卷装置及其使用方法,涉及面料裁切相关领域,包括支撑机构,所述支撑机构的侧部设置有原料承载机构,支撑机构的远离原料承载机构的一侧设置有引导机构,引导机构的顶端设置有分切机构,引导机构远离分切机构的一端设置有收卷机构,所述支撑机构包括支撑架,支撑架前端侧壁设置有连接固定轴,连接固定轴远离支撑架的一端设置有连接限位板,连接限位板远离连接固定轴的一端设置有末端限位板;同时,本发明在使用时,通过设置有可控式的分切机构,可远程控制进行分切,避免人工分切处理可能对材料和人工处理的人员造成双向损害,提高收卷效率,收卷工作也是自动处理,提高了工作效率。
4.但是现有技术中未公开从面料清扫、平整、裁切到收卷的全程自动化装置并且高弹性面料的收卷需要面料保持在不松弛情况下来进行收卷,而现有技术中未公开针对高弹性面料的收卷。
技术实现要素:
5.鉴于现有技术中存在上述问题,本发明的目的是提供一种用于高弹丝面料的裁切装置及其裁切方法。
6.本发明提供了如下的技术方案:
7.一种用于高弹丝面料的裁切装置包括,安装在侧板上的除尘装置,用于在裁切收卷面料前除去灰尘;位于所述除尘装置一侧外且依次安装在底板上的平整装置和裁切组件,位于裁切组件一侧外的弹性回收装置,用于保证高弹丝面料弹性的收卷作业。
8.具体的,除尘装置包括安装板,位于所述安装板一侧外的过渡辊,安装在安装板上的若干个清扫装置;清扫装置包括安装在安装板上的支撑架,排刷安装在支撑架上。
9.具体的,所述平整装置包括安装在底板上的安装座,铰接在安装座上的连接板,安装在连接板上的滚轮底座,安装在滚轮底座上的滚轮轴,活动安装在滚轮轴上的滚轮,安装在连接板上的把手,安装在所述底板上且位于所述连接板正下方的工作台,安装在工作台上的限位框,所述限位框通过横板和竖板焊接组成,竖板安装在工作台上,所述横板与工作台之间形成间隙。
10.具体的,平整装置还包括连接滚轮轴和限位框的调整压力装置,所述调整压力装置包括安装在滚轮轴上的锁紧固定板,安装在限位框上的气缸一,气缸一通过锁紧组件配合通孔安装在锁紧固定板上;锁紧组件包括安装在气缸一上的固定销,所述固定销一端设
有十字型凹槽,所述十字型凹槽内对称置有锁紧片,所述锁紧片通过铰接销铰接在固定销上,且对称的锁紧片之间通过复位弹簧二连接,复位弹簧一套在固定销上且一端安装在固定销上、另一端安装在气缸一上。
11.具体的,裁切组件包括安装在底板上的辊,位于辊远离平整装置一侧外的监督面料松弛装置;位于监督面料松弛装置一侧外且由上到下依次活动安装在底板上的上夹紧装置和下夹紧辊安装在底板靠近弹性回收装置一侧的切割组件。
12.具体的,监督面料松弛装置包括安装在底板上的直线导轨一,通过导向轴安装座活动安装在直线导轨一上的导向轴,所述导向轴置于面料上,安装在导向轴安装座上的感应片,位于感应片一侧且安装在底板上的光电传感器。
13.具体的,上夹紧装置包括安装在底板上的直线导轨二,通过辊安装座活动安装在直线导轨二上的上夹紧辊,与直线导轨二平行且安装在辊安装座上的移动轴,所述移动轴穿过安装在底板上的固定座,位于固定座和辊安装座之间且套在移动轴上的弹簧。
14.具体的,切割组件包括气缸二通过气缸安装座安装在底板上,通过气缸安装板安装在气缸二上的气缸三,且所述气缸二与气缸三之间垂直放置;安装在气缸三上的刀片底板,刀片底板上设有限位槽,通过刀片安装块安装在限位槽内的刀片,安装在底板上且位于刀片下方的切割台,所述切割台上设有切割槽。
15.具体的,弹性回收装置包括安装在放置座上的收卷安装座,连接轴通过轴承座组件活动安装在收卷安装座上,连接轴靠近轴承座组件的一端安装在收卷筒上,且收卷筒上设有空腔,螺栓通过连接空腔壁和连接轴把收卷筒安装在连接轴上,连接轴上安装有皮带用滑轮,皮带用滑轮上设有皮带,皮带一端通过皮带安装板安装在收卷安装座上,皮带另一端通过拉伸弹簧配合弹簧安装板安装在收卷安装座上,连接轴另一端安装有电机。
16.基于上述装置,本发明还提出了使用所述的一种用于高弹丝面料的裁切装置的裁切方法,包括以下步骤:
17.s1,面料首先从过渡辊下通过,依次经过若干个清扫装置,然后面料从限位框底部穿过,依次通过辊下侧、导向轴下侧、上夹紧装置与下夹紧辊之间以及切割台到达收卷筒,人工形成第一个收卷回合;
18.s2,通过下面两种方式消除面料上的褶皱:
19.d1、通过把手把滚轮压下,然后开启电机;
20.d2、通过把手把滚轮压下,气缸一通过锁紧组件锁紧在锁紧固定板上,根据面料的规格调整气缸一,然后开启电机;
21.s3,当面料收卷到指定尺寸后,开启气缸二和气缸三,从而带动刀片切割面料,完成面料收卷。
22.本发明的有益效果是:
23.1.本装置实现了面料从清扫、平整、切割到收卷全自动化过程,减少了人力的消耗,并且本装置使用的电器元件数量少,减少了使用成本;
24.2.平整装置内设计的调整压力装置,能够通过控制滚轮上下移动,用于在滚轮的自重下施加或减少格外的力来压住面料,能够用于不同规格面料的平整作业,消除面料上的褶皱,适用性广;
25.3.裁切组件内的监督面料松弛装置能够监督滚轮材料的松弛,利用直线导轨和光
电传感器的配合监督面料传送时是否松弛;以及弹性回收装置内的皮带配合拉伸弹簧的设计,使得面料收进收卷筒时,能够免于弹性回收装置在惯性作用下空转的制动回收,避免作业误差,同时收卷筒上空腔的设计便于取卸收卷筒。
附图说明
26.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
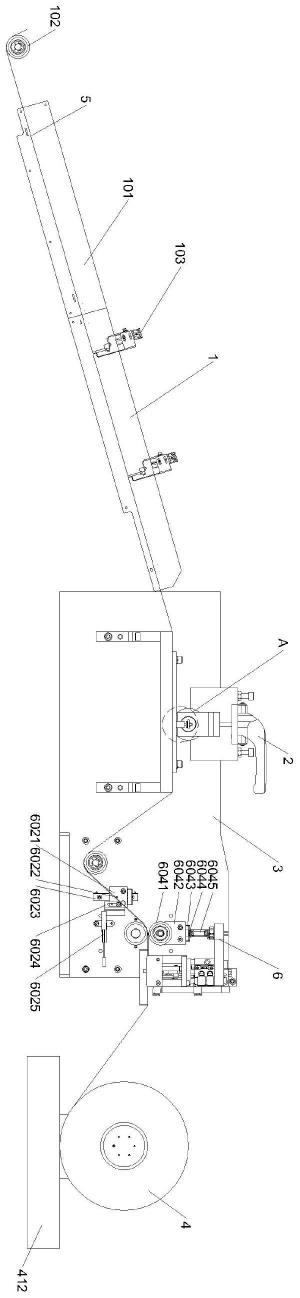
27.图1是本发明的正视图;
28.图2是本发明中清扫装置的三维图;
29.图3是本发明实施例一中平整装置的三维图;
30.图4是本发明中裁切组件的三维图;
31.图5是本发明中切割组件的三维图;
32.图6是本发明中弹性回收装置的后视图;
33.图7是本发明中弹性回收装置的内部结构示意图;
34.图8是图1中a处的放大图;
35.图9是本发明实施例二中锁紧组件的内部结构示意图;
36.图10是本发明中切割台的三维图。
具体实施方式
37.实施例一
38.如图1所示,本发明提供一种用于高弹丝面料的裁切装置,包括安装在侧板上的除尘装置1,用于在裁切收卷面料前除去灰尘;位于所述除尘装置1一侧外且依次安装在底板3上的平整装置2和裁切组件6,位于裁切组件6一侧外的弹性回收装置4,用于保证高弹丝面料弹性的收卷作业。
39.除尘装置1包括安装板101,位于所述安装板101一侧外的过渡辊102,安装在安装板101上的若干个清扫装置103,面料5从清扫装置103下通过。
40.请重点参考图2,清扫装置103包括安装在安装板101上的支撑架1031,排刷1033通过支撑架1031安装在支撑架1031上,所述排刷1033用于清扫面料5上的灰尘。
41.请重点参考图3,所述平整装置2包括安装在底板3上的安装座202,通过铰链203铰接在安装座202上的连接板204,安装在连接板204上的滚轮底座206,安装在滚轮底座206上的滚轮轴207,活动安装在滚轮轴207上的滚轮208,安装在连接板204上的把手205,用于手动拉起或放下滚轮208,安装在所述底板3上且位于所述连接板204正下方的工作台209,安装在工作台209上的限位框210,面料5从限位框210底部穿过,所述限位框210用于保证滚轮208平整面料5时限制面料5的移动,所述限位框210通过横板和竖板焊接组成,竖板安装在工作台209上,所述横板与工作台209之间形成间隙。
42.所述平整装置2通过滚轮208自重压住面料5,限位框210限制面料5前进轨道无偏移。
43.请重点参考图4,裁切组件6包括安装在底板3上的辊601,位于辊601远离平整装置2一侧外的监督面料松弛装置602,用于监督面料5的松弛;位于监督面料松弛装置602一侧
外且由上到下依次活动安装在底板3上的上夹紧装置604和下夹紧辊603,所述上夹紧装置604配合下夹紧辊603用于保证面料5前进的方向并夹紧面料5,安装在底板3靠近弹性回收装置4一侧的切割组件606。
44.请重点参考图1,监督面料松弛装置602包括安装在底板3上的直线导轨一6023,通过导向轴安装座6021活动安装在直线导轨一6023上的导向轴6022,所述导向轴6022置于面料5上,安装在导向轴安装座6021上的感应片6024,位于感应片6024一侧且安装在底板3上的光电传感器6025,当感应片6024下移时所述光电传感器6025能够感应其位置。
45.监督面料松弛装置602为了监督滚轮材料的松弛,利用直线导轨和光电传感器的配合监督面料5传送时是否松弛,当面料5传送松弛时,导向轴6022在重力的作用下带动感应片6024下移,光电传感器6025感应到感应片6024位置,传递信号到控制器,停止弹性回收装置4收卷,调整收卷状态。
46.上夹紧装置604包括安装在底板3上的直线导轨二6043,通过辊安装座6042活动安装在直线导轨二6043上的上夹紧辊6041,与直线导轨二6043平行且安装在辊安装座6042上的移动轴6045,所述移动轴6045穿过安装在底板3上的固定座6046,位于固定座6046和辊安装座6042之间且套在移动轴6045上的弹簧6044,本装置利用直线导轨二6043和弹簧6044的夹紧辊之间的夹入,从而施加阻力运送面料5。
47.请重点参考图5,切割组件606包括气缸二6062通过气缸安装座60610安装在底板3上,通过气缸安装板6061安装在气缸二6062上的气缸三6063,且所述气缸二6062与气缸三6063之间垂直放置;安装在气缸三6063上的刀片底板6064,刀片底板6064上设有限位槽6065,通过刀片安装块6067安装在限位槽6065内的刀片6066,安装在底板3上且位于刀片6066下方的切割台6068,请重点参考图10,所述切割台6068上设有切割槽6069,面料5置于切割台6068上,刀片6066在气缸二6062与气缸三6063的带动下对面料5沿切割槽6069进行切割。
48.请重点参考图1、图6和图7,弹性回收装置4包括安装在放置座412上的收卷安装座401,连接轴404通过轴承座组件405活动安装在收卷安装座401上,连接轴404靠近轴承座组件405的一端安装在收卷筒402上,连接轴404上安装有皮带用滑轮407,皮带用滑轮407上设有皮带408,皮带408一端通过皮带安装板409安装在收卷安装座401上,皮带408另一端通过拉伸弹簧411配合弹簧安装板410安装在收卷安装座401上,连接轴404另一端安装有电机,用于收卷面料5,安装在连接轴404上且位于皮带用滑轮407和轴承座组件405之间的调整环406,所述调整环406是作为辅助安装调节设备。
49.且所述收卷筒402上设有空腔403,螺栓通过连接空腔壁和连接轴404把收卷筒402安装在连接轴404上,因此空腔403的设计便于取卸收卷筒402;同时皮带408配合拉伸弹簧411的设计,使得面料5收进收卷筒402时,免于弹性回收装置4在惯性作用下空转的制动回收,避免作业误差。
50.光电传感器6025、气缸二6062、气缸三6063和弹性回收装置4中的电机通信地耦合控制面板。
51.控制面板内含plc控制器,plc控制器即可编程数控系统,plc作为中央控制系统,用触摸屏实现整机的程序输入和运行控制,实现加工全过程自动化。控制系统可作为连接各个执行元件按照逻辑轨迹运动的系统,通过编程控制执行元件按照所需的运行步骤运
行。
52.本装置实现了面料5从清扫、平整、切割到收卷全自动化过程,减少了人力的消耗,并且本装置使用的电器元件数量少,减少了使用成本。
53.基于上述装置,本发明实施例一还提出了使用所述的一种用于高弹丝面料的裁切装置的裁切方法,包括以下步骤:
54.步骤一,面料5首先从过渡辊102下通过,依次经过若干个清扫装置103,然后面料5从限位框210底部穿过,依次通过辊601下侧、导向轴6022下侧、上夹紧装置604与下夹紧辊603之间以及切割台6068到达收卷筒402,人工形成第一个收卷回合;
55.步骤二,通过把手205把滚轮208压下,然后开启电机;滚轮208通过自重压住面料5使得面料5平整通过,从而消除面料5上的褶皱,限位框210限制面料5前进轨道无偏移;
56.步骤三,当面料5收卷到指定尺寸后,开启气缸二6062和气缸三6063,从而带动刀片6066切割面料5,完成面料5收卷。
57.实施例二
58.实施例二的一种用于高弹丝面料的裁切装置,除平整装置2和裁切组件6的结构与实施例一不同外,其它装置的结构、安装位置及其工作原理皆相同。
59.请重点参考图1和图8,平整装置2还包括连接滚轮轴207和限位框210的调整压力装置201,所述调整压力装置201包括安装在滚轮轴207上的锁紧固定板2013,安装在限位框210上的气缸一2011,气缸一2011通过锁紧组件2012配合通孔安装在锁紧固定板2013上。
60.请重点参考图9,锁紧组件2012包括安装在气缸一2011上的固定销20121,所述固定销20121一端设有十字型凹槽20122,所述十字型凹槽20122内对称置有锁紧片20123,所述锁紧片20123通过铰接销20125铰接在固定销20121上,且对称的锁紧片20123之间通过复位弹簧二20126连接,复位弹簧一20124套在固定销20121上且一端安装在固定销20121上、另一端安装在气缸一2011上。
61.固定销20121穿过通孔时,锁紧片20123在力的作用下置于十字型凹槽20122内,当固定销20121穿过通孔后,锁紧片20123在复位弹簧二20126的反作用力下恢复原状,配合复位弹簧一20124使得气缸一2011卡在锁紧固定板2013上。
62.同时当手动按压锁紧片20123,能够卸下气缸一2011,因此锁紧组件2012的设计便于拆卸调整压力装置201。
63.在气缸一2011的作用下,通过控制滚轮208上下移动,用于在滚轮208的自重下施加或减少格外的力来压住面料5,能够用于不同规格面料5的平整作业,适用性广。
64.切割组件606安装在切割台6068上且位于刀片6066正前方的限位板,避免刀片6066伤害到工作人员。
65.光电传感器6025、气缸一2011、气缸二6062、气缸三6063和弹性回收装置4中的电机通信地耦合控制面板。
66.基于上述装置,本发明实施例二还提出了使用所述的一种用于高弹丝面料的裁切装置的裁切方法,包括以下步骤:
67.步骤一,面料5首先从过渡辊102下通过,依次经过若干个清扫装置103,然后面料5从限位框210底部穿过,依次通过辊601下侧、导向轴6022下侧、上夹紧装置604与下夹紧辊603之间以及切割台6068到达收卷筒402,人工形成第一个收卷回合;
68.步骤二,通过把手205把滚轮208压下,气缸一2011通过锁紧组件2012锁紧在锁紧固定板2013上,根据面料5的规格调整气缸一2011,然后开启电机;滚轮208通过自重和气缸一2011施加的压力压住面料5使得面料5平整通过,从而消除面料5上的褶皱,限位框210限制面料5前进轨道无偏移;
69.步骤三,当面料5收卷到指定尺寸后,开启气缸二6062和气缸三6063,从而带动刀片6066切割面料5,完成面料5收卷。
70.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1