一种高适用性大型紫铜管包装设备的制作方法
1.本发明涉及一种包装设备技术领域,具体涉及一种高适用性大型紫铜管包装设备。
背景技术:
2.紫铜管,有色金属管一种,是压制的和拉制的无缝管,紫铜管在生产完毕之后需要通过包装设备进行包装,紫铜管的体积决着这包装设备的体积。
3.现有技术中,对于大型紫铜管包装工作需要通过对于包装的胶膜角度进行调节,使胶膜完善的覆盖紫铜管,此种胶膜角度调节工作适应性不强,无法适应不同胶膜的覆盖形状与角度需求;在紫铜管体积与胶膜规格发生变化时,包装后的紫铜管无法适应性被驱动,让包装后的紫铜管的输送工作不够灵活,因此,现有技术存在不足需要对此进行改进。
技术实现要素:
4.本发明要解决的技术问题是:克服现有技术中大型紫铜管包装设备适用性不强的技术问题,提供一种高适用性大型紫铜管包装设备。
5.本发明解决其技术问题所采用的技术方案是:一种高适用性大型紫铜管包装设备,包括:包装工作台,所述包装工作台适于承载紫铜管输送机构;胶膜输送结构,所述胶膜输送结构适于包装胶膜输送至导向聚合部;升降热压头,所述升降热压头介于所述胶膜输送结构和所述导向聚合部之间并共线设置在所述包装工作台上,所述紫铜管输送机构置于所述工作台始端并高于所述导向聚合部,其中:所述紫铜管输送机输送紫铜管至包装胶膜分段时,所述胶膜输送结构辊压包装胶膜移动,包装胶膜经所述导向聚合部包裹紫铜管后,所述升降热压头热压封闭包裹紫铜管后的包装胶膜,以使所述胶膜输送结构辊压输送包装胶膜脱离工位。
6.进一步地,所述导向聚合部包括设置在所述包装工作台上的两个角码板;所述角码板包括设置在所述包装工作台上的平板以及一体垂直设置在所述平板上的三角导板;两个所述三角导板能够上抵包装胶膜,其中:所述胶膜输送结构辊压包装胶膜移动时,两个所述三角导板能够侧摩擦包装胶膜侧导向后对向聚拢。
7.进一步地,所述导向聚合部还包括设置在两个所述三角导板上的两个侧导部;两个所述侧导部能够下抵包装胶膜,其中:所述胶膜输送结构辊压包装胶膜移动时,两个所述侧导部能够下摩擦包装胶膜下导向后下压聚拢。
8.进一步地,所述侧导部包括侧板,设置在所述侧板上的螺槽,设置在所述三角导板上的螺孔一以及螺旋连接所述螺孔一和所述螺槽的手拧螺栓,其中:所述三角导板适于拆装变换角度。
9.进一步地,所述包装工作台上设置有滑孔,所述滑孔内镜像贯穿有两组滑杆,两组所述滑杆上镜像设置有两组螺孔副;所述高适用性大型紫铜管包装设备还包括双向螺纹操作柱;所述双向螺纹操作柱能够螺旋穿插两组所述螺孔副,两个所述平板连接两组所述滑
杆,其中:螺旋转动所述双向螺纹操作柱,两组所述螺孔副能够带动两组所述滑杆对向移动,以使两组所述滑杆带动两个所述平板对向移动,两组所述三角导板能够带动两个所述侧板对向移动。
10.进一步地,所述滑杆上嵌合有遮挡块体;所述遮挡块体能够上抵所述包装工作台并横担所述滑孔;所述遮挡块体与所述平板的间隙等于所述包装工作台的厚度。
11.进一步地,所述胶膜输送结构包括铰接设置在所述包装工作台上并置于其始端的胶膜放卷辊以及设置在所述包装工作台上并置于其末端的驱动电机以及能够被所述驱动电机驱动的胶膜收卷辊部,其中:所述紫铜管输送机构输送紫铜管至包装胶膜分段时,驱动所述驱动电机,所述胶膜收卷辊部能够辊压包装胶膜分段移动,以使包装胶膜分段拉动所述胶膜放卷辊放卷。
12.进一步地,所述胶膜放卷辊部包括圆辊,呈圆周设置在所述圆辊外壁的若干放置槽,穿插在若干所述放置槽的若干连杆以及设置在若干所述连杆上的若干弧形板;若干所述弧形板之间等分有间隙;若干所述弧形板能够下抵包装胶膜分段,其中:驱动所述驱动电机,所述圆辊能够带动若干所述弧形板辊压包装胶膜分段移动,以使若干所述弧形板带动若干所述连杆沿若干所述放置槽上升。
13.进一步地,所述胶膜放卷辊还包括设置在若干所述放置槽内的若干弹性部件;若干所述弹性部件一端连接若干所述放置槽;若干所述弹性部件另一端连接若干所述连杆,其中:若干所述弧形板带动若干所述连杆沿若干所述放置槽上升时,若干所述弹性部件能够压缩。
14.进一步地,所述放置槽两侧设置有两个抵触架,所述抵触架具有弹性;所述连杆两侧设置有两个弧形槽;两个所述弧形槽一端为半圆形,两个所述弧形槽能够侧抵两个所述弧形槽,其中:所述弧形板带动所述连杆沿所述放置槽上升时,两个所述弧形槽能够摩擦两个所述抵触架。
15.本发明的有益效果是,本发明设置有导向聚合部,让包装胶膜分段在经过导向聚合部的过程中导向折叠活动而对不同规格的紫铜管进行不同幅度的包裹封袋工作,让包装胶膜适应不同规格的紫铜管包装需求,增加紫铜管包装工作中的适应性;
16.且胶膜输送结构在辊压输送紫铜管与包装胶膜的过程中能够分别调节与紫铜管和包装胶膜的受力间距,使紫铜管和包装胶膜在此过程中受到合适的输送作用力而下料,让紫铜管包装工作灵活。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
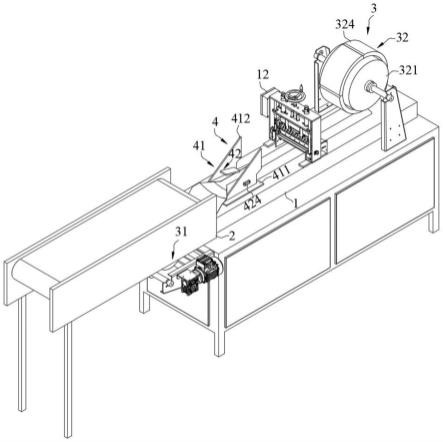
18.图1是本发明的高适用性大型紫铜管包装设备的优选实施例的立体图;
19.图2是本发明的导向聚合部的优选实施例的立体图;
20.图3是本发明的导向聚合部的优选实施例的正视图;
21.图4是本发明的胶膜收卷辊部的优选实施例的立体图;
22.图5是本发明的胶膜收卷辊部的优选实施例的侧视内部示意图;
23.图6是本发明的图5中a处放大图。
24.图中:
25.1、包装工作台;
26.2、紫铜管输送机构;
27.3、胶膜输送结构;31、胶膜放卷辊;
28.32、胶膜收卷辊部;321、圆辊;322、放置槽;323、连杆;324、弧形板;325、弹性部件;
29.4、导向聚合部;
30.41、角码板;411、平板;412、三角导板;
31.42、侧导部;421、侧板;424、手拧螺栓;
32.5、滑孔;
33.6、滑杆;
34.7、螺孔副;
35.8、双向螺纹操作柱;
36.9、遮挡块体;
37.10、抵触架;
38.11、弧形槽;
39.12、升降热压头。
具体实施方式
40.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
41.实施例一
42.如图1所示,图1是本发明的高适用性大型紫铜管包装设备的优选实施例的立体图;如图2所示,图2是本发明的导向聚合部的优选实施例的立体图;如图3所示,图3是本发明的导向聚合部的优选实施例的正视图,如图1-3所示,本发明提供了一种高适用性大型紫铜管包装设备,包装工作台1,所述包装工作台1适于承载紫铜管输送机构2;胶膜输送结构3,所述胶膜输送结构3适于包装胶膜输送至导向聚合部4;升降热压头12,所述升降热压头12介于所述胶膜输送结构3和所述导向聚合部4之间并共线设置在所述包装工作台1上,所述紫铜管输送机构2置于所述工作台始端并高于所述导向聚合部4,其中:所述紫铜管输送机输送紫铜管至包装胶膜分段时,所述胶膜输送结构3辊压包装胶膜移动,包装胶膜经所述导向聚合部4包裹紫铜管后,所述升降热压头12热压封闭包裹紫铜管后的包装胶膜,以使所述胶膜输送结构3辊压输送包装胶膜脱离工位,,现有技术中,对于大型紫铜管的包装设备,在更换不同规格的紫铜管时,需要配合不同规格的包装胶膜,且需要配合不同规格的输送结构对包装紫铜管的包装胶膜进行输送,让大型紫铜管包装工作中的适应性较差,与现有技术相比,设置有导向聚合部4,让包装胶膜分段在经过导向聚合部4的过程中导向折叠活动而对不同规格的紫铜管进行不同幅度的包裹封袋工作,让包装胶膜适应不同规格的紫铜管包装需求,增加紫铜管包装工作中的适应性;且胶膜输送结构3在辊压输送紫铜管与包装胶膜的过程中能够分别调节与紫铜管和包装胶膜的受力间距,使紫铜管和包装胶膜在此过程中受到合适的输送作用力而下料,让紫铜管包装工作灵活,所述导向聚合部4包括设置在所述包装工作台1上的两个角码板41;所述角码板41包括设置在所述包装工作台1上的平板411以及一体垂直设置在所述平板411上的三角导板412;两个所述三角导板412能够上抵包
装胶膜,其中:所述胶膜输送结构3辊压包装胶膜移动时,两个所述三角导板412能够侧摩擦包装胶膜侧导向后对向聚拢,两个三角导板412的斜边方向朝向包装胶膜输送方向,两个三角导板412的斜边的顶点为远离包装胶膜输送方向,此设置让包装胶膜与两个三角导板412的斜边接触的过程中顺畅受力而保持良好的聚拢活动过程,减少其活动过程中的阻力,两个三角导板412之间的间距为包装胶膜包裹紫铜管的宽度,使紫铜管的包装尺寸标准化,保证若干紫铜管包装宽度的一致性,所述导向聚合部4还包括设置在两个所述三角导板412上的螺槽两个侧导部42;两个所述侧导部42能够下抵包装胶膜,其中:所述胶膜输送结构3辊压包装胶膜移动时,两个所述侧导部42能够下摩擦包装胶膜下导向后下压聚拢,包装胶膜经过两个三角导板412之后其侧边从水平角度调节至垂直角度,通过与两个侧导部42的接触过程,使包装胶膜垂直角度的侧边再次受力至水平角度与包装胶膜的底面平行接触而达到封袋效果,由此可知,紫铜管置于包装胶膜后,包装胶膜必须经两个三角导板412上折,然后,包装胶膜的两个上折段经过两个侧导部42重叠,使紫铜管呈圆形被包裹,升降热压头12热压包装胶膜的两个上折段重叠部分和两个上折段与底段的重叠部分,以此完成紫铜管的包装,让若干紫铜管的包装厚度也保持一致性,提高了若干紫铜管包装工作的品控效果,所述侧导部42包括侧板421,设置在所述侧板421上的螺孔一,设置在所述三角导板412上的螺槽以及螺旋连接在所述螺孔一和所述螺槽的手拧螺栓424,其中:所述三角导板412适于拆装变换角度,侧板421可以为倾斜角度,侧板421的低处朝向接近包装胶膜的输送方向,侧板421的高处朝向远离包装胶膜的输送方向,让包装胶膜的包装厚度有一个从厚到薄的变化过程,避免包装胶膜受力幅度过大而损坏,通过手拧螺栓424与螺孔一和螺槽的连接与分离工作,让侧板421适时调节在三角导板412上的角度,使其对于包装胶膜的下压导向工作适应性更广,所述包装工作台1上设置有滑孔5,所述滑孔5内镜像贯穿有两组滑杆6,两组所述滑杆6上镜像设置有两组螺孔副7;所述高适用性大型紫铜管包装设备还包括双向螺纹操作柱8;所述双向螺纹操作柱8能够螺旋穿插两组所述螺孔副7,两个所述平板411连接两组所述滑杆6,其中:螺旋转动所述双向螺纹操作柱8,两组所述螺孔副7能够带动两组所述滑杆6对向移动,以使两组所述滑杆6带动两个所述平板411对向移动,两组所述三角导板412能够带动两个所述侧板421对向移动,双向螺纹操作柱8通过两组螺孔副7作用于两组滑杆6与两个平板411构成距离调节结构,让两个平板411之间的距离被拉紧或者远离,进而让两个三角导板412之间的距离被调节改变,使包装胶膜的侧导向幅度发生改变,适应不同状态下的对于包装胶膜的侧导向过程,所述滑杆6上嵌合有遮挡块体9;所述遮挡块体9能够上抵所述包装工作台1并横担所述滑孔5;所述遮挡块体9与所述平板411的间隙等于所述包装工作台1的厚度,平板411可以让滑杆6不能够从滑孔5垂直脱离,遮挡块体9与平板411的间隙可以对三角导板412的活动轨迹起到限位作用,让三角导板412沿着包装工作台1的活动过程中不能够上下或者左右晃动,使其活动过程极具稳定性。
43.实施例二
44.如图4所示,图4是本发明的胶膜收卷辊部的优选实施例的立体图;如图5所示,图5是本发明的胶膜收卷辊部的优选实施例的侧视内部示意图;如图6所示,图6是本发明的图5中a处放大图,如图4-6所示,所述胶膜输送结构3包括铰接设置在所述包装工作台1上并置于其始端的胶膜放卷辊31以及设置在所述包装工作台1上并置于其末端的驱动电机以及能够被所述驱动电机驱动的胶膜收卷辊部32,其中:所述紫铜管输送机构2输送紫铜管至包装
胶膜分段时,驱动所述驱动电机,所述胶膜收卷辊部32能够辊压包装胶膜分段移动,以使包装胶膜分段拉动所述胶膜放卷辊31放卷,胶膜放卷辊31为包装胶膜提供了收纳空间,其随着受力过程而旋转,驱动电机驱动胶膜收卷辊部32旋转时,包装胶膜分段在包装工作前后均能拖动紫铜管,使整个流水线工作稳定进行,所述胶膜放卷辊31部包括圆辊321,呈圆周设置在所述圆辊321外壁的若干放置槽322,穿插在若干所述放置槽322的若干连杆323以及设置在若干所述连杆323上的若干弧形板324;若干所述弧形板324之间等分有间隙;若干所述弧形板324能够下抵包装胶膜分段,其中:驱动所述驱动电机,所述圆辊321能够带动若干所述弧形板324辊压包装胶膜分段移动,以使若干所述弧形板324带动若干所述连杆323沿若干所述放置槽322上升,若干弧形板324的圆心与圆辊321的圆心为同一圆心,若干放置槽322为若干连杆323提供了升降活动空间,若干弧形板324随着圆辊321旋转与包装胶膜相抵时,其随着受力状态让若干连杆323在若干放置槽322内保持合适的高度,使若干弧形板324对于包装胶膜的距离进行自动化调控,让包装胶膜受到的力适中,若干所述弧形板324之间的间隙,让其在升降过程中不会相互受阻,所述胶膜放卷辊31还包括设置在若干所述放置槽322内的若干弹性部件325;若干所述弹性部件325一端连接若干所述放置槽322;若干所述弹性部件325另一端连接若干所述连杆323,其中:若干所述弧形板324带动若干所述连杆323沿若干所述放置槽322上升时,若干所述弹性部件325能够压缩,弹性部件325可以为弹簧,其在压缩或者拉伸状态均能储能,让若干连杆323在若干放置槽322的升降过程平缓,若干弧形板324受力带动若干弹性部件325保持升降状态时,包装工作结束后,若干弧形板324能够在若干弹性部件325释放储能的作用力下复位至初始状态,保证下一规格包装胶膜的输送工作的顺利进行,利于包装胶膜输送的循环工作的自动化,使铜管输送效率得到提高,若干弹性部件325能够带动若干弧形板324在弹性作用力下依次下压包装胶膜和紫铜管,利用摩擦带动其移动,通过圆辊321的转动实现包装胶膜和紫铜管软硬两种物料的传输,所述放置槽322两侧设置有两个抵触架10,所述抵触架10具有弹性;所述连杆323两侧设置有两个弧形槽11;两个所述弧形槽11一端为半圆形,两个所述弧形槽11能够侧抵两个所述弧形槽11,其中:所述弧形板324带动所述连杆323沿所述放置槽322上升时,两个所述弧形槽11能够摩擦两个所述抵触架10,两个抵触架10倾斜设置呈横向八字形,开口较大的部分朝向弧形板324,两个抵触架10通过两个弧形槽11对连杆323进行侧抵定位作用使连杆323不易在升降过程中左右晃动,且连杆323朝向放置槽322的过程中会受到两个抵触架10由小到大的阻力效果,加强连杆323使用性,连杆323与弧形槽11的抵触面为圆弧形,让连杆323受力形变过程中与弧形槽11多点接触,让连杆323的侧抵作用力均匀。
45.工作原理:在使用该高适用性大型紫铜管包装设备时,首先根据铜管的尺寸情况对双向螺纹操作柱8进行旋转,双向螺纹操作柱8通过两个螺孔副7带动两个滑杆6在滑孔5内活动而调节距离,两个遮挡块体9与两个平板411也在此过程中摩擦包装工作台1的上下端面,同时,两个平板411调节距离带动两个三角导板412调节距离,两个侧板421也相应的调节距离,通过使用需求,用两个手拧螺栓424将两个侧板421安装为合适的角度,然后,驱动紫铜管输送机构2和驱动电机,紫铜管输送机构2将紫铜管输送至包装胶膜分段上,驱动电机驱动圆辊321旋转,圆辊321旋转带动若干弧形板324旋转,使若干弧形板324辊压输送包装胶膜分段,胶膜放卷辊31相应的进行旋转,使留有紫铜管的包装胶膜分段受到两个三角导板412和两个侧板421的导向作用而包裹紫铜管,再然后,升降热压头12相应的进行包
装胶膜的封口工作,待包裹紫铜管的包装胶膜活动至圆辊321平行处时,若干弧形板324在旋转过程中对其输送,使其脱离包装工作台1,最后,若干弧形板324受力活动过程中带动若干连杆323间断沿着若干放置槽322上升,若干弹性部件325间断被压缩,同时,若干连杆323间断带动若干弧形槽11压缩若干抵触架10,待紫铜管包装输送工作结束后,若干弧形板324在相关的弹性反作用力下复位,这就是该高适用性大型紫铜管包装设备的使用过程。
46.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1