一种船舶机舱内设备的安装吊装方法与流程
1.本发明涉及船舶建造领域,具体涉及一种船舶机舱内设备的安装吊装方法。
背景技术:
2.船舶的建造与维修,主机、发电机、齿轮箱等辅机设备,在船体分段搭载成型后,通常采用吊车由机舱开口垂直吊至机座安装,吊装工艺比较简单,只要机舱开口尺寸大于主机或辅机外形尺寸即可进行吊装,这种形式主要体现在民用船舶的建造方面,主机与辅机位置分别位于机舱上下甲板。
3.而有些船舶建造,主机、发电机位于同一机舱,两台主机位于中间,两台发电机分别位于左右两船舷旁,机舱结构分段为半立体分段,呈开口箱型,结构强度簿弱,发电机安装位置上方是甲板平台,吊装时吊车不能垂直吊至机座安装,一般采用起重滑车组、卷扬机结合工艺,或者底甲板面铺设型钢,拖移工艺进行吊装,随着高新船舶主机,发电机的重量、外形尺寸增大,甲板平台无法承受吊环拉力及船舷可能产生的变形及吊环撕裂现场实际状况。
技术实现要素:
4.为了解决上述技术问题,本发明提供了一种船舶机舱内设备的安装吊装方法,高效解决结构承受拉力变形、起吊高度不够、吊环撕裂等问题。
5.本发明的技术目的是通过以下技术方案实现的:
6.一种船舶机舱内设备的安装吊装方法,该方法包括以下步骤:
7.步骤一、在船舶平台甲板上开设用以机舱内设备进入的开口,确定机舱内设备在平台甲板下方的机舱内的安装位置,沿开口朝机舱设备的安装位置在平台甲板上依次开设若干工艺口;
8.步骤二、准备两台吊车,第一台吊车将机舱设备从开口吊入平台甲板下方,第一台吊车的吊装钢丝绳处于垂直状态;第二台吊车的吊装钢丝绳从最靠近开口的工艺口进入平台甲板下方与机舱设备连接,第二胎吊车的吊装钢丝绳靠近机舱设备的一端处于倾斜状态;
9.步骤三、第一台吊车的吊装钢丝绳逐步下放,第二台吊车的吊装钢丝绳逐步上拉,直至第二台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第一台吊车的吊装钢丝绳与机舱设备的连接;
10.步骤四、第一台吊车的吊装钢丝绳从第二个工艺口进入平台甲板下方后与机舱设备连接,第一台吊车的吊装钢丝绳靠近机舱设备的一端处于倾斜状态;第二台吊车的吊装钢丝绳逐步下放,第一台吊车的吊装钢丝绳逐步上拉,直至第一台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第二台吊车的吊装钢丝绳与机舱设备的连接;
11.第一台吊车的吊装钢丝绳和第二台吊车的吊装钢丝绳沿工艺口交替前进,直至机
舱设备到达安装位置上方进行安装。
12.进一步地,在机舱设备安装位置上方的每层平台甲板上开设工艺口,上下层平台甲板上的工艺口垂直方向相对应。
13.进一步地,工艺口为圆形或方形。
14.进一步地,圆形的工艺口的直径不小于300mm且不超过600mm,方形的工艺口的边长不小于300mm且不超过600mm。
15.进一步地,工艺口的边缘还需要进行结构加强,在工艺口的边缘一圈焊接加强筋。
16.进一步地,加强筋焊接在平台甲板下方。
17.进一步地,第一台吊车的吊装钢丝绳和第二台吊车的吊装钢丝绳之间的夹角不超过60
°
,避免钢丝绳受力过大。
18.进一步地,若安装位置上方的工艺孔在垂直方向不能对应,在偏差方设置吊环调整吊装钢丝绳的方向。
19.相比于现有技术,本发明的有益效果在于,本发明可以有效解决甲板结构承受拉力变形、起吊高度不够、吊环撕裂现场生产状况,操作简便,经济实用,安全高效,降低劳动强度,能很大提升生产效率、造船质量。
附图说明
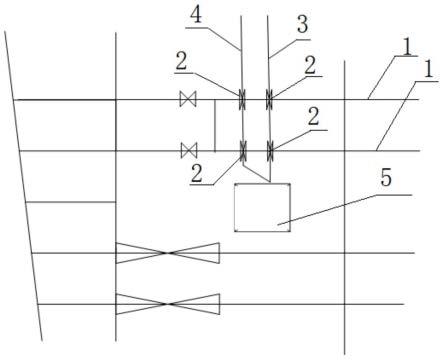
20.图1是本发明中的船舶机舱内设备的安装吊装示意图。
21.图2是本发明中的工艺口开设平面示意图。
22.图中,1、平台甲板;2、工艺口;3、第一台吊车;4、第二台吊车;5、机舱设备;6、平台甲板;7、开口;8、安装位置。
具体实施方式
23.下面结合具体实施方式对本发明的技术方案进行进一步描述:
24.一种船舶机舱内设备的安装吊装方法,该方法包括以下步骤:
25.步骤一、如图1所示,在船舶平台甲板6上开设用以机舱内设备进入的开口7,机舱设备如主机、发电机等,平台甲板下方无舱室,机舱设备可以从平台甲板上的开口直接进入待安装位置所在高度,确定机舱内设备在平台甲板下方的机舱内的安装位置,沿开口朝机舱设备的安装位置在平台甲板上依次开设若干工艺口,如果开口7到安装位置之间存在纵隔壁,还需要在纵隔壁上开设开口用于机舱设备通过。以四个工艺口为例,如图2所示,最后一个工艺口2(第四个工艺口)位于安装位置8的垂直上方;
26.工艺口为圆形或方形,圆形的工艺口的直径不小于300mm且不超过600mm,方形的工艺口的边长不小于300mm且不超过600mm,工艺口的边缘还需要进行结构加强,在工艺口的边缘一圈焊接加强筋,吊装钢丝绳倾斜时工艺口的边缘受力较大,加强筋的设置可以避免工艺口处发生变形,另外还可以避免吊装钢丝绳在工艺口边缘摩擦断裂。作为优选,加强筋焊接在平台甲板下方。
27.对于安装位置上方存在多层平台甲板1的,每层平台甲板1上的工艺口2在垂直方向相对应,但是由于一些原因存在导致安装位置垂直上方的工艺口在垂直方向不能对应,还需要在偏差方设置吊环调整吊装钢丝绳的方向,通过手拉葫芦等拉动吊环调整吊装钢丝
绳的方向保证最终机舱设备可以准确安装在安装位置。同理,用以机舱设备进入的开口也可能会遇到多层甲板的情况,也需要像工艺口一样沿垂直方向在每层平台甲板上开设用以机舱设备进入的开口。
28.步骤二、准备两台吊车,第一台吊车将机舱设备从平台甲板上的开口吊入平台甲板下方,第一台吊车的吊装钢丝绳处于垂直状态;第二台吊车的吊装钢丝绳从最靠近开口的工艺口进入平台甲板下方与机舱设备连接,第二胎吊车的吊装钢丝绳靠近机舱设备的一端处于倾斜状态;第一台吊车的吊装钢丝绳和第二台吊车的吊装钢丝绳之间的夹角不超过60
°
,如图1所示。在机舱设备上安装吊梁,两台吊车的吊装钢丝绳通过吊钩配合安装在吊梁上的卸扣进行连接。
29.步骤三、第一台吊车的吊装钢丝绳逐步下放,第二台吊车的吊装钢丝绳逐步上拉,直至第二台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第一台吊车的吊装钢丝绳与机舱设备的连接;
30.步骤四、第一台吊车的吊装钢丝绳从第二个工艺口进入平台甲板下方后与机舱设备连接,第一台吊车的吊装钢丝绳靠近机舱设备的一端处于倾斜状态;第二台吊车的吊装钢丝绳逐步下放,第一台吊车的吊装钢丝绳逐步上拉,直至第一台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第二台吊车的吊装钢丝绳与机舱设备的连接;
31.第二台吊车4的吊装钢丝绳从第三个工艺口2进入平台甲板1下方后与机舱设备5连接,第二台吊车4的吊装钢丝绳靠近机舱设备5的一端处于倾斜状态,如图1所示;第一台吊车的吊装钢丝绳逐步下放,第二台吊车的吊装钢丝绳逐步上拉,直至第二台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第一台吊车的吊装钢丝绳与机舱设备的连接;
32.第一台吊车的吊装钢丝绳从第四个工艺口进入平台甲板下方后与机舱设备连接,第一台吊车的吊装钢丝绳靠近机舱设备的一端处于倾斜状态;第二台吊车的吊装钢丝绳逐步下放,第一台吊车的吊装钢丝绳逐步上拉,直至第一台吊车的吊装钢丝绳靠近机舱设备的一端由倾斜状态变化至垂直状态后,拆除第二台吊车的吊装钢丝绳与机舱设备的连接;
33.此时,机舱设备已经到达安装位置的上方,下放第一台吊车的吊装钢丝绳使得机舱设备下落到安装位置后进行安装固定,拆除第一台吊车的吊装钢丝绳与机舱设备之间的连接。
34.待机舱设备吊装安装完成后,还需要将所有的工艺口和开口进行封堵。
35.本实施例只是对本发明的进一步解释,并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性的修改,但是只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1