一种聚乙烯薄膜生产用防皱输送装置的制作方法
1.本发明涉及聚乙烯薄膜生产技术领域,具体为一种聚乙烯薄膜生产用防皱输送装置。
背景技术:
2.pe薄膜,即聚乙烯薄膜,是指用pe颗粒生产的薄膜。pe膜具有防潮性,透湿性小。聚乙烯薄膜(pe)根据制造方法与控制手段的不同,可制造出低密度、中密度、高密度的聚乙烯与交联聚乙烯等不同性能的产品。
3.聚乙烯薄膜在生产中需要输送装置对薄膜进行连续输送,目前所用的输送装置在长时间的使用后,很容易使得其上的聚乙烯薄膜出现偏移,进而导致褶皱现象的发生,需要定期停机矫正,而偏移褶皱问题主要是由于聚乙烯薄膜在输送辊上受力不均匀导致的,正常状态下在直辊上受力均匀可以稳定输送,一旦出现受力偏差,在持续放大后最终则会产生褶皱,严重影响聚乙烯薄膜的生产质量。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:一种聚乙烯薄膜生产用防皱输送装置,包括:机体组件、防皱组件和抹平组件;其中,所述机体组件包括竖架、固定于所述竖架上的空心轴、连接于所述空心轴之间的输送辊、通过另一组所述空心轴架设于所述输送辊上方的压固辊、驱动连接于所述输送辊一端的空心轴上的伺服电机一、固定于所述输送辊另一端的空心轴内的固定块、开设于所述输送辊与压固辊内的管槽、开设于所述输送辊与压固辊外侧的安装槽;所述防皱组件设置于所述机体组件上,所述防皱组件包括安装于所述竖架且管道连接所述空心轴的气泵、连接于所述固定块且位于所述管槽内的进气管、连接于所述进气管另一端且固定于所述安装槽内的气囊、安装于所述气囊内的压力传感器、固定于所述气囊内的安装板、连接于所述安装板上的支撑杆和固定于所述支撑杆另一端的支撑板。
6.本发明在一较佳示例中可以进一步配置为:所述压固辊上设有另一组安装槽和气囊,且所述输送辊和压固辊上分别包裹有位于所述安装槽侧边的衔接带。
7.本发明在一较佳示例中可以进一步配置为:所述支撑板的外侧面与所述输送辊的外侧边平齐。
8.本发明在一较佳示例中可以进一步配置为:所述输送辊上的气囊呈凸起弧面状,所述压固辊上的气囊表面呈凹陷弧面状。
9.本发明在一较佳示例中可以进一步配置为:所述气囊为板式气囊,且所述气囊的两端分别固定有相适配的凹形磁块和凸形磁块。
10.本发明在一较佳示例中可以进一步配置为:所述抹平组件设置于所述竖架上,所述抹平组件包括安装于所述竖架侧的两组竖轨、装配于所述竖轨上的轨道机一、固定于所
述轨道机一之间的轨架、装配于所述轨架上的轨道机二、安装于所述轨道机二上的激光检测器、固定于所述轨道机二侧的辊架、装配于所述辊架上的主辊、连接于所述主辊且安装于所述辊架侧的伺服电机二和传动连接于所述主辊侧的侧辊。
11.本发明在一较佳示例中可以进一步配置为:所述轨架上还套装有固定在所述辊架侧的导块。
12.本发明在一较佳示例中可以进一步配置为:所述侧辊包括有以所述主辊对称的四组,且两组所述侧辊的外侧包裹有辊带,所述辊带的外侧设有抹平条。
13.本发明在一较佳示例中可以进一步配置为:所述主辊的外侧还设有另一组所述气囊。
14.本发明在一较佳示例中可以进一步配置为:所述气泵上设有一组进气端和两组排气端,所述气泵的排气端分别连接在所述输送辊和压固辊侧的空心轴上,所述气泵的排气端连接在所述输送辊侧的空心轴上,所述气泵与空心轴的连接有设有轴承。
15.本发明的上述技术方案具有如下有益的技术效果:1.本发明通过机体组件和防皱组件,将传统直辊调整为中部略微凸起的弧形辊,使得聚乙烯薄膜在输送时受到向两侧的拉力,可以有效防止两侧的聚乙烯薄膜在受力不均匀后向中部发生偏移,而轻微的凸起不会导致聚乙烯薄膜发生形变,可正常输送,实现了防皱的效果。
16.2.本发明通过在输送辊的上方设有具有相近结构的压固辊,利用气泵可以对压固辊内的气囊和输送辊内的气囊进行充放气控制,调整输送辊内气囊的凸起量和压固辊内气囊的凹陷量,直至压固辊上的气囊对下方输送辊内的气囊实现相适应的贴合压固,使得输送的聚乙烯薄膜更加稳定,进一步防止褶皱现象的发生。
17.3.本发明通过抹平组件,可以通过激光检测器监测聚乙烯薄膜的两侧情况,当聚乙烯薄膜出现褶皱后聚乙烯薄膜会向内偏移,此时被检测到后通过轨道机二带动转动的主辊和抹平条对聚乙烯薄膜向外拨动,以此实现对聚乙烯薄膜的褶皱抹平,实现自动化调整,较为合理。
附图说明
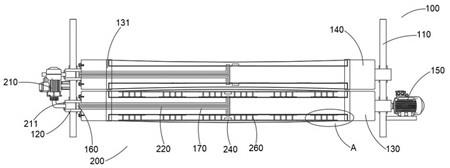
18.图1为本发明一个实施例的防皱输送装置剖视图;图2为本发明一个实施例的输送辊侧剖图;图3为本发明一个实施例的防皱输送装置a处放大图;图4为本发明一个实施例的抹平组件主视图;图5为本发明一个实施例的防皱输送装置俯视图;图6为本发明一个实施例的抹平组件俯视图。
19.附图标记:100、机体组件;110、竖架;120、空心轴;130、输送辊;131、衔接带;140、压固辊;150、伺服电机一;160、固定块;170、管槽;180、安装槽;200、防皱组件;210、气泵;211、轴承;220、进气管;230、气囊;231、凹形磁块;232、凸形磁块;240、压力传感器;250、安装板;260、支撑杆;270、支撑板;300、抹平组件;310、竖轨;320、轨道机一;330、轨架;331、导块;340、轨道机二;
350、激光检测器;360、辊架;370、主辊;380、伺服电机二;390、侧辊;391、辊带;392、抹平条。
具体实施方式
20.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
21.下面结合附图描述本发明的一些实施例提供的一种聚乙烯薄膜生产用防皱输送装置。
22.实施例一:结合图1-图6所示,本发明提供的一种聚乙烯薄膜生产用防皱输送装置,包括:机体组件100、防皱组件200和抹平组件300;其中,所述机体组件100包括竖架110、固定于竖架110上的空心轴120、连接于空心轴120之间的输送辊130、通过另一组所述空心轴120架设于输送辊130上方的压固辊140、驱动连接于输送辊130一端的空心轴120上的伺服电机一150、固定于输送辊130另一端的空心轴120内的固定块160、开设于输送辊130与压固辊140内的管槽170、开设于输送辊130与压固辊140外侧的安装槽180,通过在输送辊130的上方设有具有相近结构的压固辊140配合对聚乙烯薄膜进行输送,而气泵210上设有三个进出气口,一个对外空置,用于供气和排气,另外两个进出气口分别连接在在输送辊130和压固辊140侧的空心轴120上,气泵210内置有控制阀,常见多通道泵体都具有该类功能,任意控制各通路的开关,以此可以控制连接在输送辊130和压固辊140侧的空心轴120上的通断,进而利用气泵210对压固辊140内的气囊230和输送辊130内的气囊230进行充放气调整,调整输送辊130内气囊230的凸起量和压固辊140内气囊230的凹陷量,配合压力传感器240监测气压,直至压固辊140上的气囊230对下方输送辊130内的气囊230实现相适应的贴合压固,即输送辊130内的气囊230中部膨胀凸起,压固辊140内的气囊230收缩凹陷,使得输送的聚乙烯薄膜更加稳定,进一步防止褶皱现象的发生。
23.具体的,所述输送辊130上的气囊230呈凸起弧面状,压固辊140上的气囊230表面呈凹陷弧面状,伺服电机一150驱动输送辊130转动,对其上的聚乙烯薄膜进行输送,而压固辊140上的气囊230在充放气后压固在输送辊130的气囊230上,可以对聚乙烯薄膜起到稳定作用,并且随着输送辊130同步转动,固定块160主要用于对进气管220进行固定,使得气体通过空心轴120后进入进气管220内,再输送至气囊230。
24.进一步的,所述压固辊140上设有另一组安装槽180和气囊230,且所述输送辊130和压固辊140上分别包裹有位于安装槽180侧边的衔接带131,通过衔接带131覆盖在输送辊130、压固辊140和气囊230的交接处,衔接带131可以将输送辊130、压固辊140与气囊230之间留有的缝隙进行覆盖,可以使得气囊230的设置更加流畅,防止缝隙对聚乙烯薄膜造成损伤和褶皱等现象,较为合理,输送辊130和压固辊140上的结构差别只在于输送辊130内的气囊230中设置的安装板250、支撑杆260和支撑板270,这就使得输送辊130内的气囊230配合充放气可以凸起当做凸辊使用和平齐当做直辊使用,而压固辊140内的气囊230可以充放气配合做当直辊和凹辊使用,与输送辊130内的气囊230对应使用,安装板250、支撑杆260和支撑板270可以保持直辊的状态,设置在压固辊140内的气囊230中会影响其制造凹陷。
25.其中,所述防皱组件200设置于机体组件100上,防皱组件200包括安装于竖架110且管道连接空心轴120的气泵210、连接于固定块160且位于管槽170内的进气管220、连接于进气管220另一端且固定于安装槽180内的气囊230、安装于气囊230内的压力传感器240、固定于气囊230内的安装板250、连接于安装板250上的支撑杆260和固定于支撑杆260另一端的支撑板270;所述气泵210上设有一组进气端和两组排气端,所述气泵210的排气端分别连接在所述输送辊130和压固辊140侧的空心轴120上,而进气端直接置于外部吸收外界空气,气泵210与空心轴120的连接有设有轴承211,通过机体组件100和防皱组件200,将传统直辊调整为中部略微凸起的弧形辊,使得聚乙烯薄膜在输送时受到向两侧的拉力,可以有效防止两侧的聚乙烯薄膜在受力不均匀后向中部发生偏移,而轻微的凸起不会导致聚乙烯薄膜发生形变,可正常输送,实现了防皱的效果。
26.具体的,初始作业时,由所述支撑板270提供支撑,使得输送辊130可以当做正常直辊使用,而后气泵210通过气泵210对压固辊140上的气囊230和输送辊130上的气囊230进行充放气,使得一个凸起一个凹陷,进行防皱输送,且弧度可调,实用性较高。
27.进一步的,所述支撑板270的外侧面与输送辊130的外侧边平齐,可以使得气囊230在未充气时,以支撑板270当做基础为直辊使用,提高实用性。
28.另一方面,所述气囊230为板式气囊,且气囊230的两端分别固定有相适配的凹形磁块231和凸形磁块232,通过可磁吸拆卸的凹形磁块231和凸形磁块232,方便气囊230的装卸,且采用强力磁铁较为稳定,使用起来更加方便,气囊230的内侧可以采用魔术贴或胶粘直接固定在安装槽180的内部,较为合理。
29.实施例二:结合图4-图5所示,在实施例一的基础上,所述抹平组件300设置于竖架110上,抹平组件300包括安装于竖架110侧的两组竖轨310、装配于竖轨310上的轨道机一320、固定于轨道机一320之间的轨架330、装配于轨架330上的轨道机二340、安装于轨道机二340上的激光检测器350、固定于轨道机二340侧的辊架360、装配于辊架360上的主辊370、连接于所述主辊370且安装于所述辊架360侧的伺服电机二380和传动连接于主辊370侧的侧辊390,通过抹平组件300,可以通过激光检测器350监测聚乙烯薄膜的两侧情况,当聚乙烯薄膜出现褶皱后聚乙烯薄膜会向内偏移,此时被检测到后通过轨道机二340带动转动的主辊370和抹平条392对聚乙烯薄膜向外拨动,以此实现对聚乙烯薄膜的褶皱抹平,实现自动化调整。
30.具体的,所述轨架330上还套装有固定在辊架360侧的导块331,通过导块331配合轨道机二340对辊架360起到支撑作用,使用时,调整轨道机二340上方的激光检测器350对准聚乙烯薄膜的侧边,如果侧边偏移,则说明发生褶皱,通过移动抹平组件300进行抹平矫正。
31.进一步的,所述侧辊390包括有以主辊370对称的四组,且两组侧辊390的外侧包裹有辊带391,辊带391的外侧设有抹平条392,可以在主辊370的基础上提高抹平效果,主辊370的外侧还设有另一组气囊230,利用主辊370上的气囊230进行初步抹平,将褶皱处拉开,然后控制该气囊230放气收缩,再通过辊带391和抹平条392进行大范围平整,使得聚乙烯薄膜保持平整。
32.本发明的工作原理及使用流程:首先使得输送的聚乙烯薄膜穿过输送辊130和压固辊140,通过伺服电机一150驱动输送辊130转动进行输送,压固辊140贴合在聚乙烯薄膜
的上方,然后通过气泵210充放气调节压固辊140上的气囊230和输送辊130上的气囊230内的气体,使得输送辊130的中部按需凸起,压固辊140上的气囊230按需凹陷,直至两组气囊230贴合在经过的聚乙烯薄膜上,以弧面受力实现防皱,而抹平组件300设置于防皱组件200出料侧,可以在输送后进行调节,当然,可以设置在输送线上的各个部位,通过轨道机二340在轨架330上移动,使得激光检测器350对准聚乙烯薄膜的侧边,确定检测边,当在轨道机二340上的激光检测器350检测到聚乙烯薄膜的侧边缺少时,即可判定其向内发生褶皱或者向一侧发生偏移,而后操控轨道机一320在竖轨310上移动,轨道机二340在轨架330上移动,使得主辊370对准褶皱处,向外侧转动,抹平褶皱处,同时按需配合侧辊390带动辊带391上的抹平条392持续向外拨动,直至抹平褶皱处即可。
33.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1