一种大型电机生产用运输定位工装的制作方法
1.本技术涉及电机生产技术领域,尤其涉及一种大型电机生产用运输定位工装。
背景技术:
2.大型电机的尺寸很大,区别于现有技术中常规电机的工作台装配,需要通过葫芦、起吊机和叉车等大型设备用于完成零部件的运输和装配,还需要一些专门的设备来配合各个部件,因为大型电机的各个零件尺寸过大,需要人工在各个工位进行校核,确保安装到位,因此无法利用机器自动组装。
3.中国专利文献中,专利号为cn201910654071.6于2019年10月11日公开的一种大型电机装配搬运装置及装配搬运方法,装置设置于输送料带的一侧,包括用于完成装置整体安装并实现装置垂直方向运动的升降部件,以及设置于所述升降部件上方并实现装置水平方向运动的平移部件,所述平移部件的运动方向与所述输送料带的运行方向相垂直,所述平移部件靠近所述输送料带的一侧端部位置固定设置有用于承托电机的电机承托组件。其目的是避免机壳碰撞变形,以保证机壳表面的质量。
4.现有技术中缺少一种能够实现大型电机不同零件运送的通用工装或多功能工装,造成大型电机的各个部件装配时的效率大受影响。
技术实现要素:
5.基于现有技术中上述不足,本发明提供了一种大型电机生产用运输定位工装,能够实现大型电机不同零件的运输,并能提供安装导向,进而提高装配生产的效率。
6.为了实现上述发明目的,本发明采用以下技术方案。
7.一种大型电机生产用运输定位工装,其特征是,包括运输车体,运输车体上设有升降平台,升降平台上设有安装架,安装架上设有若干根平行设置的定位杆,升降平台对应安装架设置定位杆的一侧设有顶料机构,安装架上方设有吊装装置。
8.本技术通过吊装装置吊装电机的零部件如端盖、机壳、定子和转子等,通过定位杆定位如端盖、机壳和定子等有孔的部件,通过顶料机构升降来定位零部件的下侧,实现对零部件的位置锁紧,从而实现零部件的定位安装;顶料机构能够配合吊装装置实现对转子的定位,提高电机的装配效率。
9.作为优选,顶料机构包括顶料平台,顶料平台和升降平台之间设有升降机构,顶料平台上设有横向推料组件,横向推料组件连接设有横向推动板,横向推动板上设有若干根平行定位杆轴线设置的托料杆。顶料平台升降设置,在顶料平台到位也就是托料杆对应到零部件下侧时,托料杆通过横向推料组件横向推出,配合吊装装置实现吊装定位。
10.作为优选,吊装装置包括吊装葫芦,吊装葫芦上设有用于连接电机零部件的连接布绳。实现对零件的可靠吊运,吊装葫芦安装在车间的顶部,吊装作用稳定可靠。
11.作为优选,定位杆包括用于对应电机端盖中心孔的中心定位杆、对应定子内环壁的若干根定子定位杆和对应电机机壳内环壁的若干根机壳定位杆。实现对应电机端盖、电
机定子和电机机壳的分层定位,提高安装效率。
12.作为优选,机壳定位杆的长度对应机壳的厚度,定子定位杆的长度为机壳厚度的两倍到三倍之间,中心定位杆的长度大于定子定位杆的长度。中心定位杆提供持续的可靠的定位,能够作为保险部件,防止零件下滑。
13.作为优选,运输车体上设有旋转平台,升降平台设置在旋转平台上。升降平台旋转设置,在零件装入到位后,可以控制升降平台的高度不便,只转动升降平台,就能避开安装环境,实现定位杆和顶料机构的转动,如机壳、定子的连续安装过程中,就不需要重复定位高度,提高电机装配的效率。
14.作为优选,旋转平台和运输车体之间设有旋转装置,旋转装置包括设置在旋转平台和运输车体之间的平面轴承,运输车体上设有用于驱动旋转平台转动的旋转电机。实现升降平台的可靠转动。
15.作为优选,升降平台和旋转平台之间设有升降装置,升降装置包括连接升降平台和旋转平台的升降液压缸,旋转平台的上侧固定设有导向杆,导向杆与升降平台滑动配合。实现升降平台的可靠升降。
16.作为优选,升降机构包括剪叉组件和连接剪叉组件的驱动电缸,剪叉组件连接顶料平台和升降平台,横向推料组件包括固定在顶料平台上的横向推动电缸,横向推动电缸连接托料杆,顶料平台上设有若干处配合托料杆的限位块,限位块上设有配合托料杆的限位孔。保证顶料机构的顶料作用可靠稳定。
17.本发明具有如下有益效果:能够实现大型电机不同零件的运输,并能提供安装导向,进而提高装配生产的效率。
附图说明
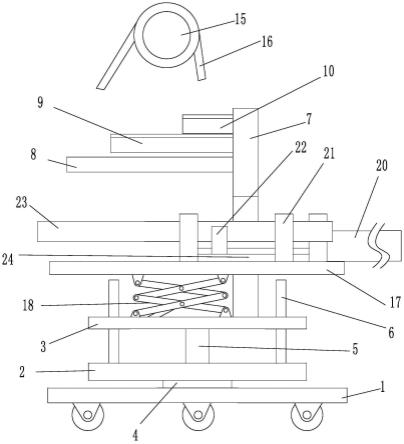
18.图1是本发明的结构示意图。
19.图2是本发明中安装架的正面示意图。
20.图中:运输车体1旋转平台2升降平台3平面轴承4升降液压缸5导向杆6安装架7中心定位杆8定子定位杆9机壳定位杆10第一虚拟圆11第二虚拟圆12第三虚拟圆13第四虚拟圆14吊装葫芦15连接布绳16顶料平台17剪叉组件18驱动电缸19横向推动电缸20限位块21横向推动板22托料杆23导向滑轨24。
具体实施方式
21.下面结合附图和具体实施例对本实用新型进行进一步的阐述。
22.实施例1,如图1到图2所示,一种大型电机生产用运输定位工装,包括运输车体1,运输车体1的底部设有若干个驱动车轮,能够实现运输车体1的移动。运输车体1上设有升降平台3,运输车体1上设有旋转平台2,升降平台3设置在旋转平台2上。旋转平台2和运输车体1之间设有旋转装置,旋转装置包括设置在旋转平台2和运输车体1之间的平面轴承4,运输车体1上设有用于驱动旋转平台2转动的旋转电机。旋转电机可以与旋转平台2同轴直连,也可以通过齿轮减速机或蜗轮蜗杆减速机传动连接。升降平台3和旋转平台2之间设有升降装置,升降装置包括连接升降平台3和旋转平台2的升降液压缸5,旋转平台2的上侧固定设有四根导
向杆6,导向杆6与升降平台3滑动配合。
23.升降平台3上设有安装架7,安装架7为平板结构,安装架7的正面形状为“t”字形,安装架7下端的两侧设置凹槽用于配合托料杆23的升降避让。安装架7上设有若干根平行设置的定位杆,定位杆垂直安装架7所在平面。定位杆的形状为圆柱形。定位杆包括用于对应电机端盖中心孔的中心定位杆8、对应定子内环壁的若干根定子定位杆9和对应电机机壳内环壁的若干根机壳定位杆10。机壳定位杆10设有三根,三根机壳定位杆10的外周共同内切一第一虚拟圆11,居中的机壳定位杆10位于第一虚拟圆11的最高位置;定子定位杆9设有三根,三根定子定位杆9的外周共同内切一第二虚拟圆12,居中的定子定位杆9位于第二虚拟圆12的最高位置;中心定位杆8内切于一第三虚拟圆13的最高处,中心定位杆8外切于一第四虚拟圆14的最高处,第一虚拟圆11、第二虚拟圆12、第三虚拟圆13和第四虚拟圆14在图2中以双点划线的形式表示,第一虚拟圆11、第二虚拟圆12、第三虚拟圆13和第四虚拟圆14为同心圆,第一虚拟圆11对应机壳的内径,第二虚拟圆12对应定子的内径,第三虚拟圆13对应端盖中心孔的孔径,第四虚拟圆14对应电机轴的轴径。
24.升降平台3对应安装架7设置定位杆的一侧设有顶料机构,安装架7上方设有吊装装置。吊装装置包括吊装葫芦15,吊装葫芦15上设有用于连接电机零部件的连接布绳16。吊装葫芦15能够设置于车间顶梁上,能够进行位置平移。顶料机构包括顶料平台17,四根导向杆6避让设置在顶料平台17的外部。顶料平台17和升降平台3之间设有升降机构,升降机构包括剪叉组件18和连接剪叉组件18的驱动电缸19,剪叉组件18连接顶料平台17和升降平台3,横向推料组件包括固定在顶料平台17上的横向推动电缸20,横向推动电缸20连接托料杆23,顶料平台17上设有若干处配合托料杆23的限位块21,限位块21上设有配合托料杆23的限位孔,限位孔与托料杆23间隙配合,确保托料杆23的可靠滑动。顶料平台17上设有横向推料组件,横向推料组件连接设有横向推动板22,横向推动板22上设有若干根平行定位杆轴线设置的托料杆23。横向推动板22与托料杆23固定连接,在本实施例中,横向推动板22设有对应在安装架7两侧的两块,两块横向推动板22分别对应一根托料杆23,顶料平台17上设有对应横向推动板22的导向滑轨24,横向推动板22下端与导向滑轨24滑动连接,在横向推动电缸20的作用下,能够推动横向推动板22沿导向滑轨24滑动,进而驱动托料杆23沿限位孔滑动。
25.机壳定位杆10的长度对应机壳的厚度,定子定位杆9的长度为机壳厚度的两倍到三倍之间,中心定位杆8的长度大于定子定位杆9的长度,本实施例中,定子定位杆9的长度是机壳定位杆10的长度的2.4倍。中心定位杆8的长度是定子定位杆9长度的1.35倍。
26.在大型电机实际装配过程中,先通过吊装装置将机壳吊装到机壳定位杆10上,顶料平台17从最下方上升使得托料杆23支撑在机壳下部,吊装装置和托料杆23配合,减小机壳定位杆10的受力,机壳定位杆10主要其定位作用,支撑只是附带的,因此能够保证机壳定位杆10的使用寿命,运输车体1驱动安装架7正对电机的安装工位,机壳定位杆10升降控制使得机壳安装到装配平台时的位置正好与机壳定位杆10的高度位置配合,也就是通过安装机壳实现安装架7高度上的限位,之后运输车体1后退,旋转平台2旋转,能够完成端盖、定子和转子在远离装配平台方位的上料,端盖、定子和转子分别上料,定子上料后通过定子定位杆9定位并调节相应的顶料机构的高度和吊装葫芦15的吊装高度,使得定子和机壳同心装配;端盖上料后通过中心定位杆8定位并调节相应的顶料机构的高度和吊装葫芦15的吊装
高度,使得端盖和机壳同心装配;而在装配转子时,转子通过顶料机构和吊装装置限位,转子的电机轴对应相切在中心定位杆8的下侧,即可实现转子与机壳的同心装配,无需像传统的装配方式需要多次调节吊装葫芦15的吊装高度,降低了装配调节工序的难度,提高了大型电机的装配效率。本技术通过吊装装置吊装电机的零部件如端盖、机壳、定子和转子等,通过定位杆定位如端盖、机壳和定子等有孔的部件,通过顶料机构升降来定位零部件的下侧,实现对零部件的位置锁紧,从而实现零部件的定位安装;顶料机构能够配合吊装装置实现对转子的定位,提高电机的装配效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1