板件码垛方法与流程
1.本发明涉及到码垛技术领域,具体涉及一种板件的码垛方法。
背景技术:
2.目前在自动化领域,码垛机普遍采用工业机器人或三坐标桁架结构辅以机械手或吸盘组,进行码垛作业。对于板件的码垛而言,为了使码垛平台获得充分应用,通常将多块分割好的板件通过工业机器人转移到码垛平台,通过多层堆放后,获得码垛需要的高度。
3.现有的码垛方式主要包括基本顺序码垛方法、横竖交错码垛方法。如基本顺序码垛方法是指货物通过输送线传送过来,码垛机器人抓取输送线上的一个货物,按相同方向一个挨一个的逐层进行码放,或者在输送线终端通过理货设备将一层货物整理后,码垛机器人一次性抓取一层的货物码放在托盘上。横竖交错码垛方法是指第一层所有货物按横向顺序码放若干行,竖向码放若干行,第二层所有货物按第一层的镜像码放,第三层与第一层相同,以此类推。
4.对于上述的码垛方法,基本上是基于每个货物的大小是相同的,即每个货物的长宽高是相等的,但对于不同大小的货物而言,例如切割方式分割成多个大小不一的板件,每块板件的尺寸会分割得不一致,对于用于码垛平台而言,码垛平台的面积通常不会和所码放的板件的尺寸刚好形成匹配,采用上述方法码垛后,会导致码垛倒塌,因此,上述码垛方法无法适用于大小不一的板件码垛。
技术实现要素:
5.本发明提供一种板件的码垛方法,本发明能防止码放的板件倒塌。
6.解决上述问题的具体技术方案如下:
7.板件的码垛方法,将分割成多块待码垛的子板件码垛到码放区域中的矩形码垛平台上,所述码垛方法包括以下步骤:
8.s1,获取所述码垛平台的长和宽;
9.s2,获取若干整块板件分割成多个矩形子板件的加工数据,并将这些整块板件依次分割后送至下料区域;
10.s3,码放第一层
11.第一层的第一行码放:以码垛平台的长和宽形成的区域为有效码垛区域,从分割下料区域中,从整块板件分割出的多个矩形子板件中选择其中一块作为基准子板件,并使该基准子板件与码垛平台的侧边与码垛平台的第一边重合,以基准子板件的宽度为依据沿着码垛平台长度延伸的区域为第一行;从下料区域中提取长度或宽度与基准子板件宽度相同或基本相同的一个或多个子板件,将这些子板件以基准子板件的端部与第一行空余区域的界线为起点依次进行摆放;如果提取的子板件的长度与基准子板件宽度相同或基本相同,则该子板件在码放前需要旋转90;
12.第一层的第二至第n行码放:第一层的第二至第n行码放过程,其中第一层的第二
至第 n行中的第一块基准子板件,以码好的上一行中宽度最宽的基准子板件作为码放下一行宽度方向的界线,其余过程与s3中描述的第一层的第一行码放方法相同;
13.计算当前层所有行的累加宽度,及计算每一行所有板件累加长度与码垛平台长度之间的关系;从多行累加长度中选择最小的一个长度结合当前层的宽度作为下一层的有效码垛区域;
14.s4,码放第二至第n层
15.每个下一层板件的码垛,均以上一层码垛结束后计算获得的有效码垛区域为基础,按照步骤s3的方法进行码垛。
16.本发明的码垛方法根据当前下料板件的加工出的子板件的形状、尺寸、厚度等,决策子板件在码垛平台上的摆放位置,将子板件依次摆放到具体位置。该方法在码垛过程中,由于计算当前层所有行的累加宽度,及计算每一行所有板件累加长度与码垛平台长度之间的关系;从多行累加长度中选择最小的一个长度结合当前层的宽度作为下一层的有效码垛区域,据此,这种方法避免了将下一层码垛的一块或多块子板件中码放到完全没有支撑的部位,或者将下一层码垛的一块或多块子板件码的三分之二以上的部位码放到没有支撑的部位,从而,本发明能确保每一层中的各个子板件获得支撑作用,避免子板件掉落,或码垛倒塌,同时根据计算过程,避免将子板件码放到不能码放的区域,提高码垛的效率。
附图说明
17.图1为码垛装置的示意图;
18.图2为轴升降装置与吸盘以及旋转装置的装配图;
19.图3为第一层子板子码放的第一种示意图;
20.图4为第一层子板子码放的第二种示意图;
21.图5为第一层子板子码放的第三种示意图;
22.图6为第一层子板子码放的第四种示意图;
23.图7为第一层子板子码放的第五种示意图;
24.附图中的标记:
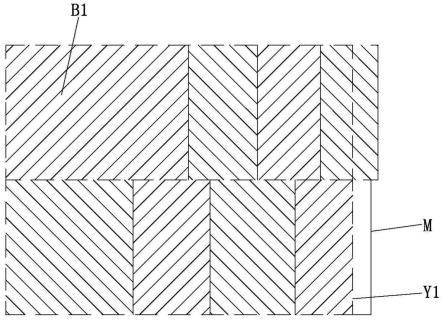
25.桁架1,吸盘装置2,轴升降装置3,吸盘4,旋转装置5,移动横梁6,下料区域a1,码放区域a2,码垛平台m,基准子板件b1,下一层的有效码垛区域y1。
具体实施方式
26.本发明由码垛系统来实现板件的自动码垛,码垛系统由上位机、下位机、控制执行机构以及码垛装置组成,其中,板件的加工数据提供给上位机,上位板通常为计算机,例如工控机,下位机与上位机电性连接,下位机通常采用plc,下位机接收来自于上位机发送的指令,控制执行机构通常为气阀或电机之类的元件,控制执行机构根据plc提供的指令进行工作,从而控制码垛装置完成行走、提取板件以及码放等动作。
27.如图1和图2所示,码垛装置由桁架1、吸盘装置2、轴升降装置3、吸盘4、旋转装置 5、移动横梁6,将桁架1的下方区域划分为下料区域a1和码放区域a2,每一块整块板件分割后,被整体推送到下料区域a1,其状态为:相邻两个子板件之间存有切割后形成的间距,但所有子板件不散乱且相互配合后保持与原整块板件相同的形态,通过这种方法,使每块分
割出来的子板件位于指定的位置,系统根据加工前提供的数据,获得每块子板件的长度、宽度、厚度,加上具体位置也是指定的,根据计算有效码垛区域,即可知道码垛装置移动到相应的位置提取相应的子板件。
28.移动横梁6活动设置在桁架1上,移动横梁6通过第一驱动装置(图中未示出)驱动沿着桁架1的横向移动,吸盘装置2活动设置在移动横梁6上,吸盘装置2通过第二驱动装置 (图中未示出)驱动沿着桁架1的纵向移动,轴升降装置3与吸盘装置2配合,轴升降装置 3通过旋转装置5与吸盘4连接,轴升降装置3带动吸盘4进行升降运动,这样,通过第一驱动装置、第二驱动装置、以及轴升降装置3,可使吸盘4沿着桁架1的横向、纵向以及垂直方向运动。旋转装置5可以驱动吸盘4旋转,进而带动被吸盘4吸附的子板件进行旋转。
29.上述的第一驱动装置、第二驱动装置均可以由马达以及与马达连接的齿轮条机构组成,旋转装置5可以采用例如旋转气缸,轴升降装置3可以采用气缸或液压缸等直线驱动机构。上述的横向是指沿桁架1的左右方向,上述的纵向是指沿桁架1的前后方向,上述的垂直方向是指沿桁架1的上下方向。
30.如图1所示,本发明的板件的码垛方法,是将分割成多块待码垛的子板件码垛到码放区域a2中的矩形码垛平台m上,所述码放区域a2划分为多个码垛区域,每个码垛区域中均具有一个用于码放一种子板件的矩形码垛平台m。本发明中,码放区域a2划分为第一码垛区域、第二码垛区域、第三码垛区域,其中,第一码垛区域中具有用于码放第一类子板件的第一码垛平台,第二码垛区域中具有用于码放第二类子板件的第二码垛平台,第三码垛区域中具有用于码放第三类子板件的第三码垛平台。
31.根据分割出的子板件的形状、尺寸、厚度,子板件分类为:大板、小板、背板。大板为宽度大于200且厚度为18mm的矩形子板件,小板为宽度小于等于200mm且厚度为18mm的矩形子板件,背板为厚度为9mm的子板件,背板的宽度通常大于600mm。
32.相应地,由于码放区域a2分为三个码垛区域,根据各类板件的厚度及大小,通过码垛装置从下料区域a1中提取子板件,并码放到相应的码垛区域,例如:码垛装置自动抓取加工出的大板码放到第一码垛区域;码垛装置自动抓取加工出的小板码放到第二码垛区域;码垛装置自动抓取加工出的背板码放到第三码垛区域。
33.本发明通过将各个板件进行分类,以及对码放区域a2进行划分,将相同类的子板件码放到对应的码垛平台上,这样有利于提高效率,并且提升码垛的稳固性。
34.对于上述任意一种子板件,采用下列任意一种实施方式进行码垛:
35.实施例1
36.s1,获取所述码垛平台的长和宽。即,将码垛平台的长和宽输入到码垛系统的上位机中,或者从已存在于上位机中的多个码垛平台的数据中选择其中一个作为当前需要的码垛平台。
37.s2,获取若干整块板件分割成多个矩形子板件的加工数据,并将这些整块板件依次分割后送至下料区域a1。在进行码垛之前,将对应于码放在s1的码垛平台的板件的分割数据输入到上位机中,或者从已存在于上位机中的多个分割数据中选择其中一个作为当前需要的分割数据。
38.由于每一种整块的板件通过分割装置(图中未示出)分割后,由于整块板件分割后形成多块子板件,这些子板件会被推料装置(图中未示出)推送到下料区域a1,其中,整块板
件在分割后,不改变整块板件的形态,例如,原始板件的长为2400mm,宽为600mm,厚度为 18mm,分割后,由于切割形成的间距,使板件的长度厚比原尺寸稍有增大,例如,所有子板件的累加长度为2408mm,累加宽度为608mm,厚度不变。而在推送过程中,也不改变其状态,因此,分割后的板件在到达下料区域a1之后,其状态为:相邻两个子板件之间有切割后形成的间距,但所有子板件不散乱且相互配合后保持与原整块板件相同的形态。
39.分割后的子板件被推送到料区域a1之后,每块子板件的位置是指定的,或者由于在推送过程中由于子板件所受的摩擦力有细微差异,使每块子板件实际到达的位置与指定位置存在微小差异,但是不影响码垛装置对其位置的判断以及提取,因为吸盘4是与每块子板件中部进行配合,因此前述的微小差异会造成吸盘4的与子板件的配合位置出现偏差可以忽略。
40.s3,码放第一层
41.如图3所示,第一层的第一行码放:以码垛平台m的长和宽形成的区域为有效码垛区域,例如,码垛平台m的有效长度为2400mm,有效宽度为600mm,从分割下料区域中,从整块板件分割出的多个矩形子板件中选择其中一块作为基准子板件b1,并使该基准子板件b1与码垛平台的侧边与码垛平台m的第一边重合,例如,使基准子板件b1与码垛平台的左侧边与码垛平台m的左侧边重合,以基准子板件b1的宽度为依据沿着码垛平台长度延伸的区域为第一行。
42.从下料区域中提取长度或宽度与基准子板件宽度相同的一个或多个子板件,将这些子板件以基准子板件b1的端部与第一行空余区域的界线为起点依次进行摆放在第一行的空余区域;如果提取的子板件的长度与基准子板件宽度相同,则该子板件在码放前需要旋转90。
43.例如,基准子板件b1的宽度为350mm,则后续提取的子板件的宽度也为350mm,或者后续提取的子板件的长度为350mm,此时对该长度为350mm的子板件旋转90度,使长边变为宽边,宽边变为长边。在沿着第一行的有效码垛区域依次码放的过程中,随着子板件的增加,有效码垛区域减少,在码放过程中,同时累计计算第一行所有子板件的长度,以判断第一行有效码垛区域是否还可以码放相应长度的子板件,如果没有合适的子板件与第一行剩余的有效码垛区域匹配,则第一行的码垛结束,如果有合适的子板件与第一行剩余的有效码垛区域匹配则继续码放。
44.每一层每一行码放结束后,每一行所有子板件的累计长度与当前支撑该第一行的码垛平台m的长度之间有三种关系,第一种是两者相等,第二种是每一行所有子板件的累计长度小于码垛平台m的长度,第三种每一行所有子板件的累计长度大于码垛平台m的长度。
45.为了使下一层码垛的板件能获得稳定的支撑,对于每一层的每一行所有子板件的累加长度大于支撑该行有效码垛区域的长度而言,需要满足的条件为:码放在每一行有效码垛区域的最后一块子板件的至少三分之二位于有效码垛区域内。
46.上述的方式为:最后一块子板件的一部分可以超出到有效码垛区域的长度之外,但需要使这块子板件的至少三份之二位于有效码垛区域内,例如,码垛平台m的有效长度为2400mm,第一行所有子板件长度的累加之和为2410,最后一块子板件的长度为90mm,根据上述原则,最后一块子板件位于有效码垛区域内的长度为80mm,只有10mm的长度位于码垛平台m的外侧。
47.第一层的第二至第n行码放:第一层的第二至第n行码放过程,其中第一层的第二至第n行中的第一块基准子板件,以码好的上一行中宽度最宽的基准子板件作为码放下一行宽度方向的界线外,其余过程与s3中描述的第一层的第一行码放方法相同。
48.援用上述举例中的每一块子板件的宽度均为350mm,在码完第一行之后,有效码垛区域的剩余的宽度为250mm,则以250mm的宽度的有效码放区域码放第二行。
49.当前码垛层的所有有效码垛区域码放完毕之后,计算当前层所有行的累加宽度,及计算每一行所有板件累加长度与码垛平台长度之间的关系;从多行累加长度中选择最小的一个长度结合当前层的宽度作为下一层的有效码垛区域。
50.例如,第一行的总长度为2410mm,第二行的总长度为2350mm,第一行和第二行的总宽度为600mm,则以2350mm作为下一层的有效长度,以600mm作为下一层的有效宽度,籍此,下一层的有效码垛区域y1(即第二层)为:2350
×
600mm(如图3中y1指引的虚线框)。
51.或者又如,第一行的总长度为2380mm,第二行的总长度为2350mm,第一行和第二行的总宽度为600mm,则以2350mm作为下一层的有效长度,以600mm作为下一层的有效宽度,籍此,下一层的有效码垛区域y1(即第二层)为:2350
×
600mm(如图4中y1指引的虚线框)。
52.或者又如,第一行的总长度为2400mm,第二行的总长度为2400mm,第一行和第二行的总宽度为600mm,则以2400mm作为下一层的有效长度,以600mm作为下一层的有效宽度,籍此,下一层的有效码垛区域y1(即第二层)为:2400
×
600mm。
53.上述说明了每一行子板件与支撑这些子板件在长度方向上的关系,对于每一层多行子板件,在宽度方向上,与在长度方向上类似,即也具有三种情况,每一层码放的多行子板件的累加宽度与支撑该层有效码垛区域的宽度相等,或者每一层码放的多行子板件的累加宽度小于支撑该层有效码垛区域的宽度,或者每一层码放的多行子板件的累加宽度大于支撑该层有效码垛区域的宽度。
54.对于每一层码放的多行子板件的累加宽度小于支撑该层有效码垛区域的宽度,此情况对于下一层的有效码垛区域y1举例说明:支前当前码垛层的支撑层(比如为码垛平台m)的长和宽分别为2400
×
6000mm,当前码垛层码放结束后,第一行的总长度为2400mm,第二行的总长度为2380mm,第一行和第二行的总宽度为580mm,则以2380mm作为下一层的有效长度,以 580mm作为下一层的有效宽度,籍此,下一层的有效码垛区域y1(即第二层)为:2380
×
580mm。
55.对于每一层码放的多行子板件的累加宽度大于支撑该层有效码垛区域的宽度,使至少有一行子板件的一部分位于有效码垛区域宽度方向的外侧,该情况需要满足的条件为:一部分位于有效码垛区域宽度方向外侧的子板件,该子板件的至少三分之二位于有效码垛区域内。
56.如图5所示,支前当前码垛层的支撑层(比如为码垛平台m)的长度为2400mm,支前当前码垛层的支撑层(比如为码垛平台m)宽度w1为600mm,第一行所有子板件长度的累加之和为2410mm,第二行所有子板件长度的累加之和为2400mm,假设第一行子板件在宽度方向上均位于有效码垛区域,第二行子板件的一部分w2位于有效码垛区域外侧,第一行和第二行子板件宽度之和为610mm。此时,下一层的有效码放区域以2400mm作为下一层的有效长度,以600mm作为下一层的有效宽度,籍此,下一层的有效码垛区域y1(即第二层)为:2400
×ꢀ
600mm(如图5中y1指引的虚线框)
57.s4,码放第二至第n层
58.每个下一层板件的码垛,均以上一层码垛结束后计算获得的有效码垛区域为基础,按照步骤s3的方法进行码垛。
59.对于上述各层板件的码放,每一层所有子板件的厚度相等。
60.实施例2
61.本实施例与实施例1不同之处为:从下料区域中提取长度或宽度与基准子板件基本相同的一个或多个子板件,所述与基准子板件宽度基本相同是指:提取的子板件的长度或宽度为基准子板件宽度的80-120%(如图6和图7所示)。
62.无论是哪种情况,均以码好的上一行中宽度最宽的基准子板件作为码放下一行宽度方向的界线,对于此,下面举例说明:
63.例如,码垛平台m的有效长度为2400mm,有效宽度为600mm,以图6为例,第一行基准子板件b1的宽度为300mm,后续提取的第一块子板件的宽度为320mm,后续提取的第二块子板件的宽度为300mm,第一行码放完之后,码垛平台m上剩余的有效码放区域的长度为 2400mm,宽度则为280mm。
64.又如,码垛平台m的有效长度为2400mm,有效宽度为600mm,以图7为例,第一行基准子板件b1的宽度为300mm,后续提取的第一块子板件的宽度为280mm,后续提取的第二块子板件的宽度为260mm,第一行码放完之后,码垛平台m上剩余的有效码放区域的长度为 2400mm,宽度则为300mm。
65.最后应当说明:以上所述实施方式仅仅是对本发明的较优实施例用以说明本发明的技术方案,而非对其限制,更不是限制本发明的保护范围;尽管参照前述各实施例对发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1