自动化堆叠板件的方法及系统与流程
本发明涉及一种堆叠板件的方法及系统,特别是涉及一种自动化堆叠板件的方法及系统。
背景技术:
1、人造板材或实木板材的种类繁多,它们均具备不同的特点,而被广泛应用于各种的家具制造及装修木作范畴。
2、由于板件的供应商往往不同于家具制造商或装修木作商,因此,板件在切锯完成后,必需堆叠、打包运送至各地的家具制造商或装修木作商。然而,不同物件所使用的板材会根据不同的外观设计、尺寸,被切锯成不同的大小,而具有多样化的长度与宽度,以致于在堆叠时,会因为尺寸大小不一,而无法通过自动化作业堆叠所述板件。此时,只能仰赖人工的经验值,及现场的实际状态,才能顺利地将所述板件堆叠在一个可供运输的栈板上,且堆叠过程中,会因为层与层间的板件长、短不同而形成空缺,有容易倾倒、稳定性不高、堆叠效率差等缺点。
技术实现思路
1、本发明的目的在于提供一种能够提升堆叠稳定性,及堆叠效率的自动化堆叠板件的方法及系统。
2、本发明自动化堆叠板件的方法,适用于沿高度方向堆叠多个由板材切割而成且非单一尺寸的板件于至少一个堆叠区,而于所述至少一个堆叠区上形成多个堆叠层,每一个所述板件包括两个沿宽度方向相间隔的边缘,所述至少一个堆叠区包括周边,所述自动化堆叠板件的方法通过自动化堆叠板件的系统执行下列步骤:
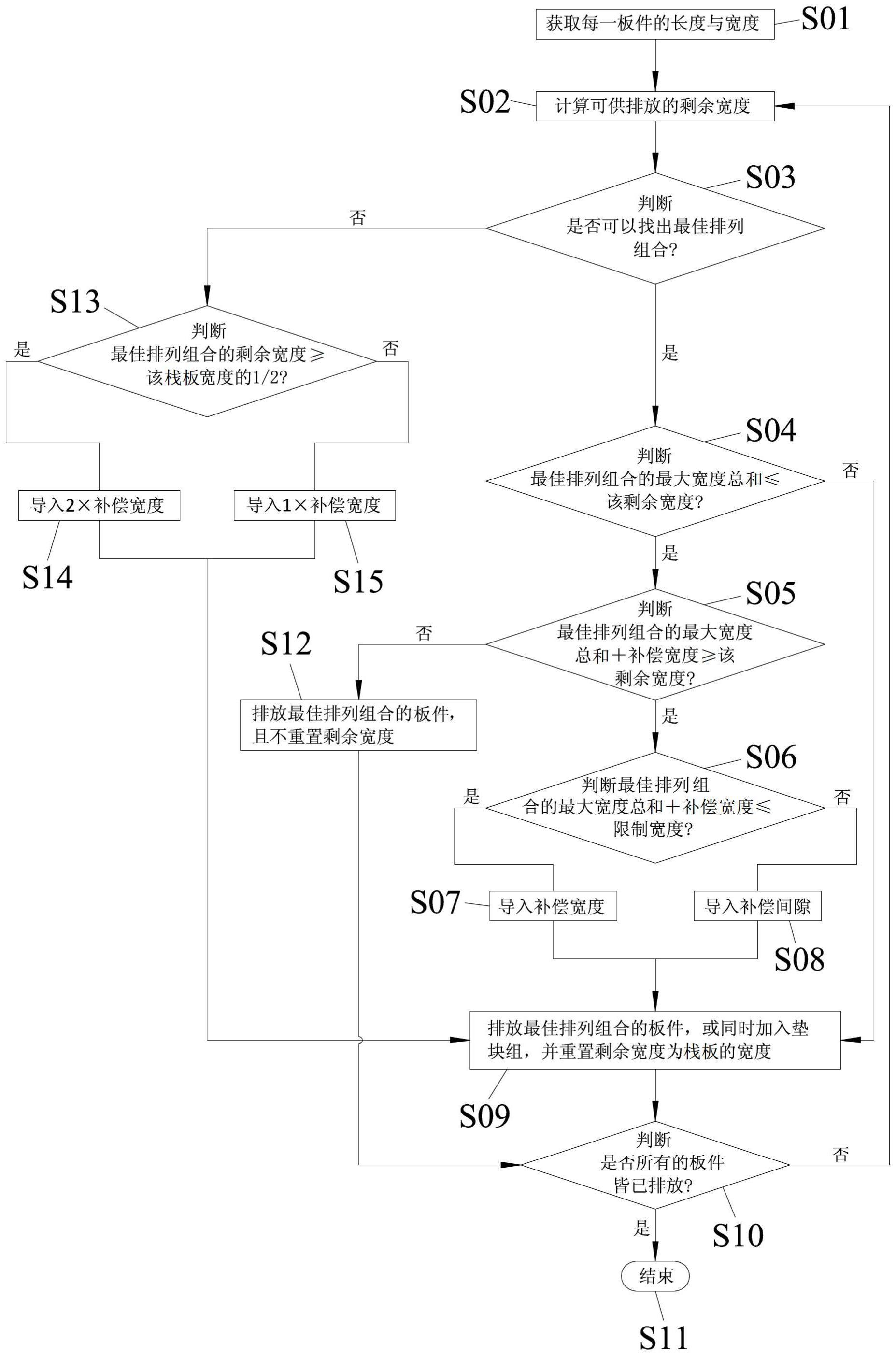
3、(a)获取每一个所述板件的长度与宽度;
4、(b)根据预设的限制宽度,找出最佳排列组合,所述最佳排列组合决定于最佳排列组合的最大宽度总和,所述最大宽度总和不大于所述限制宽度,且至少等于所述最佳排列组合的所有板件的宽度加总;
5、(c)根据所述最佳排列组合,沿所述宽度方向以水平置中的方式依序排放对应的板件;及
6、(d)判断是否所有板件皆已排放,如果是,结束排放动作,如果否,回到步骤(b)。
7、本发明的自动化堆叠板件的方法,所述的自动化堆叠板件的方法还包含在步骤(b)前的步骤(e)、、在步骤(b)后与步骤(c)前的步骤(f):
8、(e)计算可供排放所述板件的剩余宽度,所述剩余宽度=所述堆叠区的宽度-前一轮最佳排列组合的最大宽度总和;若步骤(d)判断为否时,更回到步骤(e);及
9、(f)判断所述最佳排列组合的最大宽度总和是否不大于所述剩余宽度,如果是,在对应的堆叠层的宽度不大于限制宽度的情形下,导入至少一个补偿宽度,使对应的堆叠层的宽度=最大宽度总和+所述补偿宽度,如果否,则进行步骤(c),所述至少一个补偿宽度来自于垫块组沿所述宽度方向的宽度,所述限制宽度=所述剩余宽度+预设值。
10、本发明的自动化堆叠板件的方法,所述步骤(f)包括:
11、(f1)判断所述最佳排列组合的最大宽度总和是否不大于所述剩余宽度,如果是,进行步骤(f2),如果否,进行步骤(c),且步骤(c)进一步在完成所述最佳排列组合后,重置所述剩余宽度为所述堆叠区的宽度;
12、(f2)判断所述最佳排列组合的最大宽度总和+所述补偿宽度是否不小于所述剩余宽度,如果是,进行步骤(f3),如果否,则进行步骤(f5);
13、(f3)判断所述最佳排列组合的最大宽度总和+所述补偿宽度是否不大于所述限制宽度,如果是,进行步骤(f4),如果否,进行步骤(c);
14、(f4)导入所述补偿宽度,使对应的堆叠层的宽度=所述最佳排列组合的最大宽度总和+所述补偿宽度,然后,进行步骤(c),进而在步骤(c)中,沿所述宽度方向以水平置中方式排放所述板件与所述垫块组;
15、(f5)根据所述最佳排列组合,沿所述宽度方向以水平置中的方式依序排放所述板件,且在完成所述最佳排列组合后,使下一轮最佳排列组合的剩余宽度为排放完前一轮最佳排列组合后的剩余宽度。
16、本发明的自动化堆叠板件的方法,所述自动化堆叠板件的方法还包含在步骤(f3)后、步骤(c)间的步骤(f6):导入补偿间隙,使最佳排列组合的板件相隔所述补偿间隙,所述补偿间隙=(所述堆叠区的宽度-最佳排列组合的所有板件的宽度加总)/(所述最佳排列组合的板件数量+1),且所述最佳排列组合中最先被排放的板件的其中一个边缘与所述堆叠区的周边的间距=所述补偿间隙的1/2,最后被排放的板件的另一个边缘与所述堆叠区的周边的间距=所述补偿间隙的1/2,进而在步骤(c)中,沿所述宽度方向以水平置中的方式排放所述板件。
17、本发明的自动化堆叠板件的方法,步骤(b)包括:
18、(b1)判断是否可以找出所述最佳排列组合,如果是,进行步骤(f1),如果否,进行步骤(b2);
19、(b2)判断所述最佳排列组合的剩余宽度是否不小于所述堆叠区宽度的1/2,如果是,进行步骤(b3),如果否,进行步骤(b4);
20、(b3)导入2×所述补偿宽度,使对应的堆叠层的宽度=前一轮最佳排列组合的最大宽度总和+(所述补偿宽度×2),然后,进行步骤(c),进而在步骤(c)中,沿所述宽度方向以水平置中方式排放所述垫块组;
21、(b4)导入1×所述补偿宽度,使对应的堆叠层的宽度=前一轮最佳排列组合的最大宽度总和+所述补偿宽度,然后,进行步骤(c),进而在步骤(c)中,沿所述宽度方向以水平置中方式排放所述垫块组。
22、本发明的自动化堆叠板件的方法,最先被排放的板件的其中一个边缘邻近且不超出所述堆叠区的周边,且所述最佳排列组合导入所述补偿宽度而加入所述垫块组时,会优先排放所述垫块组。
23、本发明的自动化堆叠板件的方法,所述最佳排列组合的最大宽度总和=最佳排列组合的所有板件的宽度加总+(最佳排列组合的的所有板件数量×预留间隙),且所述限制宽度=所述剩余宽度+预设值,所述预留间隙界定在相邻的两个板件之间,或其中一个边缘与所述堆叠层的周边之间。
24、一种使用如前所述的自动化堆叠板件的方法的系统,包含平台、栈板单元、排放单元,及控制单元。
25、所述平台用于承载所述板件;
26、所述栈板单元包括至少一个栈板,所述至少一个栈板具有形成在顶面的所述堆叠区;
27、所述排放单元包括基座,及可转动地安装于所述基座且可相对所述栈板单元移动的机械手臂;及
28、所述控制单元电连接于所述排放单元,用于控制所述机械手臂携带每一个所述板件脱离所述平台,及排放每一个所述板件于所述堆叠区。
29、本发明的自动化堆叠板件的系统,所述栈板单元包括至少两个栈板,其中一个所述栈板的面积大于另一个所述栈板的面积。
30、本发明的自动化堆叠板件的系统,所述排放单元还包括可转动地安装于所述机械手臂的吸盘架,及两个相间隔且可移动地安装于所述吸盘架的吸盘组,每一个所述吸盘组通过负压产生吸附对应的所述板件的吸力。
31、本发明的自动化堆叠板件的系统,所述的自动化堆叠板件的系统还包括摄影单元,所述摄影单元安装于所述机械手臂,用于拍摄每一个所述板件的影像,而获取每一个所述板件的长度与宽度。
32、本发明的自动化堆叠板件的系统,每一个所述影像是各自的所述板件的外观、条码的其中一种。
33、一种使用如前所述的自动化堆叠板件的方法的系统,包含平台、栈板单元、排放单元、控制单元,及供料单元。
34、所述平台用于承载所述板件;
35、所述栈板单元包括至少一个栈板,所述至少一个栈板具有形成在顶面的所述堆叠区;
36、所述排放单元包括基座,及可转动地安装在所述基座且可相对所述栈板单元移动的机械手臂;
37、所述控制单元连接于所述排放单元,用于控制所述机械手臂携带每一个所述板件脱离所述平台,及排放每一个所述板件于所述堆叠区;及
38、所述供料单元包括供料轨架、可移动地滑行于所述供料轨架的备料轨架,及安装于所述供料轨架且带动所述备料轨架移动的驱动组,所述供料轨架界定有供所述垫块组依序排列的至少一个供料轨槽,所述备料轨架界定有沿所述高度方向堆叠所述垫块组的至少一个备料轨槽,在所述备料轨架移动的过程中,每一个所述垫块组由所述至少一个备料轨槽落入所述至少一个供料轨槽的空缺位置,所述机械手臂携带对应的所述垫块组脱离所述至少一个供料轨槽,且排放在所述堆叠区。
39、本发明的有益效果在于:通过特殊的水平置中排列,及最佳排列组合方式,使本发明能够针对非单一尺寸的所述板件,以自动化作业沿高度方向堆叠所述板件,进而提升堆叠稳定性,及堆叠效率。
- 还没有人留言评论。精彩留言会获得点赞!