一种具有板件转向输送功能的暂存设备及暂存方法与流程
1.本发明涉及机械设备领域技术,尤其是指一种具有板件转向输送功能的暂存设备及暂存方法。
背景技术:
2.pcb板加工生产线中,承接两道工序之间一般设置暂存机,以确保后方工序不影响前方工序的连贯性,如后方工序对应的设备出现故障时,前方工序无需停机,再如后方工序输板速度与前方工序出板速度不一致时,也能够通过暂存机实现两道工序的连续进行;暂存机就是将衔接的某一工序生产完成或待输入的板材进行暂时存储,以便于在某工序需要时适时供给。
3.如中国发明cn 113173366 a公布的一种立体仓式暂存机,其中一个输板架将某板材承接后可选择性输送至某一高度的暂存架上,另一个输板架也能够选择某一高度的暂存架上的板材取出,在板材生产线中起到承接作用和暂存作用,确保生产线的连贯性。但是,由于两个输板架所传输板件的都位于同一方向,导致上一工位的输送线以及下一工位的输送线需要与输板架在同一方向进行接驳,才可以将板件输送进暂存机中;也就是说,上一工位的输送线、两个输板架以及下一工位的输送线需要在同一直线上才可以进行板件的输送;一旦两个工位的输送线不在同一直线上时,暂存机则不能对两个不同方向的输送线进行接驳。
4.因此,需要研究一种新的技术方案来解决上述问题。
技术实现要素:
5.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种具有板件转向输送功能的暂存设备及暂存方法,有效地解决现有之暂存设备存在不能接驳两个不同方向的输送线的缺陷,从而提高暂存设备的设置灵活性。
6.为实现上述目的,本发明采用如下之技术方案:
7.一种具有板件转向输送功能的暂存设备,包括:
8.暂存架,暂存架设置有多层用于存放板件的存放空间;
9.自动输送装置,包括有用于沿第二方向输送板件的第一输送机构、用于沿第一方向输送板件的第一牙叉组件、用于沿第一方向输送板件的第二输送机构以及用于沿第一方向输送板件的第二牙叉组件;
10.第二牙叉组件提取承载于第二输送机构的板件沿第一方向送入暂存架,第一牙叉组件从暂存架提取板件沿第一方向取出放置于第一输送机构;或,
11.第一牙叉组件提取第一输送机构的板件沿第一方向送入暂存架,第二牙叉组件从暂存架提取板件沿第一方向取出放置于第二输送机构。
12.本技术提供的一种具有板件转向输送功能的暂存设备的有益效果在于:作业时,第二输送机构沿第一方向输送板件,并经由第二牙叉组件提取板件沿第一方向移动而存入
暂存架中;第一牙叉组件提取暂存架中的板件沿第一方向移动并放置在第一输送机构中,第一输送机构沿第二方向输送板件;由此可见,经由第一输送机构以及第一牙叉组件的配合可以让板件输送过程中实现转向输送;与现有技术相比,可以让暂存设备接驳pcb板生产线中两个不同方向的输送线,从而提高暂存设备的设置灵活度以及通用性。
13.进一步地,第一牙叉组件装设于第一输送机构,第二牙叉组件装设于第二输送机构。
14.进一步地,第一牙叉组件以及第二牙叉组件均包括有第一执行组件、装设于第一执行组件的第二执行组件以及多个装设于第二执行组件并用于提取板件的牙叉;每一牙叉位于每两第一滚轴之间,第一执行组件传动多个牙叉相对第一滚轴上下位移,第二执行组件传动多个牙叉沿第一方向位移。
15.更进一步地,第一执行组件包括有固定装设于第一固定座的第一气缸以及固定装设于第一气缸的伸缩杆的第一位移架;
16.第二执行组件包括有装设于第一位移架的第二气缸以及装设于第二气缸的第二位移架,多个牙叉固定装设于第二位移架。
17.作业时,若往暂存架中存放板件,首先是第一气缸向上伸出,使多个牙叉提取第一输送机构或第二输送机构的板件;然后第二气缸伸缩,带动多个牙叉伸入暂存架内,然后第一气缸向下缩回一定的距离,使板件承载于暂存架中;若从暂存架中取板件,首先是第二气缸伸缩,带动多个牙叉进入暂存架内,然后第一气缸向上伸出一定的距离使多个牙叉提取板件,然后第二气缸退出暂存架,第一气缸向下缩回,使承载于多个牙叉的板件放置于第一输送机构或第二输送机构;与现有技术相比,板件暂放的过程中,都是经过多个牙叉从第一输送机构或第二输送机构提取,再进入暂存架中,最后放置在暂存架;又或者从暂存架中提取板件,再退出暂存架,最后放置在第一输送机构或第二输送机构;此过程板件不会在暂存架中产生摩擦,避免了出现板件因摩擦而遭受损坏的情况,进而提高暂存作业的可靠性。
18.进一步地,第一输送机构包括有第一固定座、装设于第一固定座的多个第一滚轴以及装设于第一固定座并用于传动多个第一滚轴旋转的第一电机,每一第一滚轴沿第二方向间距布置以传动板件沿第二向位移。
19.进一步地,牙叉设置有中空的抽气腔室,牙叉的上表面间隔设置有多个抽气口,每一抽气口均与抽气腔室连通;牙叉的上表面装设有多个硅胶片,每一硅胶片覆盖每一抽气口,硅胶片设置有多个贯穿其上下表面并连通抽气口的抽气孔。
20.与现有技术相比,板件承载于多个牙叉后,通过对抽气腔室抽气,可以对板件进行吸附,从而让板件稳固地承载于牙叉上,以免出现板件掉落牙叉的情况,提高牙叉工作时的可靠性;而且,通过硅胶片覆盖在抽气口,板件承载于硅胶片表面,可以进一步地减少磨檫板件的风险;以及,硅胶片取代了传统之吸盘结构,可以让牙叉的厚度小,以便于牙叉伸入空间小的暂存架中提取或放置板件。
21.更进一步地,暂存架包括有主体框架以及多个装设于主体框架并用于承载板件的第一承载架,多个第一承载架上下间距设置;
22.每第一承载架均安装有用于承载板件的第二塑胶板,第二塑胶板上下方向的厚度大于牙叉上下方向的厚度。
23.进一步地,还包括有第一升降组件以及第二升降组件,第一输送机构装设于第一
升降组件以传动第一输送机构上下位移,第二输送机构装设于第二升降组件以传动第二输送机构上下位移。
24.更进一步地,还包括有机架,机架装设有防护门以及控制面板,暂存架、自动输送装置、第一升降组件以及第二升降组件均安装于机架内,控制面板连接有用于控制暂存架、自动输送装置、第一升降组件以及第二升降组件工作的控制系统。
25.一种暂存设备的暂存方法,包括上述的一种具有板件转向输送功能的暂存设备以及暂存方法,暂存方法包括有以下步骤:
26.步骤1:第二输送机构输送板件沿第一方向位移,使板件进入第二牙叉组件的所在位置;
27.步骤2:第二牙叉组件启动工作,第一气缸向上伸出以带动多个牙叉上移,多个牙叉提取板件脱离第二输送机构;同时,第二升降组件传动第二输送机构上下位移,以切换至暂存架不同高度的存放空间的所在侧;
28.步骤3:第二牙叉组件启动工作,第二气缸伸缩使多个牙叉沿第一方向位移,多个牙叉进入存放空间;第一气缸向下缩回一定的距离使板件承载于暂存架,第二气缸伸缩使多个牙叉沿第一方向退出暂存架;
29.步骤4:第一升降组件启动工作,第一升降组件传动第一输送机构上下位移,以使第一输送机构切换至暂存架不同高度的存放空间的所在侧;
30.步骤5:第一牙叉组件启动工作,第二气缸伸缩使多个牙叉进入存放空间内,多个牙叉位于板件的下方;然后第一气缸向上伸出一定的距离,使多个牙叉提取板件并脱离承载于暂存架;第一气缸向下缩回一定的距离使板件承载于第一输送机构,第一输送机构输送板件沿第二方向移动。
31.由于采用了上述的暂存设备,使用该暂存设备接驳pcb板生产线的两个不同方向的输送线中,可以对板件的输送进行换向输送,本技术的暂存设备对板件的换向输送动作少,对板件的输送效率大大提升;而且,存入或取出板件的作业可以同时进行,更进一步提升本暂存设备的工作效率。
附图说明
32.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
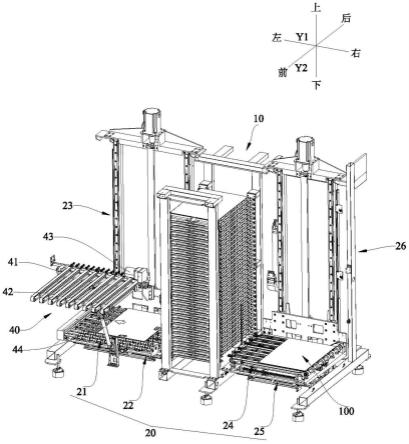
33.图1是本技术实施例提供的一种具有板件转向输送功能的暂存设备的立体结构示意图;
34.图2是图1所示的一种具有板件转向输送功能的暂存设备的具体结构示意图;
35.图3是图2所示的一种具有板件转向输送功能的暂存设备的暂存架的立体结构示意图;
36.图4是是图3所示的暂存架的a处局部放大图;
37.图5是图4所示的暂存架的局部剖视图;
38.图6是图2所示的一种具有板件转向输送功能的暂存设备的暂存架的另一立体结
构示意图;
39.图7是图6所示的一种具有板件转向输送功能的暂存设备的暂存架的b处放大图;
40.图8是图2所示的一种具有板件转向输送功能的暂存设备的暂存架的局部结构示意图;
41.图9是图2所示的一种具有板件转向输送功能的暂存设备的第一输送机构、第一牙叉组件以及第一升降组件的立体结构示意图;
42.图10是图9所示的第一输送机构以及第一牙叉组件的分解图;
43.图11是图10所示的第一牙叉组件的主视图;
44.图12是图10所示的第一牙叉组件的牙叉的剖视图;
45.图13是图2所示的一种具有板件转向输送功能的暂存设备的第二输送机构、第二牙叉组件以及第二升降组件的立体结构示意图;
46.图14是图2所示的一种具有板件转向输送功能的暂存设备的俯视图。
47.其中,图中各附图标记:
48.10、暂存架;11、主体框架;111、第一限位件;1111、主体部;1112、固定部;1113、导向部;112、第一支撑板;1121、第一塑胶板;113、第一螺旋孔;12、第一承载架;121、手柄螺丝;122、第二塑胶板;
49.20、自动输送装置;21、第一输送机构;211、第一固定座;212、第一滚轴;2121、第一塑胶轮;213、第一电机;22、第一牙叉组件;221、第一执行组件;2211、第一气缸;2212、第一位移架;222、第二执行组件;2221、第二气缸;2222、第二位移架;223、牙叉;2231、抽气腔室;2232、抽气口;2233、第一安装孔;2234、硅胶片;2235、抽气孔;23、第一升降组件;231、第一固定架;232、第一导轨;233、第一滑块;234、第一升降架;235、第二电机;24、第二输送机构;241、第二固定座;242、输送皮带;243、输送电机;25、第二牙叉组件;26、第二升降组件;
50.30、机架;31、防护门;32、控制面板;
51.40、对接输送机构;41、对接架;42、对接输送皮带;43、对接驱动电机;44、对接驱动气缸;
52.100、板件;y1、第一方向;y2、第二方向。
具体实施方式
53.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
54.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
55.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
56.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性
或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
57.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
58.请一并参阅图1至图14,现对本技术实施例提供的一种具有板件转向输送功能的暂存设备进行说明。所述一种具有板件转向输送功能的暂存设备,包括:暂存架10以及自动输送装置20。
59.请一并参阅图2至图8,暂存架10包括有主体框架11以及多个装设于主体框架11并用于承载pcb板的第一承载架12。在本技术实施例中,主体框架11装设有多个第一限位件111,第一承载架12设置有用于与主体框架11螺合连接的手柄螺丝121;第一承载架12插入主体框架11时,第一承载架12的一端抵于第一限位件111。
60.具体地说,主体框架11装设有多个第一支撑板112,每两第一支撑板112为一层,每一层的两个第一支撑板112左右间距设置;主体框架11设置有供手柄螺丝121旋入的第一螺旋孔113,第一螺旋孔113设于主体框架11的前侧,第一限位件111设于主体框架11的后侧。第一螺旋孔113位于每一层第一支撑板112的前侧,第一限位件111位于每一层第一支撑板112的后侧,手柄螺丝121安装在第一承载架12的前侧。也就是说,多个第一承载架12装设于主体框架11后,是上下间距设置的,构成有多层,每两层第一承载架12作为存放板件100的存放空间,板件100承载于第一承载架12的上表面。
61.请一并参阅图3至图7,组装第一承载架12时,将第一承载架12的后侧经由第一支撑板112插入第一限位件111中,并使第一承载架12的下表面抵靠在第一支撑板112上,最后旋转手柄螺丝121,使手柄螺丝121的螺纹部分旋入第一螺旋孔113中,即可完成第一承载架12的组装。由此可见,经由第一限位件111的配合,可以使得第一承载架12通过手柄螺丝121将其螺合紧固与主体框架11上;通常,手柄螺丝121是设置在第一承载架12左右两侧的两个,也就是说组装第一承载架12时,只需要转动两个手柄螺丝121即可完成组装;与现有技术相比,可以省时省力,提高组装第一承载架12的便捷性。
62.请一并参阅图3至图7,组装第一承载架12时,第一承载架12会在第一支撑板112上滑移,由于第一承载架12以及第一支撑板112均为金属结构,一旦两者接触滑移时,容易刮出金属废屑,一旦这些废屑掉落到板件100上,则会影响到板件100的洁净度。在本技术实施例中,每一第一支撑板112均安装有供第一承载架12抵靠的第一塑胶板1121;如此结构,让第一承载架12在第一塑胶板1121上进行滑移,从而防止刮出废屑,杜绝了废屑掉落到板件100的情况,提高暂存架10的整体洁净度。
63.以及,第一承载架12的上表面装设有多个用于承载板件100的第二塑胶板122,多个第二塑胶板122间距设置;承载板件100时,可以直接将板件100放置在多个第二塑胶板122是上表面,从而防止板件100与第一承载架12的接触,可以防止出现第一承载架12刮伤板件100的情况,提高暂存可靠性。在本技术实施例中,每一第二塑胶板122是沿第一方向y1延伸设置,多个第二塑胶板122是沿第二方向y2间距设置。
64.请一并参阅图3至图7,第一限位件111包括有主体部1111、设于主体部1111并用于与主体框架11固定连接的固定部1112以及设于主体部1111两个自由端的导向部1113,主体
部1111呈“u”型设置,主体部1111的开口朝前设置;第一承载架12插入过程中,经由两个导向部1113的导向作用,可以让第一承载架12插入主体部1111时更加顺畅,不易出现卡滞或者安装不准确。
65.请一并参阅图2以及图9至图12,自动输送装置20包括有用于沿第二方向y2输送板件100的第一输送机构21、用于沿第一方向y1输送板件100的第一牙叉组件22、用于沿第一方向y1输送板件100的第二输送机构24以及用于沿第一方向y1输送板件100的第二牙叉组件25;第二牙叉组件25提取承载于第二输送机构24的板件100沿第一方向y1送入暂存架10,第一牙叉组件22从暂存架10提取板件100沿第一方向y1取出放置于第一输送机构21;或,第一牙叉组件22提取第一输送机构21的板件100沿第一方向y1送入暂存架10,第二牙叉组件25从暂存架10提取板件100沿第一方向y1取出放置于第二输送机构24。
66.接上,第一牙叉组件22装设于第一输送机构21,第二牙叉组件25装设于第二输送机构24。
67.具体地说,第一输送机构21包括有第一固定座211、装设于第一固定座211的多个第一滚轴212以及装设于第一固定座211并用于传动多个第一滚轴212旋转的第一电机213,每一第一滚轴212沿第二方向y2间距布置以传动板件100沿第二方向y2位移;第一牙叉组件22装设于第一输送机构21下方,第一牙叉组件22包括有第一执行组件221、装设于第一执行组件221的第二执行组件222以及多个装设于第二执行组件222并用于提取板件100的牙叉223;每一牙叉223位于每两第一滚轴212之间,第一执行组件221传动多个牙叉223相对第一滚轴212上下位移,第二执行组件222传动多个牙叉223沿第一方向y1位移。第一电机213与多个第一滚轴212之间连接有皮带,从而经由一个第一电机213同时传动多个第一滚轴212转动。而且每一第一滚轴212设置有多个第一塑胶轮2121,每一第一滚轴212的多个第一塑胶轮2121沿第一方向y1间隔布置在第一滚轴212上,以供板件100承载于多个第一塑胶轮2121上,可以防止第一滚轴212刮伤板件100,更进一步地提高板件100防磨檫能力。
68.请一并参阅图11以及图12,牙叉223是沿第一方向y1延伸设置的,牙叉223设置有中空的抽气腔室2231,牙叉223的上表面间隔设置有多个抽气口2232,每一抽气口2232均与抽气腔室2231连通。具体地说,牙叉223的一侧面设置有用于安装气管连接件的第一安装孔2233,第一安装孔2233连通抽气腔室2231;牙叉223的上表面装设有多个硅胶片2234,每一硅胶片2234覆盖每一抽气口2232,硅胶片2234设置有多个贯穿其上下表面并连通抽气口2232的抽气孔2235。
69.接上,上述每两第二塑胶板122之间构成避让位置,第二塑胶板122上下方向的厚度大于牙叉223上下方向的厚度,每一牙叉223可以进入该避让位置中,从而将板件100承载于多个第二塑胶板122之后,并退出暂存架10。
70.请一并参阅图10以及图11,第一执行组件221包括有固定装设于第一固定座211的第一气缸2211以及固定装设于第一气缸2211的伸缩杆的第一位移架2212,第一气缸2211的伸缩杆是上下伸缩,以使第一位移架2212随第一气缸2211的伸缩杆上下位移。第二执行组件222装设于第一位移架2212,第二执行组件222包括有装设于第一位移架2212的第二气缸2221以及装设于第二气缸2221的第二位移架2222,多个牙叉223固定装设于第二位移架2222,第二气缸2221的伸缩杆是固定安装于第一位移架2212,且第二气缸2221的伸缩杆是沿第一方向y1延伸的,第二气缸2221的缸体在其伸缩杆上位移,而第二位移架2222则固定
安装于第二气缸2221的缸体上,从而实现沿第一方向y1运输板件100。
71.在此需要说明的是,第二牙叉组件25与第一牙叉组件22的结构以及作用相同,在此不再一一累述。
72.请一并参阅图13,第二输送机构24包括有第二固定座241、可转动装设于第二固定座241的多条输送皮带242以及用于传动多条输送皮带242转动的输送电机243,多条输送皮带242沿第二方向y2间距布置,以供牙叉223相对多个输送皮带242上下伸缩提供避让,从而使得牙叉223能够将板件100放置在输送皮带242上,或提取承载于输送皮带242的板件100。
73.请一并参阅图9、图10以及图13,还包括有第一升降组件23以及第二升降组件26,第一输送机构21装设于第一升降组件23以传动第一输送机构21上下位移,第二输送机构24装设于第二升降组件26以传动第二输送机构24上下位移。在本技术实施例中,第一升降组件23以及第二升降组件26的结构相同,第一升降组件23以及第二升降组件26均包括有第一固定架231、装设于第一固定架231的第一导轨232、可移动装设于第一导轨232的第一滑块233、固定装设于第一滑块233的第一升降架234以及装设于第一固定架231并用于传动第一升降架234上下位移的第二电机235,第一固定座211固定装设于第一升降组件23的第一升降架234,第二固定座241固定装设于第二升降组件23的第一升降架234;也就是说,第一输送机构21装设于第一升降组件23的第一固定架231上,从而经由第一升降组件23传动第一输送机构21以及第一牙叉组件22上下位移,第二输送机构24装设于第二升降组件26的第一固定架231上,从而经由第二升降组件26传动第二输送机构24以及第二牙叉组件25上下位移。
74.请一并参阅图1以及图2,还包括有机架30,机架30装设有防护门31以及控制面板32,暂存架10、自动输送装置20、第一升降组件23以及第二升降组件26均安装于机架30内,控制面板32连接有用于控制暂存架10、自动输送装置20、第一升降组件23以及第二升降组件26工作的控制系统。在本技术实施例中,第一输送机构21、暂存架10以及第二输送机构24沿第一方向y1间隔布置;也可以理解为,第一输送机构21位于暂存架10的左侧,第二输送机构24位于暂存架10的右侧。
75.请一并参阅图1、图2以及图14,还包括有装设于机架30的对接输送机构40,对接输送机构40包括有对接架41、多条对接输送皮带42、对接驱动电机43以及对接驱动气缸44;具体地说,对接架41的一端可转动装设于机架30,对接驱动气缸44装设于机架30,对接驱动气缸44的伸缩杆连接于对接架41以驱动对接架41上下摆动,多条对接输送皮带42装设于对接架41,每一条对接输送皮带42均沿第二方向y2转动以传动板件100输送,多条对接输送皮带42均沿第一方向y1间距布置,对接驱动电机43安装于对接架41,对接驱动电机43的转轴连接多条对接输送皮带42。也就是说,多条对接输送皮带42运送板件100的方向与第一输送机构21运送板件100的方向相同,经由该对接输送机构40将第一输送机构21的板件送至工序的输送线中,或者经由该对接输送机构40将工序的输送线的板件100送至第一输送机构21中。由于对接架经由对接驱动气缸作用其上下摆动,以便于与不同高度工位的输送线进行接驳。
76.接下来,对本技术提供的一种暂存设备的暂存方法作说明,一种暂存设备的暂存方法包括有如下步骤:
77.步骤1:第二输送机构24输送板件100沿第一方向y1位移,使板件100进入第二牙叉
组件25的所在位置;
78.步骤2:第二牙叉组件25启动工作,第一气缸2211向上伸出以带动多个牙叉223上移,多个牙叉223提取板件100脱离第二输送机构24;同时,第二升降组件26传动第二输送机构24上下位移,以切换至暂存架10不同高度的存放空间的所在侧;
79.步骤3:第二牙叉组件25启动工作,第二气缸2221伸缩使多个牙叉223沿第一方向y1位移,多个牙叉223进入存放空间;第一气缸2211向下缩回一定的距离使板件100承载于暂存架10,第二气缸2221伸缩使多个牙叉223沿第一方向y1退出暂存架10;
80.步骤4:第一升降组件23启动工作,第一升降组件23传动第一输送机构21上下位移,以使第一输送机构21切换至暂存架10不同高度的存放空间的所在侧;
81.步骤5:第一牙叉组件启动工作,第二气缸2221伸缩使多个牙叉223进入存放空间内,多个牙叉223位于板件100的下方;然后第一气缸2211向上伸出一定的距离,使多个牙叉223提取板件100并脱离承载于暂存架10;第一气缸2211向下缩回一定的距离使板件100承载于第一输送机构21,第一输送机构21输送板件100沿第二方向y2移动。
82.在此需要说明的是,步骤1-3以及步骤4-5可以同步进行,也就是说,存放板件100以及取出板件100的工作可以同时进行。
83.以上仅为本发明的较佳实施例而已,仅具体描述了本发明的技术原理,这些描述只是为了解释本发明的原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进,及本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其他具体实施方式,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1