一种防火装饰板生产用翻转设备的制作方法
1.本发明涉及防火装饰板生产设备技术领域,具体涉及一种防火装饰板生产用翻转设备。
背景技术:
2.防火装饰板是表面装饰用耐火建材,有丰富的表面色彩,纹路以及特殊的物理性能。公布号为cn103835459a的专利文献公开了一种防火装饰板的生产方法,其生产方法是选用普通板材,在其正反两面均匀涂布胶粘层环氧树脂,将由多层氯氧镁构成的基层压合在板材环氧树脂上,在基层上面复合加强层玻璃纤维布,在加强层上面复合保护层聚脂薄膜,然后将板材放入板材压合机械加压成型。
3.在防火装饰板的上述生产过程中,涉及到板材的正反面处理,板材在生产线上先是反面处理然后转到正面处理,传统的操作需要在反面处理完成后,由几位操作人员手动将防火装饰板翻转到正面,大大浪费了劳动力,从而降低了防火装饰板生产效率,人工手动翻转会发生操作失误砸伤现场人员的风险,威胁到工人的生命安全,而现有的防火装饰板生产时不具有翻转设备。
技术实现要素:
4.本发明为解决现有的防火装饰板生产时不具有翻转设备,存在人工翻转效率低、会发生操作失误砸伤现场工人的风险,能够实现板材安全、快速的翻转180
°
,降低人员劳动强度,提高生产效率和安全。
5.为了实现上述目的,本发明的技术方案是:一种防火装饰板生产用翻转设备,包括机架和转动设置于机架上的翻转机构,所述机架包括对称设置的左支撑架和右支撑架,所述左支撑架和右支撑架的顶部均固定有支座,两个所述支座内分别安装有转轴一;所述翻转机构包括间隔平行设置的翻转板一和翻转板二,其中一个转轴一固定在翻转板一上,另一个转轴一固定在翻转板二上;翻转板一和翻转板二的结构相同,翻转板一的右端设置为弧形边;翻转板二的外侧设置有驱动组件,所述驱动组件包括弧形齿圈以及与弧形齿圈啮合并带动弧形齿圈移动的齿轮,所述弧形齿圈固定在翻转板二上,所述齿轮通过转轴二安装在右支撑架上;翻转板一和翻转板二的内侧上下间隔设置有一组传输组件,所述传输组件的一侧设置有底板,所述底板上滑动设置有一挡板。
6.进一步地,所述传输组件包括依次并排安装的多个输送辊,所有输送辊的一端设置有双链轮,多个所述双链轮通过链条一传动连接,其中一个双链轮通过链条二连接有主动链轮,所述主动链轮通过电机一驱动,所述电机一通过支架固定在机架上,为输送辊提供动力以带动板材前进。
7.进一步地,所述翻转板一和翻转板二的下方均设置有一组导轮,所述导轮上开设
有凹槽,所述翻转板一和翻转板二的弧形边卡设于相应的凹槽内;所述导轮通过转轴三转动设置在相应的左支撑架和右支撑架上,设置导轮与翻转板一和翻转板二抵触,从而良好的保证了在运行时的稳定性。
8.进一步地,所述底板上设置有一组导轨,所述导轨上设置有滑动座,所述滑动座上安装有所述挡板。
9.进一步地,所述挡板为l形板。
10.进一步地,所述支座与转轴一连接处设置有匹配的轴承。
11.进一步地,所述右支撑架内设置有电机二,所述转轴二穿过右支撑架的侧壁后与电机二的输出轴相连,电机二为齿轮提供动力以带动弧形齿圈。
12.进一步地,所述翻转板一的弧形边与弧形齿圈的轴线重合,使两者能绕一个中心轴线转动。
13.通过上述技术方案,本发明的有益效果为:本发明中板材在生产线输送带的带动下前进进入到翻转机构中,随着翻转机构的转动,板材的姿态逐渐由水平转化为竖直,且翻转机构在此停顿预定时间,待竖直状态的板材通过底板上设置的滑动座输送至右端,翻转机构再继续顺时针转动,板材的姿态逐渐由竖直转化为水平,这样一来板材完成180翻转后重新回归生产线,整个翻转过程设计合理,避免操作失误照成的工伤事故,且能够对板材持续的实现翻转,工作效率高。
14.本发明与防火装饰板生产线配合,不阻碍生产线的正常输送同时可以实现板材安全、快速的翻转180
°
,并运送到下道工艺,操作方便,节省人力。
附图说明
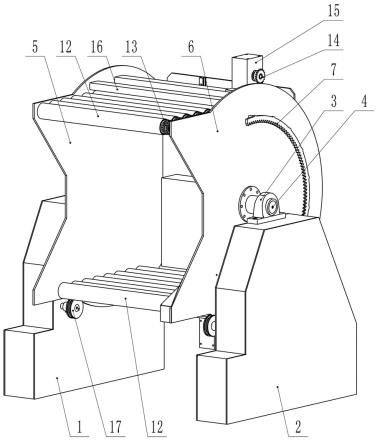
15.图1是本发明一种防火装饰板生产用翻转设备的立体示意图。
16.图2是本发明一种防火装饰板生产用翻转设备的正视图。
17.图3是本发明一种防火装饰板生产用翻转设备的右视图。
18.图4是本发明一种防火装饰板生产用翻转设备图2中a-a处的剖视示意图。
19.图5是本发明一种防火装饰板生产用翻转设备图3中 b-b处的剖视示意图。
20.图6是本发明一种防火装饰板生产用翻转设备的应用状态示意图一。
21.图7是本发明一种防火装饰板生产用翻转设备的应用状态示意图二。
22.图8是本发明一种防火装饰板生产用翻转设备的应用状态示意图三。
23.附图中标号为:1为左支撑架,2为右支撑架,3为支座,4为转轴一,5为翻转板一,6为翻转板二,7为弧形齿圈,8为齿轮,9为转轴二,10为底板,11为挡板,12为输送辊,13双链轮,14为主动链轮,15为电机一,16为支架,17为导轮,18为转轴三,19为导轨,20为输送带,21为板材。
具体实施方式
24.下面结合附图和具体实施方式对本发明作进一步说明:在本发明的描述中,需要理解的是,术语“左”、“右”、“上”、“下”、“横向”“竖向”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造
和操作,因此不能理解为对本发明的限制。
25.实施例一如图1~图8所示,一种防火装饰板生产用翻转设备,包括机架和转动设置于机架上的翻转机构,所述机架包括对称设置的左支撑架1和右支撑架2,所述左支撑架1和右支撑架2的顶部均固定有支座3,两个所述支座3内分别安装有转轴一4;所述翻转机构包括间隔平行设置的翻转板一5和翻转板二6,其中一个转轴一4固定在翻转板一5上,另一个转轴一4固定在翻转板二6上;翻转板一5和翻转板二6的结构相同,翻转板一5的右端设置为弧形边。
26.具体的,翻转板二6的外侧设置有驱动组件,所述驱动组件包括弧形齿圈7以及与弧形齿圈7啮合并带动弧形齿圈7移动的齿轮8,所述弧形齿圈7固定在翻转板二6上,所述齿轮8通过转轴二9安装在右支撑架2上;翻转板一5和翻转板二6的内侧上下间隔设置有一组传输组件,所述传输组件的一侧设置有底板10,所述底板10上滑动设置有一挡板11。
27.本技术中,所述传输组件包括依次并排安装的多个输送辊12,所有输送辊12的一端设置有双链轮13,多个所述双链轮13通过链条一传动连接,其中一个双链轮13通过链条二连接有主动链轮14,所述主动链轮14通过电机一15驱动,所述电机一15通过支架16固定在机架上,为输送辊12提供动力以带动板材21前进。
28.其中,所述翻转板一5和翻转板二6的下方均设置有一组导轮17,所述导轮17上开设有凹槽,所述翻转板一5和翻转板二6的弧形边卡设于相应的凹槽内;导轮17通过转轴三18转动设置在相应的左支撑架1和右支撑架2上,设置导轮17与翻转板一5和翻转板二6抵触,从而良好的保证了在运行时的稳定性。
29.本技术中,所述底板10上设置有一组导轨19,所述导轨19上设置有滑动座,所述滑动座上安装有所述挡板11;并且,所述挡板11为l形板,用以支撑和带动板材21移动;需要说明的是,为了实现自动化控制,滑动座可选用电动式滑动座,如此与电机共同连接至控制系统,由此以来实现了自动化翻转的目的,以方便后续生产需要。
30.另外,所述支座3与转轴一4连接处设置有匹配的轴承,转动灵活。
31.本实施例中,所述右支撑架2内设置有电机二,所述转轴二9穿过右支撑架2的侧壁后与电机二的输出轴相连,电机二为齿轮8提供动力以带动弧形齿圈7。
32.其中,所述翻转板一5的弧形边与弧形齿圈7的轴线重合,使两者能绕一个中心轴线转动。
33.采用上述防火装饰板生产用翻转设备,工作原理如下:使用时,本发明与生产线上的输送带20相配合,请再次参阅图6和图7,设备左侧的输送带20与传输组件对接后,板材21被输送辊12带走,而后通过齿轮8带动弧形齿圈7顺时针转动,板材21被旋转提升,在此过程中,板材21的姿态逐渐由水平转化为竖直并落在l形挡板11的长边上,且翻转机构在此停顿预定时间,待竖直状态的板材21被滑动座输送至右端,请再次参阅图7和图8,翻转机构再继续顺时针转动,而随着翻转机构继续转动,板材21的姿态逐渐由竖直转化为水平,板材21完成180翻转后随之便由挡板11上跌落在相应的输送辊12上,此后传输组件与右侧的输送带20对接,板材21回归至生产线并被后方的输送带20带走进入下一道工序,最后翻转机构通过齿轮8带动弧形齿圈7形成逆时针转动,同时挡板11后退至图6所示的初始状态,达到方便承接下一个板材进行翻转的目的,如此循环,不阻碍生产线的正常输送同时可以实现板材安全、快速的翻转180
°
。
34.以上所述之实施例,只是本发明的较佳实施例而已,并非限制本发明的实施范围,故凡依本发明专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本发明申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1