一种悬挂吊篮及压缩机壳体焊接生产线的制作方法
1.本发明涉及压缩机生产领域,特别是涉及一种悬挂吊篮及压缩机壳体焊接生产线。
背景技术:
2.压缩机是将低压气体提升为高压气体的一种从动的流体机械,是制冷系统的心脏,为制冷提供动力。目前压缩机的壳体部件通常由两个半壳体分别与管体等零部件完成焊接后,再通过相互扣合焊接形成一内部设有容纳腔的完整壳体。然而,由于下壳体结构较为复杂,在实际生产过程中需要进行多种零配件的焊接,这导致下壳体的生产线较为复杂,生产线节拍较慢,且在实际安装过程中需要进行反复调整和设备调试,为实际的产线安装和产线生产带来众多不便。除此之外,现有的悬挂链系统通常只能在同一吊钩或吊篮上放置单个零件,当用来对上壳体和下壳体进行同时传送时容易造成零件混乱,进而影响焊接的生产效率。目前市面上也有可以同时输送多个零件的吊件,如申请号为cn202120661174.8、名称为《一种精铸用制壳流水线悬挂链》的专利中公开了一种挂装架,其在同一悬挂件上沿竖直方向间隔设置多个挂装架,从而可同时挂装多个零件。但是这种结构纵向占用空间大,在实际生产过程中容易与产线发生干涉。
技术实现要素:
3.基于此,本发明的目的在于,提供一种悬挂吊篮及压缩机壳体焊接生产线,其具有便于维修调试、生产效率高的优点。
4.一种悬挂吊篮,包括承托板和设置在所述承托板上的吊臂,所述承托板上设置有围栏部,其与所述承托板的上表面形成容纳腔,所述承托板底部设置有下托板,所述下托板与所述承托板间隔设置形成容纳卡槽。
5.本发明所述的一种悬挂吊篮结构简单,体积较小,大大降低移动过程中发生干涉的风险,并且该结构除了能同时盛接两种零件之外,还对两种零件的放置位置进行区分,有利于后续工序对两种零件进行辨别判断,提高生产效率。
6.进一步地,所述承托板上开设有取料缺口,便于下料。
7.进一步地,所述下托板设置有限位凸台,所述限位凸台向所述容纳卡槽延伸,对卡入所述容纳卡槽的物料进行限位,防止掉落。
8.本发明还公开了一种压缩机壳体焊接生产线,包括:
9.上壳体生产线,所述上壳体生产线用于生产上壳体,其尾端设置有上料装置;
10.下壳体生产线,所述下壳体生产线用于生产下壳体,其尾端设有上料工位;
11.悬挂链系统,所述悬挂链系统包括若干个如上所述的悬挂吊篮,所述悬挂吊篮沿预设轨迹移动,经过所述上料装置时,所述上料装置将上壳体推入所述容纳腔中,经过所述上料工位时,通过人工或机械臂将下壳体的脚板卡入所述容纳卡槽中。
12.所述压缩机壳体焊接生产线依次将完成零部件焊接的上壳体和下壳体成对放置
到悬挂吊篮上,并通过悬挂链系统输送到后续工位,减少后续焊接时拿取壳体的出错率,提高生产效率。
13.进一步地,所述上料装置包括:
14.随动夹紧机构,所述随动夹紧机构设置在所述预设轨迹的一侧,包括夹持组件和驱动模组,所述夹持组件对所述悬挂吊篮进行夹持稳定,并在夹持过程中由所述驱动模组驱动跟随该悬挂吊篮移动,完成上料后所述夹持组件松开该悬挂吊篮并由所述驱动模组复位;
15.推料机构,所述推料机构将上壳体部件推入被所述随动夹紧机构夹持的悬挂吊篮中。
16.该结构可实现自动化上料,节省人工成本,并解决了人工上料容易遗漏缺料的问题。除此之外,该装置无需使用大型机器人配合进行上料,结构简单便于调试,其生产节拍与此前相比也有大幅缩短,实现了在提高了生产效率的同时人保持较低的设备成本,有效缓解企业负担。
17.进一步地,所述悬挂吊篮上设有夹持部,所述夹持部与所述围栏部连接,所述夹持组件对所述夹持部进行夹紧,提高所述悬挂吊篮的稳定性。
18.进一步地,还包括控制装置,所述控制组件包括编码器,所述编码器用于检测所述悬挂链系统的运动线速度,从而实现所述驱动模组的运动速度与所述运动线速度的实时匹配。
19.进一步地,所述下壳体生产线包括若干串联的输送线和沿输送方向依次设置的壳体调整装置、销钉焊机、机脚焊机、壳体旋转装置、接线柱焊机、保护架焊机、壳体翻转装置和弯管装置;
20.所述壳体调整装置用于对下壳体的朝向进行调整,防止下壳体反向进入所述销钉焊机;
21.所述销钉焊机和机脚焊机分别用于将销钉和机脚焊接到下壳体上;
22.所述壳体旋转装置用于对下壳体沿轴线方向进行90度旋转;
23.所述接线柱焊机和保护架焊机分别用于将接线柱和保护架焊接到下壳体上;
24.所述壳体翻转装置夹设在两条所述输送线之间,包括底架、旋转机构、翻转臂和夹持机构,所述旋转机构设置在所述底架上,所述翻转臂一端与所述旋转机构连接,另一端向外延伸并与所述夹持机构连接,所述旋转机构通过所述翻转臂带动所述夹持机构在两条所述输送线之间往复转动,实现壳体工件在两条输送线间转移,两条所述输送线位于所述旋转机构的两侧并处于相同或不同水平高度;
25.所述下壳体生产线还包括至少一台双头管焊机,所述双头管焊机设置在所述壳体旋转装置和保护架焊机之间,包括第二底座、旋转转台、支撑架和两台管体焊接装置,所述支撑架通过所述旋转转台设置在所述第二底座上,所述管体焊接装置对称设置在所述支撑架的两侧,随所述旋转转台转动180
°
,实现两台管体焊接装置在焊接与修磨工位之间的转换;
26.所述弯管装置用于对所述管体进行弯折。
27.所述下壳体生产线调试方便,生产效率高,其生产节拍可由现有生产线最快的5s/件提升到3.9s/件。
28.进一步地,所述销钉焊机包括电控箱、焊接部、送钉部和第一底座,所述电控箱、焊接部均固定设置在第一底座上,所述送钉部通过直线导轨设置在所述第一底座上,从而可相对所述焊接部运动。所述结构在提高焊接部和送钉部调试相对位置的效率时,通过相对运动便于维修人员对销钉焊机内部进行操作。
29.进一步地,所述管体焊接装置包括设置在所述支撑架上的上机头、设置在上机头上的驱动气缸、由所述驱动气缸驱动沿竖直方向往复移动的上电极头、和向所述上电极头进行铜管送料的送料组件,所述送料组件包括第一导料机构、第二导料机构和移料机构,所述第一导料机构设置在驱动气缸的外侧,所述移料机构包括移料气缸和接料块,所述移料气缸驱动所述接料块在所述第一导料机构的出料口和所述第二导料机构的进料口之间往复移动,使物料由所述第一导料机构进入,经所述接料块移动后,从所述第二导料机构滑向所述上电极头。所述结构通过在气缸外侧进行送料,其结构简单,可降低制造成本。同时该结构便于对装置进行拆卸和安装,易于维修调试,可提高生产效率。
30.为了更好地理解和实施,下面结合附图详细说明本发明。
附图说明
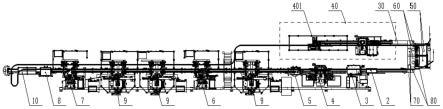
31.图1为所述压缩机壳体焊接生产线的俯视图;
32.图2为所述压缩机下壳体焊接生产线的整体结构图;
33.图3为所述壳体调整装置的结构图;
34.图4为所述销钉焊机的结构图;
35.图5为所述壳体旋转装置的结构图;
36.图6为所述壳体翻转装置与输送线的布局图;
37.图7为所述壳体翻转装置的结构图;
38.图8为所述双头管焊机的整体结构图;
39.图9为所述双头管焊机的局部结构图;
40.图10为所述管体焊接装置的结构图;
41.图11为所述送料组件的结构图;
42.图12为所述上料装置的结构图;
43.图13为所述悬挂吊篮的结构图;
44.图14为悬挂吊篮与上壳体和下壳体的装配图;
45.附图标记说明:
46.1、输送线;11、平顶链;12、安装空间;
47.2、壳体调整装置;21、调整支架;22、检测机构;23、第一升降旋转机构;
48.3、销钉焊机;31、电控箱;32、焊接部;33、送钉部;34、第一底座;
49.4、机脚焊机;
50.5、壳体旋转装置;51、直线驱动模块;52、夹持机构;53、第二升降旋转机构;
51.6、接线柱焊机;7、保护架焊机;
52.8、壳体翻转装置;81、第三底架;82、电机;83、凸轮分割器;84、翻转臂;841、分割器连接板;842、气缸安装板;843、加强筋;85、抓夹机构;851、平行气爪气缸;852、气缸传感器;853、夹板;854、缓冲垫;
53.9、双头管焊机;91、第二底座;92、机架;921、第一立柱;922、第二立柱;923、横梁;924、支撑杆;925、水气旋转接头;926、水管;927、气管;93、旋转转台;94、支撑架;95、管体焊接装置;951、上机头;952、驱动气缸;953、上电极头;954、第一导料机构;9541、第一导料管;9542、第一进料头;9543、夹持件;955、第二导料机构;9551、第二导料管;9552、第二进料头;956、移料机构;9561、移料气缸;9562、接料块;957、下电极;96、上料机械臂;97、下料机械臂;
54.10、弯管装置;20、人行跨线桥;
55.30、悬挂链系统;301、悬挂吊篮;3011、承托板;30111、围栏部;30112、取料缺口;30113、夹持部;3012、吊臂;3013、下托板;30131、限位凸台;
56.40、上壳体生产线;401、随动夹紧机构;4011、夹持组件;4012、驱动模组;402、顶升机构;403、推料机构;
57.50、清洗机;60、倾斜滑道;70、分料输送线;80、变位机构。
具体实施方式
58.请参阅图1-14,图1为所述压缩机壳体焊接生产线的俯视图;图2为所述压缩机下壳体焊接生产线的整体结构图;图3为所述壳体调整装置的结构图;图4为所述销钉焊机的结构图;图5为所述壳体旋转装置的结构图;图6为所述壳体翻转装置与输送线的布局图;图7为所述壳体翻转装置的结构图;图8为所述双头管焊机的整体结构图;图9为所述双头管焊机的局部结构图;图10为所述管体焊接装置的结构图;图11为所述送料组件的结构图;图12为所述上料装置的结构图;图13为所述悬挂吊篮的结构图;图14为悬挂吊篮与上壳体和下壳体的装配图。
59.本发明公开了一种压缩机壳体焊接生产线,包括上壳体生产线、下壳体生产线和悬挂链系统。所述下壳体生产线包括若干串联的输送线1和沿输送线1的输送方向依次设置的壳体调整装置2、销钉焊机3、机脚焊机4、壳体旋转装置5、接线柱焊机6、保护架焊机7、壳体翻转装置8和弯管装置10。所述生产线还包括至少一台双头管焊机9,所述双头管焊机9设置在所述壳体旋转装置5和保护架焊机7之间。
60.所述输送线1包括两条相互间隔设置的平顶链11,并在所述平顶链11之间形成安装空间12。所述平顶链11具有噪音低、输送速度高的优点。
61.所述壳体调整装置2用于对下壳体的朝向进行调整,使下壳体以规定的角度进入后续加工工序中,防止方向错误的下壳体进入下一工序。所述壳体调整装置2可有多种结构形式,如采用机械手进行抓取调整等。
62.在本实施例中,所述壳体调整装置2包括调整支架21、挡停机构(图未示)、检测机构22和第一升降旋转机构23。所述调整支架21跨设在所述输送线1上,所述挡停机构设置在所述安装空间12中,用于对下壳体进行阻挡拦截。所述检测机构22设置在所述调整支架21上并位于所述输送线1的一侧,所述下壳体的一端开设有焊接接线柱的孔。
63.所述检测机构22对所述定位孔进行检测,若定位孔朝前则下壳体角度正确,若检测机构22未检测到朝前的定位孔,则需要对下壳体的角度进行调整。
64.所述第一升降旋转机构23设置在所述安装空间12中,所述第一升降旋转机构23顶部设置有尺寸小于所述平顶链11间距的电磁吸附头,所述电磁吸附头对下壳体进行吸附固
定。当下壳体角度需要进行调整时,所述第一升降旋转机构23带动电磁吸附头向上移动并将需调整的下壳体顶离输送线1,此时第一升降旋转机构23使下壳体旋转,直至检测机构22检测到朝前的定位孔时第一转动平台停止转动,第一升降旋转机构23带动电磁吸附头向下移动使下壳体落到输送线1上并随输送线1向前移动。该装置结构简单紧凑,成本低。
65.所述销钉焊机3用于将销钉(或凸钉、压簧支柱)焊接到下壳体上,包括电控箱31、焊接部32、送钉部33和第一底座34。所述电控箱31用于对所述焊接部32和送钉部33进行控制。所述焊接部32的结构具体地可以参见cn202122021733.1的专利中公开的一种凸钉在线自动焊机,所述送钉部33的结构具体地可以参见如申请号为cn202122024011.1的一种凸钉自动送料装置。所述电控箱31、焊接部32均固定设置在第一底座34上,所述送钉部33通过直线导轨与所述第一底座34连接,维修时所述送钉部33可相对所述焊接部32沿所述直线导轨向后运动,便于维修人员进入送钉部33和焊接部32之间进行维修,同时避免位置调整后需要调试送钉部33和焊接部32之间的相对位置,只需沿直线导轨回推即可开机,缩短维修时间。所述送钉部33向后运动后与所述焊接部32之间的最大间距为500mm。
66.所述机脚焊机4用于将机脚(或脚板)焊接到下壳体上,其结构具体地可以参见如申请号为cn202121991925.9的一种脚板定位夹紧和焊接装置。
67.所述壳体旋转装置5用于对下壳体沿轴线方向进行90度旋转,包括水平设置的直线驱动模块51、由所述直线驱动模块51驱动的夹持机构52和第二升降旋转机构53。所述直线驱动模块51驱动所述夹持机构52至输送线1上,所述夹持机构52对下壳体进行夹持,接着夹持机构52归位并将下壳体放置到第二升降旋转机构53上,此时第二升降旋转机构53接收到下壳体并使其向下移动远离夹持机构52,然后带动下壳体沿轴线方向进行90度旋转,最后第二升降旋转机构53归位,将下壳体放置到另一条输送线1上。所述壳体旋转装置5可降低旋转过程中壳体的重心高度,提高稳定性。.
68.所述双头管焊机9可根据实际下壳体的结构进行设置,在本实施例中所述双头管焊机9有三台,分别进行吸气管、工艺管和排气管的焊接,这三台双头管焊机9的先后顺序可根据下壳体的结构进行调整。
69.所述双头管焊机9包括第二底座91、机架92、旋转转台93、支撑架94和两台管体焊接装置95。所述支撑架94通过所述旋转转台93设置在所述第二底座91上,所述机架92将设备所在空间分隔为工作区和检修区,所述管体焊接装置95对称设置在所述支撑架94的两侧,使两台所述管体焊接装置95分别位于所述工作区和检修区中,并随所述旋转转台93的转动相互交换位置。
70.所述管体焊接装置95包括上机头951、设置在上机头951上的驱动气缸952、由所述驱动气缸952驱动沿竖直方向往复移动的上电极头953、向所述上电极头953进行铜管送料的送料组件、和与所述上电极头953对应的下电极957。所述上机头951中开设有第一落料口。
71.所述送料组件包括第一导料机构954、第二导料机构955、移料机构956和控制组件(图未示)。物料由所述第一导料机构954进入,经所述移料机构956移动后,从所述第二导料机构955滑出。
72.所述第一导料机构954设置在驱动气缸952的外侧,包括第一导料管9541、第一进料头9542和夹持件9543。所述第一导料管9541为中空的透明管路,其内径大于物料的外径。
所述第一导料管9541的出料端穿入所述上机头951中。为提高进料的稳定性,所述第一导料管9541的进料端设置有第一进料头9542,所述第一进料头9542中开设有由外向内逐渐缩窄的锥形孔,所述锥形孔与所述第一导料管9541连通。所述夹持件9543可拆卸地设置在上机头951上,所述夹持件9543对所述第一导料管9541进行固定夹紧。所述第一导料机构954改变传统穿设在驱动气缸952中轴线处的结构,降低驱动气缸的结构复杂度和生产成本,同时便于对卡料进行观察,并实现在卡料时的快速检修。
73.所述第二导料机构955与所述驱动气缸952同轴,包括第二导料管9551和第二进料头9552。所述第二导料管9551为中空的透明管路,其内径大于物料的外径。所述第二导料管9551的进料端与所述第一落料口相通,其出料端穿入所述管体焊接装置95的出料头中,使所述第二导料管9551、第一落料口和所述出料头位于同一竖直轴线上。所述第二进料头9552中开设有由外向内逐渐缩窄的锥形孔,所述锥形孔的大孔径端与所述第一落料口相对应,小孔径端与所述第二导料管9551连通。所述第二导料机构955与所述第一导料机构954为分体结构,便于拆卸进行卡料检修和清理。
74.所述移料机构956设置在所述上机头951中,包括安装底板、移料气缸9561、接料块9562和限位块。所述安装底板设置在所述上机头951中。所述安装底板上开设有滑槽,所述滑槽中还开设有与所述第一落料口相对应第二落料口。所述第二落料口为锥形孔,其孔径向所述第一落料口的方向逐渐减小。所述移料气缸9561水平设置在所述安装底板上,所述移料气缸9561的输出端设置有接料块9562,从而驱动所述接料块9562在所述滑槽中往复移动。所述接料块9562沿竖直方向开设有接料孔,所述接料孔由同轴设置的入口锥和存料区组成,所述入口锥与所述第一导料机构954相对应,其孔径由外向内逐渐缩小。所述滑槽上还设置有限位块,所述限位块用于限制所述接料块9562的位置。所述移料机构956实现第二导料机构955与所述第一导料机构954的连通,并通过控制接料块9562的位置,可在不进行拆卸的情况下实现第一导料机构954的清理和卡料检修,提高维修效率,减少因维修造成的停机时长。
75.所述管体焊接装置95还包括控制组件,所述控制组件包括到位传感器、第一位置传感器和第二位置传感器。所述接料块9562上沿水平方向开设有贯穿的检测孔,所述到位传感器与所述检测孔对应,判断所述接料块9562中是否为空。所述接料块9562上还设置有定位块,当所述第一位置传感器感应到所述定位块时,所述接料孔与所述第一导料管9541连通并位于同一轴线上,当所述第二位置传感器感应到所述定位块时,所述接料孔与所述第二导料管9551连通并位于同一轴线上。所述控制组件便于对开料进行监测。
76.所述上机头951外侧包覆有外壳,所述外壳起防护作用,所述外壳上开设有视窗,用于观察内部是否发生卡料等情况。
77.所述机架92包括第一立柱921、第二立柱922、横梁923和支撑杆924,所述第一立柱921和第二立柱922竖直设置在所述支撑架94的两侧,其底端与所述第二底座91连接,所述横梁923连接所述第一立柱921和第二立柱922的顶端,所述支撑杆924与所述旋转转台93的转轴同轴,其一端与所述横梁923固定连接,另一端与所述支撑架94转动连接。作为优选地,所述第一立柱921、第二立柱922和横梁923位于同一竖直平面内,所述平面相对所述旋转转台93的转轴向远离所述检修区的方向偏离设置,所述横梁923上还设置有连接架,所述连接架连接所述横梁923和支撑杆924。
78.所述支撑架94上设置有与所述旋转转台93转轴同轴的水气旋转接头925。所述水气旋转接头925为水、气两用的旋转接头。所述水气旋转接头925的转子设置在所述支撑架94上,所述水气旋转接头925的定子与所述支撑杆924连接,所述水气旋转接头925的定子上设有水接口和气接口,所述设备还包括水气管道组件,所述水气管道组件包括水管926和气管927,所述水管926和气管927的一端分别与外部供水、供气系统连通,另一端经所述第一立柱921、横梁923和连接架并分别与所述水接口和气接口连通。所述水管926有四条,包括两条进水管和两条回水管。
79.所述水气管道组件通过多个压板固定在所述机架92上,所述压板包括固定部、气管限位部和水管限位部,所述固定部内侧与所述机架92固定连接,外侧开设有安装槽,所述气管限位部可拆卸地设置在所述安装槽中,所述气管限位部和固定部上开设有相对应的气管穿孔,所述气管927穿设在所述气管穿孔中,所述水管限位部可拆卸地设置在所述固定部的左右两侧,所述水管限位部和固定部上开设有相对应的水管穿孔,所述水管926穿设在所述水管穿孔中。
80.所述机架92上还设置有防护罩,所述防护罩设置在所述第二立柱922和横梁923上,所述动力电线穿设在所述防护罩中,所述防护罩内侧设置有隔板,所述隔板用于对多种所述动力电线进行区域划分。所述机架92和支撑架94上还设置有多个电缆接头,所述电缆接头用于穿设动力电线。所述电缆接头设置在连接架上和支撑架94上,使动力电线与动力源相连接。
81.所述设备还包括控制箱,所述控制箱设置在所述支撑架94上并位于所述检修区中,用于对设备的运行进行控制。
82.所述双头管焊机9还包括上料机械臂96和下料机械臂97,所述上料机械臂96和下料机械臂97设置在所述第二底座91上,便于生产线安装过程中对机械臂与焊接工位进行定位。所述上料机械臂96将下壳体从输送线1搬运到焊接工位中,同时所述下料机械臂97将下壳体从焊接工位搬运到回输送线1上。
83.两台所述管体焊接装置分别为第一焊机和第二焊机。使用时,旋转转台转动,使第一焊机位于工作区中并对零件进行焊接作业,第二焊机位于检修区中等待维保人员进行检修。当第一焊机达到一定焊接量后,旋转转台转动180度,交换第一焊机和第二焊机的位置,即使第二焊机位于工作区中并对零件进行焊接作业,第一焊机位于检修区中等待维保人员进行检修。因此该设备可在焊接作业的同时实现维保人员的检修工作,无需停机,从而提高了生产效率。由于在本设备中,并非仅对焊头进行转动,因此除了考虑位置交换的问题,还需要考虑水、电、气路的连接问题,避免发生干涉或线路被夹断的情况出现。此时,水和气通过水管和气管流入水气旋转接头的定子中,这部分水管和气管与定子一起保持固定状态。由于定子中的水路和气路与转子连通,而焊机的供水机构和供气机构与转子上的接口连通,因此当转子随支撑架转动时,还能保证水、气的连通。动力电线穿设在防护罩中,并通过电缆接头与焊机连接,在安装时动力电线保留一定自由长度,使其能在转动过程中发生一定的变形,防止被拉断。所述上料机械臂和下料机械臂可同时进行下壳体的上料和下料,从而节约生产时间,加快生产节拍。
84.接线柱焊机6为本领域内常用的焊接设备,例如可以参见如专利申请号为cn202121990104.3的一种接线柱自动焊机,保护架焊机7为本领域内常用的焊接设备,例如
可以参见如专利申请号为cn202121824047.1的一种继电器支架在线自动焊机,在此不再赘述。
85.所述壳体翻转装置8夹设在两条所述输送线1之间,包括第三底架81、旋转机构、翻转臂84和抓夹机构85。所述旋转机构设置在所述第三底架81上,其输出端驱动所述翻转臂84沿水平轴线旋转。所述翻转臂84上设置有抓夹机构85,所述抓夹机构85用于对壳体部件进行夹持。
86.所述旋转机构包括电机82和凸轮分割器83,所述电机82的输出端设置有减速机,所述电机82通过所述减速机驱动所述凸轮分割器83转动,所述凸轮分割器83安装在底架上,所述凸轮分割器83的输出端与所述翻转臂84的一端连接。
87.所述翻转臂84包括呈l字形连接的分割器连接板841和气缸安装板842,以及加强筋843。所述分割器连接板841与所述凸轮分割器83的输出端连接,其长度根据翻转前后两个工位的相对高度差和相对水平距离进行设计。所述加强筋843设置在所述分割器连接板841和气缸安装板842的连接处,用以加强所述翻转臂84的结构强度,避免长期运行后翻转臂84发生变形,延长使用寿命。
88.所述抓夹机构85可有多种结构形式,在本实施例中,包括平行气爪气缸851、气缸传感器852、夹板853和缓冲垫854。所述平行气爪气缸851设置在所述气缸安装板842上,其两端的夹爪可同时伸缩。所述平行气爪气缸851的壳体部件上沿所述夹爪的伸缩方向开设有两条平行的安装槽,所述安装槽中放置有气缸传感器852,包括初始位置传感器和终止位置传感器,所述初始位置传感器用于检测所述夹爪在夹紧壳体部件时是否到位,所述终止位置传感器用于检测所述夹爪在释放壳体部件时是否到位。所述夹爪上设置有用于夹持壳体部件的夹板853,所述夹板853的内侧设置有缓冲垫854,从而减少夹持过程中对壳体部件的损伤,同时增大夹板853与所述壳体部件之间的摩擦力,提高翻转的稳定性。
89.作为优选地,所述抓夹机构85还包括调节螺栓和调节螺栓安装板。所述调节螺栓安装板设置在所述气缸安装板842上,其一端沿气缸的伸缩方向向外延伸,所述调节螺栓设置在所述调节螺栓安装板的悬空端并与所述平行气爪气缸851的夹爪对应,从而控制夹爪伸出的最大行程。所述调节螺栓安装板上沿气缸的伸缩方向开设有多个安装孔位,可根据实际生产需求对所述最大行程进行调整。
90.为提高翻转装置的可靠性,所述装置还包括翻转传感器,所述翻转传感器有两个并分别通过翻转传感器安装板设置在所述凸轮分割器83上,所述分割器连接板841上设置有定位块,当所述抓夹机构85到位时,所述定位块与所述翻转传感器对应,所述翻转传感器即可输出翻转已经到位的信号。
91.使用时所述旋转机构通过所述翻转臂带动所述抓夹机构在两条所述输送线之间往复转动,两条所述输送线位于所述旋转机构的两侧并处于相同或不同的水平高度。所述翻转装置运行稳定,不易卡料或错料,且无需通过多个气缸组合实现相同的功能,降低控制难度,同时该装置无需在翻转过程中对物料进行升降处理,减少运行动作,加快生产节拍。
92.所述弯管装置用于对所述管体进行弯折。所述下壳体生产线的尾端设有上料工位,所述上料工位可设置机械臂或安排操作工进行下壳体的上料。所述人行跨线桥跨设于所述下壳体生产线上,便于维护人员在生产线两侧进行来回走动。
93.所述悬挂链系统30包括若干个悬挂吊篮301,所述悬挂吊篮301沿预设轨迹移动。
所述悬挂吊篮301包括承托板3011和设置在所述承托板3011上的吊臂3012,所述承托板3011上设置有围栏部30111,其与所述承托板3011的上表面形成容纳腔,所述承托板3011底部设置有下托板3013,所述下托板3013与所述承托板3011间隔设置形成容纳卡槽。所述承托板3011上开设有取料缺口30112,便于下料。所述下托板3013设置有限位凸台30131,所述限位凸台30131向所述容纳卡槽延伸,对卡入所述容纳卡槽的物料进行限位,防止掉落。所述悬挂吊篮301上设有夹持部30113,所述夹持部30113与所述围栏部30111连接。
94.经过所述上料装置时,所述上料装置将上壳体推入所述容纳腔中,经过所述上料工位时,通过人工或机械臂将下壳体的脚板卡入所述容纳卡槽中。所述悬挂链系统30还包括控制装置,所述控制组件包括编码器和控制器,所述编码器用于检测所述悬挂链系统30的运动线速度,所述控制器获取运动线速度后对驱动模组4012进行控制,从而实现所述驱动模组4012的运动速度与所述运动线速度的实时匹配。
95.所述上壳体生产线40用于生产上壳体,其尾端设置有上料装置。所述上料装置包括随动夹紧机构401、顶升机构402和推料机构。所述随动夹紧机构401设置在所述预设轨迹的一侧,包括夹持组件4011和驱动模组4012。所述夹持组件4011对所述夹持部30113进行夹持稳定,提高所述悬挂吊篮301的稳定性,并在夹持过程中由所述驱动模组4012驱动跟随该悬挂吊篮301移动,完成上料后所述夹持组件4011松开该悬挂吊篮301并由所述驱动模组4012复位。所述顶升装置吸附并驱动所述上壳体脱离上壳体生产线40的输送带,所述推料机构再将被顶起的上壳体推入被所述随动夹紧机构401夹持的悬挂吊篮301中。
96.所述压缩机壳体焊接生产线还包括清洗机50,所述清洗机50有两台并分别对待焊接的上壳体和下壳体的进行清洗,防止残留污迹影响焊接质量。清洗后,待焊接的上壳体和下壳体通过倾斜滑道60滑入分料输送线70中,所述倾斜滑道60上可设置导向机构进一步限制壳体的滑动方向。所述分料输送线70分别将上壳体和下壳体送向对应的上壳体生产线和下壳体生产线。所述上壳体生产线和下壳体生产线,与分料输送线70的相接处设置有变位机构80,所述变位机构80将分料输送线上移动的上壳体或下壳体推入对应的上壳体生产线或下壳体生产线。
97.本发明所述的一种压缩机壳体焊接生产线采用线性布局,全自动化地完成壳体的焊接工序,大大降低了人工成本。与此同时,该生产线结构简单,便于维修,调试方便,生产效率高,其生产节拍可由现有生产线最快的5s/件提升到3.9s/件。
98.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,则本发明也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1