一种大米全自动包装设备和包装方法与流程
1.本发明涉及大米加工技术领域,具体涉及一种大米全自动包装设备和包装方法。
背景技术:
2.目前在大米加工过程中需要把生产好的大米进行打包,一般的小型加工厂都采用半自动打包机进行打包,在打包过程中需要人工手动套袋,在灌装完成后,又需要工人弯腰从地面拿取新的包装袋;包装好的大米还需要缝线进行包装和下料,人工操作效率低下。
3.中国发明专利申请(公开号:cn212354643u,公开日:2021.01.15)公开了一种大米加工用打包机,包括打包机主体,所述打包机主体前侧固定安装有电气控制柜,所述打包机主体底部活动连接有与电气控制柜电连接的脚踏控制板,所述打包机主体前侧固定安装有位于电气控制柜右侧的竖向固定座,所述竖向固定座底部固定连接有贯穿竖向固定座并延伸至竖向固定座内的第一电动丝杆。
4.现有技术存在以下不足:1.自动化程度低,生产效率低,各个工序之间需要人工搬运;2.包装袋柔软,上料困难;3.大米装袋时包装袋难以固定,容易发生物料掉落。
技术实现要素:
5.本发明的目的是针对现有技术中自动化程度低,生产效率低,各个工序之间需要人工搬运的问题,提出一种自动化程度高,自动衔接搬运,装袋效率高的大米全自动包装设备和方法。
6.为本发明之目的,采用以下技术方案予以实现:
7.一种大米全自动包装设备,其包括包装袋上料装置、包装袋移运装置、落料装置、夹袋装置、输送装置和缝线装置,包装袋移运装置衔接包装袋上料装置和落料装置,夹袋装置衔接落料装置和输送装置,缝线装置对应输送装置的中部;所述的包装袋上料装置用于将单张包装袋进行打开后上料,包装袋移运装置用于将包装袋进行移运到落料装置的正下方,落料装置用于控制大米落入包装袋,夹袋装置用于夹住大米的两侧,缝线装置用于对袋装大米顶部进行缝线包装;
8.所述的包装袋上料装置包括储存组件、上吸组件、引袋组件、驱动组件、开袋组件和基座,储存组件安装在基座的侧方,上吸组件对应储存组件的侧方,驱动组件安装在基座上,引袋组件衔接储存组件和驱动组件,开袋组件对应驱动组件的出料端;储存组件包括底板、侧推板、限位气缸和滑动轴,底板为弯折的钣金件,底板侧方设置有侧挡部,底板上开设有横槽,侧推板位于横槽中,侧推板移动连接在滑动轴上,滑动轴安装在底板的背面;限位气缸固定在底板上,限位气缸的伸缩端与侧推板相连接;上吸组件包括升降气缸、升降架、吸盘组和翻转气缸,升降气缸通过连杆固定在基座上,升降架移动配合在连杆上,升降气缸带动升降架上下移动,吸盘组铰接在升降架的下端,翻转气缸连接在升降架下端,翻转气缸带动吸盘组转动,吸盘组包括转轴和安装在转轴上的多个吸盘;引袋组件包括移动模组、连接板、手指气缸和夹指,连接板安装在移动模组的移动部,手指气缸倾斜安装在连接板上,
夹指安装在手指气缸的两移动端;所述的驱动组件包括平板、驱动滚筒、从动压轮、压紧气缸、压紧架,平板设置在基座上,平板上设置有缺口,驱动滚筒设置在缺口中,驱动滚筒的上端凸出在平板上,驱动滚筒的一端与减速电机连接;压紧气缸安装在基座上,压紧架安装在压紧气缸的伸缩端,从动压轮连接在压紧架上,从动压轮与驱动滚筒相对应;所述的开袋组件包括开袋气缸、活动吸盘和固定吸盘,开袋气缸竖直固定在基座上,活动吸盘安装在开袋气缸的伸缩端,固定吸盘安装在平板的下方,活动吸盘和固定吸盘相对布置。
9.作为优选,所述的包装袋移运装置包括横梁、旋转轴、第一摆杆、夹取气缸、第二摆杆、开口气缸和开口架;横梁固定在机架上,旋转轴铰接在机架上,旋转轴的端部与驱动电机相连接,第一摆杆固定在旋转轴上,第一摆杆上设置有槽型架,开口气缸安装在槽型架的下端,开口气缸设置有两个,两个开口气缸相对设置,开口气缸的端部设置有夹片;第二摆杆安装在旋转轴上,开口架铰接在第二摆杆的下端,开口气缸的固定端铰接在第二摆杆上,开口架上设置有偏心块,开口气缸的伸缩端与偏心块相铰接,开口架的端部设置有尖嘴,尖嘴与袋口相对应。
10.作为优选,所述的落料装置包括底座、升降架、竖直气缸、落料斗、夹袋组件、调节气缸、开合气缸和落料控制组件;升降架的两侧通过滑轨移动连接在底座上,竖直气缸安装在底座上,竖直气缸的伸缩端与升降架相连接;落料斗为锥形,落料斗安装在升降架上,夹袋组件安装在升降架的两侧,夹袋组件相对布置,调节气缸带动夹袋组件左右移动;落料控制组件安装在升降架上,落料控制组件也设置有对称的两组,落料控制组件对应落料斗的下方,开合气缸一端铰接在升降架上,另一端与落料控制组件相连接;所述的夹袋组件包括连接座、连杆、夹紧气缸、夹爪、t形块、传动杆和齿形块,连杆铰接在连接座的上端,连杆上端铰接在底座上,连杆两端各设置有两个,连杆的铰接点之间形成一个平行四边形;夹紧气缸安装在连接座上,t形块安装在夹紧气缸的伸缩端,夹爪的中部铰接在连接座上,齿形块安装在夹爪的下端,夹爪的端部设置有铰接耳,连杆的两端分别与铰接耳、t形块相铰接;t形块的升降运动带动夹爪摆动;所述的调节气缸的固定端铰接在升降架上,伸缩端与连杆的中部相铰接,调节气缸带动连接座左右摆动;所述的落料控制组件包括铰接座、摆动板、控制板、夹袋缘气缸和夹板;铰接座固定设置,摆动板为折形,直角转折处铰接在铰接座上,开合气缸的伸缩端与摆动板一端相铰接,开合气缸带动摆动板摆动;控制板安装在摆动板上,控制板的两侧设置有折边;夹板铰接在摆动板的背面,夹袋缘气缸的一端铰接在摆动板上,夹袋缘气缸的伸缩端与夹板相连接,夹袋缘气缸带动夹板转动,夹板与控制板的背面相对应,将包装袋夹在中间。
11.作为优选,所述的夹袋装置包括固定框、步进电机、移动板、同步带组件、连接支座、上夹块、下夹板、平行四边形机构和驱动气缸,移动板通过滑轨移动连接在固定框上,步进电机安装在固定框上,同步带组件带动移动板移动;连接支座通过平行四边形机构连接在移动板上,上夹块安装在连接支座的上端,下夹板安装在连接支座的下端,上夹块为条形状,下夹板为板状;驱动气缸安装在移动板的上端,驱动气缸驱动平行四边形机构变形,使两个连接支座运动。
12.作为优选,该方法采用的设备包括包装袋上料装置、包装袋移运装置、落料装置、夹袋装置、输送装置和缝线装置,包装袋移运装置衔接包装袋上料装置和落料装置,夹袋装置衔接落料装置和输送装置,缝线装置对应输送装置的中部;所述的包装袋上料装置用于
将单张包装袋进行打开后上料,包装袋移运装置用于将包装袋进行移运到落料装置的正下方,落料装置用于控制大米落入包装袋,夹袋装置用于夹住大米的两侧,缝线装置用于对袋装大米顶部进行缝线包装;
13.一种全自动大米套袋包装封口方法,该方法依次通过以下步骤:
14.s1包装袋上料:包装袋上料装置将包装袋进行上料,对袋口进行打开;
15.s2开袋套袋:包装袋移运装置将打开的包装袋进行移运到落料装置的下方;
16.s3物料装料:落料装置控制物料的下落,将包装袋中填充大米;
17.s4封口下料:夹袋装置夹住包装袋,输送装置将大米进行输送,大米经过缝线装置进行封口后下料。
18.采用上述技术方案的优点是:
19.1.包装袋上料装置通过将包装袋分上料和开袋两个步骤,细化步骤后提高了上料的准确性;上吸组件从侧方吸住包装袋,便于将包装袋的两面都提起,并且上吸组件将包装袋倾斜设置,便于引袋组件拉入驱动组件中,在驱动组件的端部设置开袋组件,便于将上料的包装袋进行打开,方便后续包装的步骤。
20.2.落料装置通过设置夹袋组件从两侧将包装袋进行夹住,保持了大米装袋时的直立度,避免倒落;落料控制组件设置夹板将包装袋夹住,对包装袋的两侧进行固定,保证包装袋位于大米落下的外侧,防止大米出现散落的现象,提高大米装袋的成功率。
附图说明
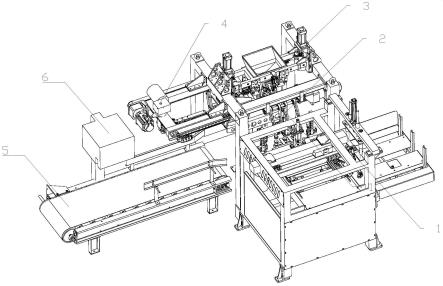
21.图1为本发明实施例的结构图。
22.图2为包装袋上料装置的结构图。
23.图3为储存组件和上吸组件的结构图。
24.图4为引袋组件的结构图。
25.图5为驱动组件和开袋组件的结构图。
26.图6为包装袋移运装置的结构图。
27.图7为落料装置的结构图。
28.图8为夹袋组件的结构图。
29.图9为落料控制组件的结构图。
30.图10为夹袋装置的结构图。
31.图11为本发明的流程图。
具体实施方式
32.如图1所示,一种大米全自动包装设备包括包装袋上料装置1、包装袋移运装置2、落料装置3、夹袋装置4、输送装置5和缝线装置6,包装袋移运装置2衔接包装袋上料装置1和落料装置3,夹袋装置4衔接落料装置3和输送装置5,缝线装置6对应输送装置5的中部。所述的包装袋上料装置1用于将单张包装袋进行打开后上料,包装袋移运装置2用于将包装袋进行移运到落料装置3的正下方,落料装置3用于控制大米落入包装袋,夹袋装置4用于夹住大米的两侧,缝线装置6用于对袋装大米顶部进行缝线包装。
33.如图2所示,包装袋上料装置1包括储存组件11、上吸组件12、引袋组件13、驱动组
件14、开袋组件15和基座16,储存组件11安装在基座16的侧方,上吸组件12对应储存组件11的侧方,驱动组件14安装在基座16上,引袋组件13衔接储存组件11和驱动组件14,开袋组件15对应驱动组件14的出料端。
34.如图3所示,储存组件11包括底板111、侧推板112、限位气缸113和滑动轴114,底板111为弯折的钣金件,底板111侧方设置有侧挡部115,底板111上开设有横槽,侧推板112位于横槽中,侧推板112移动连接在滑动轴114上,滑动轴114安装在底板111的背面;限位气缸113固定在底板111上,限位气缸113的伸缩端与侧推板112相连接。
35.上吸组件12包括升降气缸121、升降架122、吸盘组123和翻转气缸124,升降气缸121通过连杆固定在基座16上,升降架122移动配合在连杆上,升降气缸121带动升降架122上下移动,吸盘组123铰接在升降架122的下端,翻转气缸124连接在升降架122下端,翻转气缸124带动吸盘组123转动,吸盘组123包括转轴和安装在转轴上的多个吸盘。
36.如图4所示,引袋组件13包括移动模组131、连接板132、手指气缸133和夹指134,连接板132安装在移动模组131的移动部,手指气缸133倾斜安装在连接板132上,夹指134安装在手指气缸133的两移动端。
37.如图5所示,驱动组件14包括平板141、驱动滚筒142、从动压轮143、压紧气缸144、压紧架145,平板141设置在基座16上,平板141上设置有缺口,驱动滚筒142设置在缺口中,驱动滚筒142的上端凸出在平板141上,驱动滚筒142的一端与减速电机146连接;压紧气缸144安装在基座16上,压紧架145安装在压紧气缸144的伸缩端,从动压轮143连接在压紧架145上,从动压轮143与驱动滚筒142相对应;所述的开袋组件15包括开袋气缸151、活动吸盘152和固定吸盘153,开袋气缸151竖直固定在基座16上,活动吸盘152安装在开袋气缸151的伸缩端,固定吸盘153安装在平板141的下方,活动吸盘152和固定吸盘153相对布置。
38.包装袋上料装置1在工作时,上吸组件12下降将储存组件11中最上层的包装袋提起,而后进行翻转;引袋组件13将提起的包装袋夹住后往侧面拉动,放入驱动组件14中,而后驱动组件14带动包装袋进行移动上料,在出料处开袋组件15将包装袋的两面进行吸住后打开。
39.包装袋上料装置1解决了包装袋柔软,上料困难的问题,通过将包装袋分上料和开袋两个步骤,细化步骤后提高了上料的准确性;上吸组件12从侧方吸住包装袋,便于将包装袋的两面都提起,并且上吸组件12将包装袋倾斜设置,便于引袋组件13拉入驱动组件14中,在驱动组件14的端部设置开袋组件15,便于将上料的包装袋进行打开,方便后续包装的步骤。
40.如图6所示,包装袋移运装置2包括横梁21、旋转轴22、第一摆杆23、夹取气缸24、第二摆杆25、开口气缸26和开口架27;横梁21固定在机架上,旋转轴22铰接在机架上,旋转轴22的端部与驱动电机210相连接,第一摆杆23固定在旋转轴22上,第一摆杆23上设置有槽型架29,开口气缸26安装在槽型架29的下端,开口气缸26设置有两个,两个开口气缸26相对设置,开口气缸26的端部设置有夹片241;第二摆杆25安装在旋转轴22上,开口架27铰接在第二摆杆25的下端,开口气缸26的固定端铰接在第二摆杆25上,开口架27上设置有偏心块28,开口气缸26的伸缩端与偏心块28相铰接,开口架27的端部设置有尖嘴,尖嘴与袋口相对应。
41.包装袋移运装置2在工作时,开口气缸26伸长,使开口架27伸入袋口,而后夹取气缸24夹住包装袋的两边,而后驱动电机210带动旋转轴22转动,将包装袋进行翻转,套入输
送装置5的下端出料口。
42.如图7所示,落料装置3包括底座31、升降架32、竖直气缸33、落料斗34、夹袋组件35、调节气缸36、开合气缸37和落料控制组件38;升降架32的两侧通过滑轨移动连接在底座31上,竖直气缸33安装在底座31上,竖直气缸33的伸缩端与升降架32相连接;落料斗34为锥形,落料斗34安装在升降架32上,夹袋组件35安装在升降架32的两侧,夹袋组件35相对布置,调节气缸36带动夹袋组件35左右移动;落料控制组件38安装在升降架32上,落料控制组件38也设置有对称的两组,落料控制组件38对应落料斗34的下方,开合气缸37一端铰接在升降架32上,另一端与落料控制组件38相连接。
43.如图8所示,所述的夹袋组件35包括连接座351、连杆352、夹紧气缸353、夹爪354、t形块355、传动杆356和齿形块357,连杆352铰接在连接座351的上端,连杆352上端铰接在底座31上,连杆352两端各设置有两个,连杆352的铰接点之间形成一个平行四边形;夹紧气缸353安装在连接座351上,t形块355安装在夹紧气缸353的伸缩端,夹爪354的中部铰接在连接座351上,齿形块357安装在夹爪354的下端,夹爪354的端部设置有铰接耳,连杆352的两端分别与铰接耳、t形块355相铰接;t形块355的升降运动带动夹爪354摆动。所述的调节气缸36的固定端铰接在升降架32上,伸缩端与连杆352的中部相铰接,调节气缸36带动连接座351左右摆动。
44.如图9所示,所述的落料控制组件38包括铰接座381、摆动板382、控制板383、夹袋缘气缸384和夹板385;铰接座381固定设置,摆动板382为折形,直角转折处铰接在铰接座381上,开合气缸37的伸缩端与摆动板382一端相铰接,开合气缸37带动摆动板382摆动;控制板383安装在摆动板382上,控制板383的两侧设置有折边;夹板385铰接在摆动板382的背面,夹袋缘气缸384的一端铰接在摆动板382上,夹袋缘气缸384的伸缩端与夹板385相连接,夹袋缘气缸384带动夹板385转动,夹板385与控制板383的背面相对应,将包装袋夹在中间。
45.所述的落料装置3在工作时,包装袋套在落料控制组件38上,夹板385将包装袋夹在控制板383上,而后夹袋组件35从两侧将包装袋夹住进行固定;而后进行落料,开合气缸37收缩将落料控制组件38打开,使物料落入包装袋,装满后进行关闭,实现装料。
46.落料装置3解决了大米装袋时包装袋难以固定,容易发生物料掉落的问题,设置夹袋组件35从两侧将包装袋进行夹住,保持了大米装袋时的直立度,避免倒落;落料控制组件38设置夹板385将包装袋夹住,对包装袋的两侧进行固定,保证包装袋位于大米落下的外侧,防止大米出现散落的现象,提高大米装袋的成功率。
47.如图10所示,夹袋装置4包括固定框41、步进电机42、移动板43、同步带组件44、连接支座45、上夹块46、下夹板47、平行四边形机构48和驱动气缸49,移动板43通过滑轨移动连接在固定框41上,步进电机42安装在固定框41上,同步带组件44带动移动板43移动;连接支座45通过平行四边形机构48连接在移动板43上,上夹块46安装在连接支座45的上端,下夹板47安装在连接支座45的下端,上夹块46为条形状,对应包装袋的袋口,下夹板47为板状,对应包装袋的袋身;驱动气缸49安装在移动板43的上端,驱动气缸49驱动平行四边形机构48变形,使两个连接支座45运动。
48.所述的夹袋装置4在工作时,驱动气缸49带动连接支座45相互靠近,夹住装满物料的包装袋,而后步进电机42工作,带动移动板43移动,使夹住的包装袋进行移运。
49.一种全自动大米套袋包装封口方法,依次通过以下步骤:
50.s1包装袋上料:包装袋上料装置1将包装袋进行上料,对袋口进行打开;
51.s2开袋套袋:包装袋移运装置2将打开的包装袋进行移运到落料装置3的下方;
52.s3物料装料:落料装置3控制物料的下落,将包装袋中填充大米;
53.s4封口下料:夹袋装置4夹住包装袋,输送装置5将大米进行输送,大米经过缝线装置6进行封口后下料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1