一种包装纸盒转向装置的制作方法
1.本发明涉及包装机械技术领域,尤其涉及一种包装纸盒转向装置。
背景技术:
2.在液态食品领域通常采用由纸、塑、铝复合而成的复合材料灌装牛奶等液体饮料,成型后形成如同砖块的包装纸盒,例如利乐砖。
3.但在生产过程中需要对完成灌装后的包装纸盒外侧打码进行标识,或者需要按照特定方向进行包装,便需要对包装纸盒旋转90
°
操作,而灌装生产线的产量可高达7500包/小时,如果安排人工进行旋转操作,则每条生产线需要配置2-3人三班倒操作,且作业内容枯燥,生产效率低,不利于自动化生产,不利于提高产量。
技术实现要素:
4.本发明的目的是提供一种包装纸盒转向装置,可以对包装纸盒旋转90
°
,避免流水线生产工人的重复性枯燥操作,具有更高的生产效率。
5.为解决上述问题,本发明的提供了一种包装纸盒转向装置,包括:物料输送组件和阻滞组件;物料输送组件包括:用于输送包装纸盒的输送带;阻滞组件设置于输送带的第一侧,且位于包装纸盒的行进路径上;阻滞组件与包装纸盒接触的区域位于包装纸盒朝向第一侧的一半区域内。
6.进一步地,上述包装纸盒转向装置中阻滞组件包括:正面阻挡部;正面阻挡部设置在包装纸盒的行进路径上。
7.进一步地,上述包装纸盒转向装置中正面阻挡部朝向输送带的第二侧凸出形成侧面阻挡部。
8.进一步地,上述包装纸盒转向装置中输送带的第二侧与阻滞组件的对应位置还可以设置有滚刷;滚刷的旋转轴线与输送带垂直设置。
9.进一步地,上述包装纸盒转向装置中正面阻挡部、侧面阻挡部和滚筒的高度大于或等于包装纸盒的高度。
10.进一步地,上述包装纸盒转向装置中还包括:导向组件;导向组件包括第一导向段和第二导向段;其中第一导向段相对于阻滞组件布置于输送方向的上方,第二导向段相对于阻滞组件布置于输送方向的下方;第一导向段的宽度沿着输送方向逐渐收缩,并且最窄处宽度与包装纸盒横截面的第一横截面尺寸一致;第二导向段的宽度与包装纸盒横截面的第二横截面尺寸一致。
11.进一步地,上述包装纸盒转向装置中阻滞组件包括薄板;薄板铺设在包装纸盒行进路径上,且位于输送带的第一侧。
12.进一步地,上述包装纸盒转向装置中输送带为两条并行布置的第一输送段和第二输送段;第一输送段和第二输送段部分拼合,包装纸盒从第一输送段由所述导向组件引导至第二输送段;薄板设置在第一输送段的与第二输送段拼合部分。
13.进一步地,上述包装纸盒转向装置中所述第一输送段的速度小于输送第二输送段。
14.进一步地,上述包装纸盒转向装置中还包括:用于监测是否发生堵包现象的堵包检测组件、废包检测组件和用于监测是否发生堵包现象的满包检测组件;堵包检测组件设置在阻滞组件处,包括用于向包装纸盒吹气使之分离的气嘴和用于控制气嘴的堵包检测传感器;废包组件包括用于检测是否有倾翻的包装纸盒的废包检测传感器和用于对倾翻的包装纸盒吹落处理的吹落机构;废包检测传感器相对于阻滞组件布置于输送带的下方;吹落机构相对于废包检测传感器布置于输送带的下方;满包检测组件设置在输送带的最末端。
15.本发明的上述技术方案具有如下有益的技术效果:通过设置阻滞组件对包装纸盒进行单边减速,使得两边形成速差,促成包装纸盒的转向,可以取代人工操作,提高生产效率。
附图说明
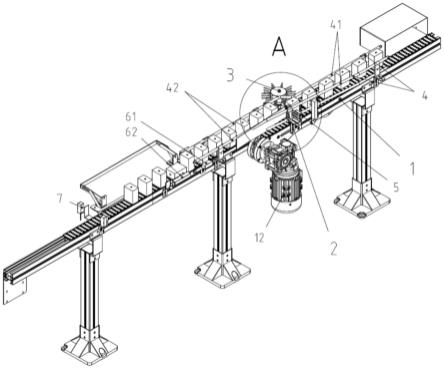
16.图1是根据本发明实施方式的结构示意图;
17.图2是根据本发明实施方式的俯视图;
18.图3是本发明实施方式中包装纸盒的示意图;
19.图4是图1中a处放大视图;
20.图5是图2中b处放大视图。
21.附图标记:
22.1:物料输送组件
23.11:输送带
24.11a:第一侧
25.11b:第二侧
26.111:第一输送段
27.112:第二输送段
28.12:驱动装置
29.2:阻滞组件
30.21:正面阻挡部
31.22:侧面阻挡部
32.23:薄板
33.3:滚刷
34.4:导向组件
35.41:第一导向段
36.42:第二导向段
37.5:堵包检测组件
38.61:废包检测传感器
39.62:吹落机构
40.7:满包检测组件
41.1000:第一横截面尺寸
42.2000:第二横截面尺寸
具体实施方式
43.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。在本发明的描述中,需要说明的是,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.下面结合附图对本发明所示实施例进行说明。
45.参考图1和图2,本发明所示实施例包括物料输送组件1和阻滞组件2,其中物料输送组件1包括输送带11和驱动装置12,输送带11由驱动装置12驱动,输送带11用于输送包装纸盒,为了便于描述,输送带11按照输送方向可以分为第一侧11a和第二侧11b,并且输送带11按照输送包装纸盒的方向区分上方和下方。输送带11可以是链板输送带11,也可以是滚筒输送带11。阻滞组件2设置于输送带11的第一侧11a,并且阻滞组件2位于包装纸盒的行进路径上。当输送带11输送包装纸盒,包装纸盒遇到阻滞组件2,包装纸盒与阻滞组件2接触的区域位于包装纸盒朝向第一侧11a的一半区域(参考图3中阴影区域)内,同时未与阻滞组件2接触的区域被输送带11继续向前推进,于是包装纸盒便发生转动,继而与阻滞组件2分离,便完成90
°
转动。
46.下面结合图4和图5,对阻滞组件2的结构进行说明,阻滞组件2包括正面阻挡部21,正面阻挡部21设置在包装纸盒的行进路径上,当包装纸盒与正面阻挡部21碰撞时,包装纸盒位于第一侧11a的部分被正面阻挡部21阻挡,而位于第二侧11b的部分在输送带11的驱动下继续前进,包装纸盒的两侧具有速差便发生转动。为了避免输送带11输送速度过快,导致包装纸盒在与正面阻挡部21碰撞时直接倾翻,所以正面阻挡部21的高度应大于或等于包装纸盒的高度。
47.当输送带11高速前进时,包装纸盒在转动过程中容易发生倾翻,参考图3,正面阻挡部21朝向第二侧11b凸出形成侧面阻挡部22。于是包装纸盒的90
°
转动便分成两个阶段,即第一阶段转动:先被正面阻挡部21阻挡发生转动,接着被侧面阻挡部22阻挡,此时由于侧面阻挡部22起到支撑和限位作用,避免转动过程太快而导致包装纸盒倾翻,接着在输送带11的驱动下,包装纸盒开始第二阶段转动:与侧面阻挡部22分离,最终转动角度达到90
°
。同样的,为了避免输送带11输送速度过快,导致包装纸盒在与斜面阻挡部碰撞时直接倾翻,所以正面阻挡部21的高度应大于或等于包装纸盒的高度。将包装纸盒的转动分解为第一阶段转动和第二阶段转动,可以克服包装纸盒因为灌装液体饮料在高速运输过程中一旦发生碰撞,造成重心发生变化而导致重心不稳,在转动过程中容易发生倾翻,可以满足罐装生产线的产量,即使在高速运输时也可以保证转动作业的准确率。
48.在输送带11的第二侧11b与阻滞组件2的对应位置还可以设置有滚刷3,滚刷3的旋转轴线与输送带11垂直设置,并且滚刷3在转动时与包装纸盒接触并产生一个推力,且这个推力的方向与输送方向一致,于是可以对包装纸盒的转动起到辅助作用,避免包装纸盒转动未达到90
°
。同样的,滚刷3的高度应大于或等于包装纸盒的高度,以避免滚刷3在转动过程中包装纸盒倾翻。
49.本实施例还可以包括导向组件4,导致组件包括第一导向段41和第二导向段42,其中第一导向段41相对于阻滞组件2布置于输送方向的上方,第二导向段42相对于阻滞组件2布置于输送方向的下方,并且第一导向段41的宽度沿着输送方向逐渐收缩,并且最窄处宽度与包装纸盒横截面的第一横截面尺寸1000一致,使得包装纸盒按照预定路径与阻滞组件2接触,继而发生转动;而第二导向段42的宽度与包装纸盒横截面的第二横截面尺寸2000一致。
50.阻滞组件2还可以包括一块薄板23,厚度最好是0.2mm以下,固定铺设在包装纸盒行进路径上,且位于第一侧11a一侧,由于厚度较薄,不影响包装纸盒的正常输送,包装纸盒朝向第一侧11a的区域遇到薄板23后逐渐减速,而朝向第二侧11b的区域在输送带11摩擦力的作用下仍然继续向前,于是两侧产生速差,便开始缓慢转向。另外还可以将输送带11为两条并行布置的第一输送段111和第二输送段112,并且第一输送段111与第二输送段112部分拼合;包装纸盒从第一输送段111由导向组件4引导至第二输送段112,薄板23设置在第一输送段111的与第二输送段112拼合部分,并且薄板23的宽度小于第一输送段111宽度的一半。
51.第一输送段111和第二输送段112速度同步一起输送包装纸盒,包装纸盒通过第一输送段111的末端行进至薄板23上,同时由于还有一部分在第二输送段112上,于是还会继续行进,但包装纸盒的两侧产生速差便开始转向。第一输送段111的速度还可以小于第二输送段112,这样包装纸盒被导向组件4引导至第一输送段111和第二输送段112的拼合部分时,包装纸盒同时在第一输送段111和第二输送段112上,此时两者有速差,便可以对包装纸盒的转向产生助力。
52.需要说明的是薄板23可以单独使用,也可以与滚刷3配套使用,还可以与正面阻挡部21配套使用,当与正面阻挡部21及侧面阻挡部22配套使用时,薄板23相对于正面阻挡部21布置在输送方向的上方,且与正面阻挡部21固定连接。
53.本实施例还包括堵包检测组件5、废包检测组件和满包检测组件7。
54.其中堵包检测组件5设置在阻滞组件2处,包括气嘴和堵包检测传感器,如果在该处包装纸盒聚集形成堵包现象,由堵包检测传感器发出信号控制气嘴对包装纸盒进行吹气,从而将包装纸盒重新分离,使得包装纸盒逐个与阻滞组件2接触发生转动,避免包装纸盒前后相连,导致无法转动。
55.废包组件包括废包检测传感器61和吹落机构62,废包检测传感器61相对于阻滞组件2布置于输送带11的下方,用于检测是否有倾翻的包装纸盒,而吹落机构62相对于废包检测传感器61布置于输送带11的下方。如果存在倾翻的包装纸盒,则吹落机构62在收到废包检测传感器61的信号后对倾翻的包装纸盒吹落处理。
56.满包检测组件7设置在输送带11的最末端,当发生故障时产生堵包现象,输送带11在收到满包检测组件7的信号后,停止输送进行保护。
57.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1