一种磁环绕组自动分拣上料系统及分拣方法与流程
本发明涉及自动化生产线设备,特别是涉及一种磁环绕组自动分拣上料系统及分拣方法。
背景技术:
1、网络变压器一般是包括安装在壳体内的多组磁环组,每个磁环组均包括主磁环和副磁环,以特定方式缠绕于主磁环与副磁环的四条绕线,四条绕线的首尾两端或组合或单独形成引线,分别连接网络变压器壳体的六个引脚,与网卡匹配实现信号传输、阻抗匹配、信号杂波抑制、高电压隔离和常规以太网供电等功能。对于网络变压器来说,其内至少会存在四组磁环绕组,甚至为4的倍数组磁环绕组来组成。由于磁环绕组包括主磁环和副磁环、绕线、绕线末端与引脚缠绕连接等,加上产品外形较小,导致网络变压器生产过程实现自动化难度较大。本方案针对实现网络变压器自动化生产中的磁环绕组上料环节的自动分拣上料系统及分拣方法。
技术实现思路
1、本方案提出的磁环绕组自动分拣上料系统通过磁性吸附磁环物料、吸附传送、滤闸筛除多余的磁环物料、检测识别、吸料转盘吸取、机械手拾取磁环物料、实现上料。
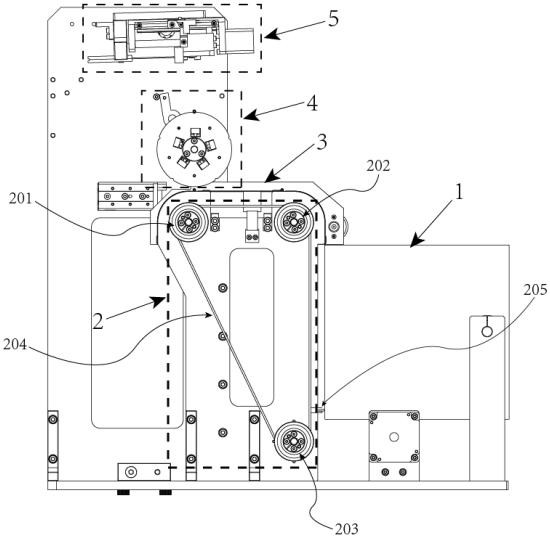
2、本发明所采用的技术方案是:一种磁环绕组自动分拣上料系统,包括物料斗、磁吸传输带机构、输料工作台、检测识别组、磁吸转盘吸料机构、机械臂机构,所述物料斗内部容腔设有由后侧上方向前侧下方延展的斜坡面,物料斗的前侧面前方设置磁吸传输带机构。磁吸传输带机构上方设置输料工作台,磁吸传输带机构在输料工作台下方同一水平位置至少设置第一齿轮、第二齿轮两个齿轮,第二齿轮垂直下方位置设置第三齿轮。第一齿轮、第二齿轮、第三齿轮上套设传输带,传输带表面设置至少一个吸料磁铁。输料工作台包括前固定板、中间台面板、后固定板,中间台面板为前后端为弧面、中间为和弧面连接的平台面,中间台面板的后端弧面对接在物料斗的前侧面上端。驱动第一齿轮、第二齿轮、第三齿轮带动传输带转动时,吸料磁铁前端与物料斗前侧面及输料工作台台面的间距为≤5mm。输料工作台上设置检测识别组,输料工作台上方设置磁吸转盘吸料机构,磁吸转盘吸料机构上方设置机械臂机构。
3、输料工作台的前固定板和后固定板对应在中间台面板的后端弧面上方位置至少设置一组物料过滤闸机构。物料过滤闸机构采用一连接前固定板和后固定板的第一连接杆,第一连接杆上设置刷毛片或者刷毛滚轮。
4、检测识别组为在输料工作台的前固定板和后固定板对应在中间台面板前后位置设置第一激光对射传感器组和第二激光对射传感器组。第一激光对射传感器组和第二激光对射传感器组之间的平台面上设有称重盘,称重盘与平台面表面持平,称重盘底部连接电子秤主体。
5、中间台面板的前端弧面前方设置一挡杆,挡杆一端连接有直线气缸,直线气缸驱动挡杆前后移动。
6、磁吸转盘吸料机构包括第一伺服电机,第一伺服电机连接一传动杆,传动杆连接磁吸转盘。磁吸转盘包括前压盘、后压盘和中间盘,前压盘、后压盘和中间盘中心设有穿接传动杆的通孔。中间盘在中心通孔外围位置上均匀设置多个安置口,安置口朝向中间盘边沿方向设有连通安置口的开口,中间盘边沿在对应连通安置口的开口处设有缺口。安置口内设置有“l”形连接块,“l”形连接块上端设有插接槽口,插接槽口内插接有磁铁块,“l”形连接块底部设有弹性部件,弹性部件底端抵接在安置口底部,磁铁块的上端与缺口底处齐平。前压盘和后压盘对应在安置口位置设置有与安置口短的止挡口,“l”形连接块的下边凸块穿出止挡口,前压盘、后压盘和中间盘通过螺丝固定。
7、磁吸转盘吸料机构上方设有一活动支架压杆件,活动支架压杆件包括一固定杆,固定杆前端连接一支架。该支架包括第一连接臂、第二连接臂,第一连接臂和第二连接臂呈“钝角”夹角连接,夹角连接处为连接固定杆的孔位。第一连接臂在前,第一连接臂前端横向连接一横杆,横杆前端在“l”形连接块的下边凸块上方,推动第二连接臂,带动第一连接臂下划运动,带动横杆前端将“l”形连接块下压。
8、机械臂机构包括90度旋转气缸、第一连接支架、第二连接支架、第二伺服电机、第一丝杆、第一滑块、第三连接支架、电磁铁、硅钢片。90度旋转气缸连接及驱动第一连接支架旋转,第一连接支架左侧的连接支架体底部设有吸料盒体,吸料盒体为非磁性材料制成,吸料盒体内设有插接硅钢片的通道,吸料盒体的下端设有槽口位。第二连接支架与第一连接支架通过螺丝连接,第二连接支架侧边安装第二伺服电机,第二连接支架内安装第一丝杆和第一滑块,第一滑块侧面固定第三连接支架,第三连接支架前端设置电磁铁和连接硅刚片。第二伺服电机驱动第一丝杆带动第一滑块滑动,第一滑块带动第三连接支架及硅钢片插入至槽口位处。
9、物料斗后侧设有固定支架和第二连接杆,固定支架包括分别设于物料斗后两侧的两个固定支架,第二连接杆横穿过物料斗的后侧,第二连接杆的两端与固定支架的上端连接,第二连接杆穿过物料斗之处设有直线轴承。所述物料斗底部设有滑轨,滑轨上设有滑块,滑块上设有第二丝杆,第二丝杆一端连接第三伺服电机,滑块的上表面与物料斗的底部通过螺丝固定,第三伺服电机驱动第二丝杆转动,第二丝杆转动带动滑块及物料斗左右移动。
10、该系统主要是采用了磁铁吸附的特性,在传输带上设置吸料磁铁,吸料磁铁隔着物料斗依然可以将一些磁环绕组物料吸附,然后通过传输带转动的时候带着所吸附的磁环绕组物料向上移动。带动吸附的磁环绕组物料经过物料过滤闸机构,将吸附的过多的物料隔档掉回物料斗,目的是最好吸附一个磁环绕组物料输送到输料工作台。通过第一激光对射传感器组检测到有物料,该物料继续到达称重盘称重,若重量大于设定数值,则吸附的物料仍然是大于1个,吸料磁铁带动其继续往前传输,吸料磁铁在输料工作台的前端弧面继续向下转动时,吸料磁铁与物料的吸附距离会拉大,从而该物料掉落至回收筐。
11、本技术方案设计的磁环绕组自动分拣上料系统,其分拣方法包括以下步骤:
12、步骤一、将磁环绕组物料倒入物料斗。
13、步骤二、启动传输带带动传输带上的吸料磁铁由物料斗前侧壁由下到上运行,吸料磁铁磁性吸取物料斗内的磁环物料;磁环物料通过物料过滤闸机构刷除多余的磁环物料掉回物料斗;接着磁环物料经过第一激光对射传感器组,第一激光对射传感器组检测到有磁环物料,磁环物料到称重盘进行称重检测,重量在设定值范围,直线气缸驱动挡杆前移挡住磁环物料;第一伺服电机驱动磁吸转盘转动,磁吸转盘的缺口正对磁环物料上方,磁吸吸起磁环物料;磁吸转盘的缺口转动到正上方时,机械臂机构驱动吸取该正上方的磁环物料,实现分拣上料。
14、步骤三、若步骤二过程中第一激光对射传感器组未检测到磁环物料,则加快传输带运行,磁吸转盘吸料机构和机械臂机构不动作。
15、步骤四、若步骤三情形连续出现三次以上,设定物料斗下方的第三伺服电机运行,驱动物料斗向左或向右单向移动;然后再重复步骤二。
16、步骤五、若步骤二过程中第一激光对射传感器组检测到磁环物料,但称重检测超出设定数值,则驱动传输带继续运行,磁环物料从输料工作台掉落回收筐;然后再重复步骤二,直至完成分拣上料。
17、本发明的有益效果为:本技术方案能够实现带磁性的磁环绕组的自动分拣上料,其核心是设计传输带及在传输带上设置吸料磁铁,吸料磁铁隔着在物料斗的侧壁外对物料斗内的带磁性的物料进行吸附,然后由传输带磁性吸附着输送,并且同时也是吸料磁铁隔着工作台底部,吸附着物料将物料输送至工作台面。有利于实现相关产品自动化生产,如:网络变压器的磁环绕组自动装配、电感自动绕线等,或者其他带磁性的物料的分拣上料,有利于提高效率,节省人工成本。
- 还没有人留言评论。精彩留言会获得点赞!