一种面点自动计数包装装置的制作方法
1.本发明涉及面点包装技术领域,尤其涉及一种面点自动计数包装装置。
背景技术:
2.面点是中国烹饪的主要组成部分,素以历史悠久、制作精致、品类丰富、风味多样著称于世。为了使得面点可以携带即食,目前食品工业的面点在生产后,一般都需要通过包装袋进行包装出售,而为了使得面点包装期限增长,一般都需要在包装袋的内部充有气体,例如氮气、二氧化碳等,从而使得面点的保存期限增长。
3.现有技术中,面点在进行充气包装时,一般都是通过自动充气包装机进行包装,而充气包装机在包装封口时,封口机有可能出现封口不牢,封口漏气的情况,例如,由于热封温度不够、热封速度过快和热封薄膜质量有问题等因素均会导致封口不牢,封口漏气的情况,而现有的包装机一般都是机器挤压检测,通过传感器对挤压后的包装袋进行检测从而判断包装袋的漏气情况,而当封口漏气较小时,包装袋的漏气变化较小,会导致漏气检测效果不够准确,并且现有包装机在生产时,一般都是包装机自动计数,从而进行生产统计,包装机计数无法与漏气检测同步进行,会导致不合格品被计入总数内,不利于生产统计。
4.针对以上技术问题,本发明公开了一种面点自动计数包装装置,本发明具有在对面点产品进行充气包装时,漏气检测更加准确,并且漏气检测与产品计数可以同步进行,避免不合格品被计入总数内等优点。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供了一种面点自动计数包装装置,以解决现有技术中面点产品在进行充气包装时,漏气检测不够准确,并且无法将计数与检测同步等技术问题,本发明具有在对面点产品进行充气包装时,漏气检测更加准确,并且漏气检测与产品计数可以同步进行,避免不合格品被计入总数内等优点。
6.本发明通过以下技术方案实现:本发明公开了一种面点自动计数包装装置,包括包装机本体,且包装机本体包括plc控制系统、横封组件、运输带组件、出料输送组件和卷膜组件,并且包装机本体具有充气功能,横封组件一侧的出料输送组件处设置有漏气检测机构,且漏气检测机构与plc控制系统相连接,plc控制系统中设置有声光报警器和计数器,当漏气检测机构对充气包装袋检测为合格时,计数器计数一次,当漏气检测机构检测出包装袋漏气时,包装机本体停机,且计数器停止计数并声光报警器报警,出料输送组件为分流输送机,且出料输送组件的输送通道至少设置有两个。
7.进一步的,漏气检测机构包括测压机构和升降机构,出料输送组件中的每个输送通道处均设置有测压机构,且出料输送组件中每个输送通道处的测压机构至少设置有两个,测压机构通过升降机构在出料输送组件的上方可进行高度调节,测压机构与plc控制系统相连接,plc控制系统可以对测压机构测得的气压数据进行分析,出料输送组件中输送通道处的首个测压机构测得的气压数据与最后一个测压机构测得的数据差值较大时,包装袋
漏气检测为漏气状态,出料输送组件中输送通道处的首个测压机构测得的气压数据与最后一个测压机构测得得数据差值较小时,包装袋漏气检测为合格状态。
8.进一步的,测压机构包括固定板、滑动槽、滑块、气囊、气压传感器和测压辊,固定板设置有两个,两个固定板分别设置在出料输送组件中输送通道的两侧,固定板的内部开设有滑动槽,滑动槽的内部纵向滑动设置有滑块,滑块的顶端与滑动槽的上方内壁之间设置有气囊,且气囊为曲囊式结构,气囊的内部充有气体,且气囊为密封状态,气囊的内部安装有气压传感器,且气压传感器与plc控制系统相连接,测压辊设置在两个固定板之间,且测压辊的两端分别与滑块转动连接,测压辊位于出料输送组件中输送通道的传送带上方,且测压辊下端面外壁与出料输送组件的传送带之间的距离小于包装袋充气后的高度。
9.进一步的,升降机构包括底板、升降组件和支撑板,底板设置有两个,两个底板分别固定设置在出料输送组件中输送通道的两侧外壁,升降组件设置在底板的上方,升降组件的上方固定设置有支撑板,支撑板在底板的上方可通过升降组件进行上下移动,测压机构设置在支撑板的上方。
10.进一步的,出料输送组件的传送带上固定设置有推料板,且推料板设置有多个,推料板沿传送带输送方向横向排列,推料板的上端面固定设置有插接条,且插接条设置有多个,测压辊的外壁开设有插接槽,且测压辊上插接槽的数量与推料板上插接条的数量相同,插接条与插接槽插接配合。
11.进一步的,测压辊可通过驱动机构进行自动转动。
12.进一步的,驱动机构包括第一锥齿轮、固定块、传动轴、第二锥齿轮、活动连接机构、连接轴、蜗杆、蜗轮和驱动电机,测压辊的一端穿过滑块,且测压辊穿过滑块的一端固定设置有第一锥齿轮,滑块的外壁设置有固定块,固定块的内部转动设置有传动轴,传动轴的两端分别延伸至固定块的上方与下方,传动轴的顶端固定设置有第二锥齿轮,且第二锥齿轮与第一锥齿轮啮合连接,传动轴的下方设置有连接轴,且连接轴可转动的设置在出料输送组件中输送通道的外壁,连接轴与传动轴之间通过活动连接机构传动连接,连接轴的底端设置有蜗轮,蜗轮的后端啮合连接有蜗杆,且蜗杆可转动的设置在出料输送组件中输送通道的外壁,蜗杆通过驱动电机进行驱动。
13.进一步的,活动连接机构包括转动盘、拨杆和连接杆,连接轴的顶端与传动轴的底端留有间隔,转动盘固定设置在连接轴的顶端,拨杆固定设置转动盘的圆周处,且拨杆纵向设置,连接杆固定设置在传动轴底端的圆周外壁,且连接杆横向设置,传动轴与连接轴同心,拨杆外壁与连接杆外壁接触,且拨杆的顶端延伸至连接杆的上方。
14.本发明具有以下优点:(1)本发明通过设置漏气检测机构,并且设置多个测压机构,从而使得包装袋在出料输送组件中输送通道的传送带上进行输送时,包装袋会与测压辊接触,并且通过传送带的输送会使得包装袋移动至测压辊的下方,而由于包装袋充气后的高度大于测压辊与传送带的间距,从而包装袋会将测压辊顶起上移,测压辊上移会使得滑块上移,滑块会向上挤压气囊,气囊收缩使得内部气压发生改变,而气囊内部的气压传感器会实时对内部气压进行监测,同时气囊收缩会通过内部气体产生弹力对包装袋进行挤压,使得在包装袋封口漏气的情况下,包装袋内部气体被挤出,从而通过五个测压辊依次挤压,使得包装袋内部气体可以被充分挤出,因此,使得包装袋的高度逐渐减小,从而使得测压辊上移的距离逐渐减小,
气囊受到的压力逐渐减小,因此,五个测压辊在依次与包装袋进行接触时,由于包装袋内部气体被逐渐挤出,从而气囊内部由于包装袋而发生的气压变化会逐渐减小,气压传感器会将信号传输至plc控制系统并通过plc控制系统进行分析,通过第一个测压机构与最后一个测压机构测得的数据进行分析,当差值大于设定值时,说明存在漏气情况,而当差值小于设定值时,说明产品合格,因此,在漏气口较小的情况下,通过多个测压辊进行挤压,使得漏气包装袋内部气体被充分挤出,从而可以精确的测出包装袋的漏气情况,使得包装袋的漏气检测效果更加准确。
15.(2)本发明通过将计数与检测设置为同步进行,从而使得本包装机的计数只会对合格产品进行计数,不合格产品不会计入到总数内,避免产品统计错误。
附图说明
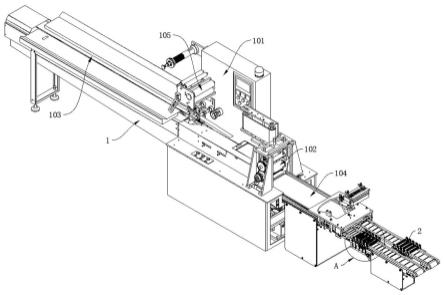
16.图1为本发明的整体结构示意图;图2为本发明图1的a处局部放大结构示意图;图3为本发明图3的b处局部放大结构示意图;图4为本发明图3的c处局部放大结构示意图;图5为本发明的插接条与插接槽配合结构示意图;图6为本发明的气囊剖视结构示意图。
17.图中:1、包装机本体;101、plc控制系统;102、横封组件;103、运输带组件;104、出料输送组件;105、卷膜组件;2、漏气检测机构;201、测压机构;202、升降机构;2011、固定板;2012、滑动槽;2013、滑块;2014、气囊;2015、气压传感器;2016、测压辊;2021、底板;2022、升降组件;2023、支撑板;3、推料板;4、插接条;5、插接槽;6、驱动机构;601、第一锥齿轮;602、固定块;603、传动轴;604、第二锥齿轮;605、活动连接机构;606、连接轴;607、蜗杆;608、蜗轮;609、驱动电机;6051、转动盘;6052、拨杆;6053、连接杆。
具体实施方式
18.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例,在本发明的描述中,类似于“前”、“后”、“左”、“右”等指示方位或位置关系的词语仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
19.实施例1实施例1公开了一种面点自动计数包装装置,如图1-图6所示,包括包装机本体1,且包装机本体1包括plc控制系统101、横封组件102、运输带组件103、出料输送组件104和卷膜组件105,并且包装机本体1具有充气功能,从而可以在包装的过程中在包装袋内部充氮气,使得面点储存时间更久,而为了可以对包装好的成品进行漏气检测并且进行计数,在横封机构一侧的出料输送组件104处设置有对充气包装袋进行漏气检测的漏气检测机构2,漏气检测机构2与plc控制系统101相连接,为了提高出料效率,出料输送组件104为分流输送机,且出料输送组件104的输送通道至少设置有两个;具体的,如图1-图3所示,漏气检测机构2包括测压机构201和升降机构202,其中,
出料输送组件104中的每个输送通道处均设置有测压机构201,而每个输送通道处测压机构201至少设置有两个,具体的,测压机构201设置有五个,五个测压机构201均设置在输送通道的传送带上方,且五个测压机构201均通过升降机构202在出料输送组件104的上方可进行高度调节,从而使得测压机构201可以对不同规格高度的包装袋进行测压,且五个测压机构201沿出料输送机构的输送方向横向排列,并且五个测压机构201均与plc控制系统101相连接,且plc控制系统101中设置有声光报警器和计数器,plc控制系统101可以对五个测压机构201测得的气压数据进行分析,具体的,通过第一个测压机构201测得的气压数据与最后一个测压机构201测得的气压数据差值进行分析,判断包装袋有没有漏气情况,工作人员可根据实际情况设置标准差值,当第一测压机构201测得的气压数据减去最后一个测压机构201测得的气压数据并且差值大于设定标准差值时,可以测得包装袋出现漏气情况,plc控制系统101会将包装机本体1停机,plc控制系统101停止计数并且通过声光报警器进行报警,从而提醒工作人员进行检修,反之,第一个测压机构201测得的数据减去最后一个测压机构201测得的气压数据并且差值小于设定值时,则说明包装袋为合格产品,避免出现大批量的包装袋漏气事故,并且通过将计数与漏气检测设置为一体进行,从而使得本装置只会对合格产品进行计数,不合格产品不会计入到总数内,避免产品统计错误;具体的,如图2-图6所示,测压机构201包括固定板2011、滑动槽2012、滑块2013、气囊2014、气压传感器2015和测压辊2016,其中,固定板2011设置有两个,两个固定板2011分别设置在出料输送组件104中输送通道的两侧,而固定板2011的内部开设有滑动槽2012,且滑动槽2012贯穿固定板2011的前端面与后端面,滑动槽2012的内部滑动设置有滑块2013,滑块2013可在滑动槽2012的内部上下滑动,而滑块2013的顶端与滑动槽2012的上方内壁之间设置有气囊2014,且气囊2014为曲囊式结构,气囊2014的内部充有气体,且气囊2014为密封状态,从而使得滑块2013在上移时,滑块2013会挤压气囊2014,由于气囊2014为曲囊式结构,从而气囊2014会受到挤压收缩通过内部气体进行反弹对滑块2013提供向下的压力,而气囊2014的内部安装有气压传感器2015,且气压传感器2015与plc控制系统101相连接,而测压辊2016设置在两个固定板2011之间,且测压辊2016的两端分别通过轴承与滑块2013转动连接,测压辊2016位于出料输送组件104中输送通道的传送带上方,且测压辊2016下端面外壁与出料输送组件104中输送通道的传送带之间的距离小于包装袋充气后的高度,从而使得包装袋在出料输送组件104中输送通道的传送带上进行输送时,包装袋会与测压辊2016接触,并且通过传送带的输送会使得包装袋移动至测压辊2016的下方,而由于包装袋充气后的高度大于测压辊2016与传送带的间距,从而包装袋会将测压辊2016顶起上移,测压辊2016上移会使得滑块2013上移,滑块2013会向上挤压气囊2014,气囊2014收缩使得内部气压发生改变,而气囊2014内部的气压传感器2015会实时对内部气压进行监测,同时气囊2014收缩会通过内部气体产生弹力对包装袋进行挤压,使得在包装袋封口漏气的情况下,包装袋内部气体被挤出,从而通过五个测压辊2016依次挤压,使得包装袋内部气体充分被挤出,因此,使得在漏气情况下,第一个测压辊2016处测得的气压数据与最后一个测压辊2016测得的气压数据差值较大,反之,差值较小,从而使得在漏气口较小的情况下,通过多个测压辊2016的多次挤压,使得漏气包装袋内部的气体被充分挤出,从而使得漏气检测更加准确,而气压传感器2015会将信号传输至plc控制系统101并通过plc控制系统101进行分析报警;
具体的,如图3所示,升降机构202包括底板2021、升降组件2022和支撑板2023,其中,底板2021设置有两个,两个底板2021分别固定设置在出料输送组件104中输送通道的两侧外壁,而升降组件2022设置在底板2021的上方,且两个底板2021的上方均设置有升降组件2022,升降组件2022的上方固定设置有支撑板2023,支撑板2023在底板2021的上方可通过升降组件2022进行上下移动,而测压机构201设置在支撑板2023的上方,具体的,固定板2011设置在支撑板2023的上方,因此,可以通过将升降组件2022将支撑板2023进行上下移动调节,支撑板2023可以使得固定板2011进行上下移动,而固定板2011可以带动测压辊2016上下移动,从而可以调节测压辊2016与出料输送组件104中传送带之间的距离,因此,可以根据不同包装袋的高度调节测压辊2016的高度;如图4-图5所示,在出料输送组件104进行包装袋输送时,当包装袋在传送带上随着传送带向测压辊2016方向传送时,由于测压辊2016与传送带之间的距离小于包装袋的高度,因此,包装袋输送至测压辊2016下时,为了使得包装袋可以被推入至测压辊2016的下方,在出料输送组件104中输送通道的传送带上固定设置有推料板3,且推料板3设置有多个,多个推料板3沿传送带输送方向横向等距排列,并且推料板3的上端面固定设置有插接条4,且插接条4设置有多个,而测压辊2016的外壁开设有插接槽5,且测压辊2016上插接槽5的数量与推料板3上插接条4的数量相同,插接条4插接与插接槽5插接配合,通过设置插接条4和插接槽5,从而使得在测压辊2016上移时,插接条4与插接槽5的配合可以使得推料板3始终可以起到将包装袋向测压辊2016处进行推动的作用。
20.实施例2在实施例1的基础上,公开了一种面点自动计数包装装置,其中,当包装袋经过测压辊2016下方时将测压辊2016向上顶起进行测压工作时,为了便于包装袋可以更加顺畅的通过测压辊2016下方,如图2-图3所示,通过驱动机构6使得测压辊2016可以自动转动,使得测压辊2016的转动方向与出料输送组件104中传送带的转动方向相对,从而使得包装袋在经过测压辊2016下方时,可以通过测压辊2016的转动将包装袋卷入测压辊2016的下方,使得包装袋可以更加顺畅的经过测压辊2016下方;具体的,如图3和图4所示,驱动机构6包括第一锥齿轮601、固定块602、传动轴603、第二锥齿轮604、活动连接机构605、连接轴606、蜗杆607、蜗轮608和驱动电机609,测压辊2016的一端穿过滑块2013,且测压辊2016穿过滑块2013的一端固定设置有第一锥齿轮601,而滑块2013的外壁固定设置有固定块602,固定块602的内部通过轴承转动设置有传动轴603,且传动轴603纵向设置,传动轴603的两端分别延伸至固定块602的上方与下方,传动轴603的顶端固定设置有第二锥齿轮604,且第二锥齿轮604与第一锥齿轮601啮合连接,而传动轴603的下方设置有连接轴606,且连接轴606通过轴承座可转动的设置在出料输送组件104中输送通道的外壁,连接轴606与传动轴603之间通过活动连接机构605传动连接,而连接轴606的底端设置有蜗轮608,蜗轮608的后端啮合连接有蜗杆607,且蜗杆607通过轴承座可转动的设置在出料输送组件104的外壁,由于测压辊2016设置有多个,因此,蜗轮608设置有多个,蜗杆607同样设置有多个,多个蜗杆607互相固定连接,而蜗杆607通过驱动电机609进行驱动,因此,通过启动驱动电机609可以带动蜗杆607转动,蜗杆607转动可以通过蜗轮608带动连接轴606转动,连接轴606通过活动连接机构605带动传动轴603转动,传动轴603通过第二锥齿轮604和第一锥齿轮601的配合带动测压辊2016转动,从而通过测压辊2016的
转动使得包装袋可以更加顺畅的被卷入至测压辊2016的下方进行测压;具体的,如图3所示,活动连接机构605包括转动盘6051、拨杆6052和连接杆6053,连接轴606的顶端与传动轴603的底端留有间隔,而转动盘6051固定设置在连接轴606的顶端,拨杆6052固定设置转动盘6051的圆周处,且拨杆6052纵向设置,而连接杆6053固定设置在传动轴603底端的圆周外壁,且连接杆6053横向设置,传动轴603与连接轴606同心,拨杆6052外壁与连接杆6053外壁接触,且拨杆6052的顶端延伸至连接杆6053的上方,因此,在连接轴606转动时,连接轴606会带动转动盘6051转动,转动盘6051会使得圆周上的拨杆6052转动,而拨杆6052转动会与连接杆6053接触并将连接杆6053拨动,使得传动轴603转动,从而使得测压辊2016转动,而由于测压辊2016在受到包装袋顶起时会进行上移,当测压辊2016上移时,滑块2013会跟随上移,滑块2013会使得固定块602和第一锥齿轮601上移,从而使得传动轴603也会随着固定块602上移,传动轴603会带动第二锥齿轮604与第一锥齿轮601上移,从而使得在测压辊2016上下移动时,第一锥齿轮601与第二锥齿轮604始终保持啮合连接,而传动轴603上移,连接杆6053会上移,由于拨杆6052的顶端延伸至连接杆6053的上方,因此,只需将拨杆6052的长度增长,即使在连接杆6053上移时,拨杆6052会始终与连接杆6053接触并将连接杆6053拨动,从而使得在测压辊2016上下移动时,测压辊2016可以始终保持转动。
21.本发明的原理如下:本发明在工作时,包装机本体1将面点充气包装后,并且通过横封组件102进行封口后,包装袋会通过出料输送组件104传送带输送出料,而传送带上方的推料板3会将包装后的包装袋向测压辊2016方向输送,同时启动驱动电机609,驱动电机609带动蜗杆607转动,蜗杆607转动可以通过蜗轮608带动连接轴606转动,连接轴606带动转动盘6051转动,转动盘6051转动通过拨杆6052拨动连接杆6053使得传动轴603转动,传动轴603通过第二锥齿轮604和第一锥齿轮601的配合带动测压辊2016转动,因此,当包装袋被推至测压辊2016处时,会通过推料板3的推料和测压辊2016的转动将包装袋输送至测压辊2016的下方,并且包装袋会将测压辊2016顶起,使得滑块2013上移,滑块2013挤压气囊2014,气囊2014受到挤压会通过内部气体产生弹力将包装袋进行挤压使得漏气的包装袋内部气体被挤出,同时气囊2014受到挤压内部气压发生变化,而气囊2014内部的气压传感器2015会实时对内部气压进行监测,通过五个测压辊2016依次挤压,使得包装袋内部气体逐次减少,因此,使得包装袋的高度逐渐减小,从而使得测压辊2016上移的距离逐渐减小,气囊2014受到的压力逐渐减小,因此,五个测压辊2016在依次与包装袋进行接触时,由于包装袋内部气体被逐渐挤出,从而气囊2014内部由于包装袋而发生的气压变化会逐渐减小,因此,使得在漏气情况下,第一个测压辊2016处测得的气压数据与最后一个测压辊2016测得的气压数据差值较大,反之,差值较小,从而对包装袋的进行漏气检测,气压传感器2015会将信号传输至plc控制系统101并通过plc控制系统101进行分析报警。
22.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1