一种玻璃加工输送机械手的制作方法
1.本发明涉及玻璃加工输送的技术领域,特别涉及一种玻璃加工输送机械手。
背景技术:
2.将含碳酸钠与氧化钙的硅砂熔化,再将熔融的硅砂放置在模具中冷却成型,玻璃在冷却成型后需要对其进行输送码垛,在输送过程中通常通过橡胶轮与动力辊相配合的方式对玻璃进行输送处理。
3.当玻璃移动到输送机构末端时即需要通过带有吸盘的机械手对玻璃进行搬运码垛处理,由于玻璃在码垛过程种可能与待码垛处已放置的玻璃存在偏差,传统的机械手在对玻璃码垛过程中无法对玻璃进行微调,导致玻璃在码垛过程中存在码垛不整齐的问题,当玻璃堆放至一定高度时由于玻璃堆放不整齐可能导致玻璃散落倾倒,影响玻璃的码放安全性。
4.在玻璃码放过程中由于吸盘不确定性,吸盘可能存在气压不稳定、吸盘气密性不足等问题,故玻璃在吸盘吸附码垛过程中可能会产生坠落的情况,玻璃坠落破碎易造成装置旁边工作人员的划伤,影响工作人员的安全。
技术实现要素:
5.为了解决上述问题,本发明采用以下技术方案:一种玻璃加工输送机械手,包括左右延伸设置的抓取横板,所述的抓取横板下端面设置有带有自动升降功能的移动板,移动板下端面安装有吸盘,抓取横板上安装有承托机构。
6.所述的承托机构包括开设在抓取横板左右两侧的翻转槽,翻转槽内部通过轴承安装有翻转辊,翻转辊下端安装有l型结构的承托架,且两个承托架对称设置,承托架水平段上端面安装有调节板,调节板上端面安装有驱动槽,驱动槽内部通过轴承安装有多个自前向后均匀分布的驱动辊,驱动辊圆周面上安装有多个自左向右均匀分布的驱动圆盘,驱动辊远离承托架竖直段的一侧均安装有链轮,同个驱动槽内部的链轮上共同安装有链条。
7.所述的抓取横板上端面中部设置有前后对称的固定凸起,固定凸起之间通过轴承安装有缠绕辊,两个承托架竖直段相背面均安装有翻转连架,抓取横板上端面左右两侧安装有导向轮,导向轮上侧均设置有牵引绳,牵引绳一端固定在缠绕辊上,牵引绳另一端固定在翻转连架上。
8.优选的,所述的抓取横板上端面开设有左右对称的锁紧凹槽,且锁紧凹槽与同侧的翻转槽相连通,锁紧凹槽内部滑动设置有锁紧板,翻转辊靠近锁紧凹槽的一侧开设有与锁紧板相配合的锁紧槽,锁紧板上端面设置有联动板,联动板靠近缠绕辊的一侧与对应锁紧凹槽内壁之间安装有复位弹簧杆,两个联动板相背面与缠绕辊之间均安装有锁紧绳,两根锁紧绳远离联动板的一端分别固定在缠绕辊的上侧与下侧。
9.优选的,所述的承托架由翻转半段与承托半段组成,其中所述的翻转半段固定安装在翻转辊上,承托半段竖直段上端面设置有连接凸起,翻转半段下端面开设有与连接凸
起相配合的连接凹槽,连接凹槽内部前后侧壁均设置有锁紧齿,连接凸起内部开设有调节凹槽,调节凹槽内部滑动设置有前后对称且与锁紧齿相啮合的齿条板,调节凹槽内部通过气缸座安装有调节气缸,调节气缸前后两个伸缩端分别与前后两个齿条板固定连接。
10.优选的,所述的抓取横板上端面且位于导向轮与缠绕辊之间安装有弹性伸缩杆,弹性伸缩杆上端安装有定滑轮,左右两根牵引绳分别经过左右两个定滑轮下侧。
11.优选的,所述的驱动槽靠近承托架的一侧滑动设置有对位架,对位架上端面且位于驱动辊之间安装有对位板,对位架远离承托架的一侧安装有对位连板,且对位连板滑动设置在对应的调节板上,当玻璃前后位置对齐调节结束后,外界驱动拉动两个对位连板相向移动,对位板通过对位架与对位连板相互配合可以对玻璃进行左右位置对齐处理,减少在前后位置微调后玻璃发生左右偏移的可能性,增大玻璃后续码垛对齐的准确性。
12.优选的,所述的抓取横板上端面设置有两组前后对称的连接环,每组连接环安装在固定凸起左右两侧。
13.优选的,所述的连接凸起上端面与连接凹槽内壁之间安装有前后对称的连接弹簧杆,多个橡胶条相互配合可以增加玻璃与驱动圆盘的摩擦力,减少驱动圆盘带动玻璃调节过程中玻璃发生左右相对滑动的可能,同时避免驱动圆盘与玻璃发生相对滑动导致驱动圆盘空转对玻璃划伤。
14.优选的,所述的驱动圆盘圆周面上自左向右均匀安装有多个橡胶条,连接弹簧杆可以对连接凸起与承托半段起支撑作用,避免在调节承托半段与翻转半段过程中承托半段从翻转半段内部掉落,影响承托架的调节效率。
15.优选的,所述的吸盘自左向右均匀分布有多个,多个吸盘同时工作增加吸盘与玻璃之间吸附的稳定性,同时增加某个吸盘发生故障时剩余吸盘还可以对玻璃进行吸附的安全性。
16.本发明有益效果在于:1.本发明设计的承托机构中,可以绕着翻转辊翻动的承托架与调节板相互配合可以对吸盘吸附的玻璃进行承托处理,进而调节板在吸盘进行吸附搬运过程中对玻璃起保护作用,减少因为吸盘损坏导致玻璃发生坠落的可能;在调节板上,通过链轮与链条相互配合可以带动驱动辊转动,驱动辊转动过程中通过驱动圆盘可以对玻璃进行前后左右微调处理,保证待码垛的玻璃与已码垛的玻璃始终对齐,增加玻璃码垛后的稳定性。
17.2.当玻璃前后位置对齐调节结束后,本发明设计的对位板通过对位架与对位连板相互配合可以对玻璃进行左右位置对齐处理,减少在前后位置微调后玻璃发生左右偏移的可能行,增大玻璃后续码垛对齐的准确性。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
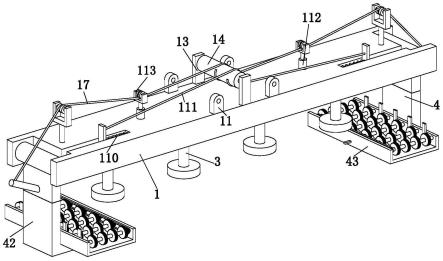
19.图1是本发明立体安装结构示意图。
20.图2是本发明部分承托机构立体结构示意图。
21.图3是本发明图2除去调节板后的立体结构示意图。
22.图4是本发明驱动圆盘与橡胶条之间立体安装结构示意图。
23.图5是本发明图1的主视图。
24.图6是本发明图5的a处局部放大图。
25.图7是本发明图2的主视图。
26.图8是本发明翻转半段与承托半段之间安装结构示意图(自左向右看)。
27.图9是本发明对位架、对位板以及对位连板之间立体安装结构示意图。
28.图中:1、抓取横板;11、连接环;12、翻转槽;13、固定凸起;14、缠绕辊;15、转连架;16、导向轮;17、牵引绳;18、锁紧凹槽;19、锁紧板;110、复位弹簧杆;10、联动板;111、锁紧绳;112、弹性伸缩杆;113、定滑轮;2、移动板;3、吸盘;4、承托机构;41、翻转辊;42、承托架;421、翻转半段;422、承托半段;423、连接凸起;424、连接凹槽;425、锁紧齿;426、调节凹槽;427、调节气缸;428、齿条板;429、连接弹簧杆;43、调节板;44、驱动槽;441、对位架;442、对位板;443、对位连板;45、驱动辊;46、链轮;47、链条;48、驱动圆盘;481、橡胶条。
具体实施方式
29.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
30.参阅图1以及图5,一种玻璃加工输送机械手,包括左右延伸设置的抓取横板1,所述的抓取横板1下端面设置有带有自动升降功能的移动板2,移动板2下端面安装有吸盘3,抓取横板1上安装有承托机构4。
31.参阅图1,所述的吸盘3自左向右均匀分布有多个,多个吸盘3同时工作增加吸盘3与玻璃之间吸附的稳定性,同时增加某个吸盘3发生故障时剩余吸盘3还可以对玻璃进行吸附的安全性。
32.继续参阅图1,所述的抓取横板1上端面设置有两组前后对称的连接环11,每组连接环11安装在固定凸起13左右两侧。在玻璃码垛搬运前将连接环11与外界起吊设备固定连接,现有起吊设备通过连接环11带动抓取横板1移动到指定位置。
33.参阅图1、图2、图3以及图6,所述的承托机构4包括开设在抓取横板1左右两侧的翻转槽12,翻转槽12内部通过轴承安装有翻转辊41,翻转辊41下端安装有l型结构的承托架42,且两个承托架42对称设置,承托架42水平段上端面安装有调节板43,调节板43上端面安装有驱动槽44,驱动槽44内部通过轴承安装有多个自前向后均匀分布的驱动辊45,驱动辊45圆周面上安装有多个自左向右均匀分布的驱动圆盘48,驱动辊45远离承托架42竖直段的一侧均安装有链轮46,同个驱动槽44内部的链轮46上共同安装有链条47。
34.参阅图5以及图8,所述的承托架42由翻转半段421与承托半段422组成,其中所述的翻转半段421固定安装在翻转辊41上,承托半段422竖直段上端面设置有连接凸起423,翻转半段421下端面开设有与连接凸起423相配合的连接凹槽424,连接凹槽424内部前后侧壁均设置有锁紧齿425,连接凸起423内部开设有调节凹槽426,调节凹槽426内部滑动设置有前后对称且与锁紧齿425相啮合的齿条板428,调节凹槽426内部通过气缸座安装有调节气缸427,调节气缸427前后两个伸缩端分别与前后两个齿条板428固定连接,在玻璃码垛前根据玻璃的厚度,测定调节板43与吸盘3之间的距离,再启动调节气缸427带动齿条板428向调节凹槽426内部移动,此时齿条板428与锁紧齿425脱离,进而可以手动拉动承托半段422沿竖直方向移动,调节翻转半段421与承托半段422之间的距离,从而可以改变调节板43与吸盘3之间的距离,调节诶结束后,启动调节气缸427带动齿条板428向调节凹槽426外部移动,
使得齿条板428与锁紧齿425相互卡紧,最后再通过带有自动升降功能的移动板2带动吸盘3微调使得玻璃完全贴靠在调节板43上。
35.参阅图4,所述的驱动圆盘48圆周面上自左向右均匀安装有多个橡胶条481,多个橡胶条481相互配合可以增加玻璃与驱动圆盘48的摩擦力,减少驱动圆盘48带动玻璃调节过程中玻璃发生左右相对滑动的可能,同时避免驱动圆盘48与玻璃发生相对滑动导致驱动圆盘48空转对玻璃划伤。
36.参阅图1以及图5,所述的抓取横板1上端面中部设置有前后对称的固定凸起13,固定凸起13之间通过轴承安装有缠绕辊14,两个承托架42竖直段相背面均安装有翻转连架15,抓取横板1上端面左右两侧安装有导向轮16,导向轮16上侧均设置有牵引绳17,牵引绳17一端固定在缠绕辊14上,牵引绳17另一端固定在翻转连架15上。
37.具体工作时,玻璃经现有输送设备输送至抓取横板1正下方,此时通过现有转动电机带动缠绕辊14转动,进而缠绕辊14转动对牵引绳17进行缠绕,其中导向轮16可以对牵引绳17引起导向作用,保证牵引绳17远离缠绕辊14的一侧不会与翻转槽12发生摩擦,牵引绳17缠绕过程中通过翻转连架15带动承托架42绕着翻转辊41转动,进而承托架42打开,其中左侧所述的牵引绳17靠近缠绕辊14的一端安装在缠绕辊14上侧,右侧所述的牵引绳17靠近缠绕辊14的一端安装在缠绕辊14下侧。
38.当承托架42打开后,现有起吊设备带动抓取横板1下移使得吸盘3贴靠在玻璃上,当吸盘3将玻璃吸住后,现有起吊设备通过抓取横板1与吸盘3相互配合带动玻璃上移,当玻璃上升到一定高度后,现有驱动电机反向转动缠绕辊14将牵引绳17松开,承托架42绕着翻转辊41恢复到起始位置,此时带有自动升降功能的移动板2通过吸盘3带动玻璃贴靠在调节板43上,承托架42与调节板43相互配合对玻璃起承托作用,调节板43在吸盘3进行吸附搬运过程中对玻璃起保护作用,减少因为吸盘3损坏导致玻璃发生坠落的可能。
39.启动起吊设备通过抓取横板1与吸盘3相互配合带动玻璃移动到待码垛处,通过工作人员肉眼观察待码垛的玻璃与已码垛玻璃的相对位置,此时吸盘3松开玻璃使得玻璃落在调节板43上,启动现有旋转电机带动最前侧的驱动辊45转动,进而最前侧的驱动辊45通过链轮46与链条47相互配合带动剩余的驱动辊45转动,驱动辊45转动过程中通过驱动圆盘48对玻璃进行前后位置的微调,当玻璃位置调节结束后,现有起吊设备通过抓取横板1与吸盘3带动玻璃放置在待码垛处,最后吸盘3与玻璃脱落,现有起吊设备通过抓取横板1恢复到起始位置重复上述步骤即可对剩余待码垛的玻璃进行码垛处理。
40.参阅图2、图7以及图9,所述的驱动槽44靠近承托架42的一侧滑动设置有对位架441,对位架441上端面且位于驱动辊45之间安装有对位板442,对位架441远离承托架42的一侧安装有对位连板443,且对位连板443滑动设置在对应的调节板43上,当玻璃前后位置对齐调节结束后,外界驱动拉动两个对位连板443相向移动,对位板442通过对位架441与对位连板443相互配合可以对玻璃进行左右位置对齐处理,减少在前后位置微调后玻璃发生左右偏移的可能性,增大玻璃后续码垛对齐的准确性。
41.参阅图5以及图6,所述的抓取横板1上端面开设有左右对称的锁紧凹槽18,且锁紧凹槽18与同侧的翻转槽12相连通,锁紧凹槽18内部滑动设置有锁紧板19,翻转辊41靠近锁紧凹槽18的一侧开设有与锁紧板19相配合的锁紧槽,锁紧板19上端面设置有联动板10,联动板10靠近缠绕辊14的一侧与对应锁紧凹槽18内壁之间安装有复位弹簧杆110,两个联动
板10相背面与缠绕辊14之间均安装有锁紧绳111,两根锁紧绳111远离联动板10的一端分别固定在缠绕辊14的上侧与下侧。
42.参阅图5,所述的抓取横板1上端面且位于导向轮16与缠绕辊14之间安装有弹性伸缩杆112,弹性伸缩杆112上端安装有定滑轮113,左右两根牵引绳17分别经过左右两个定滑轮113下侧。
43.其中承托架42位于起始位置时,锁紧板19可以将翻转辊41与抓取横板1相互固定,进而保证承托架42与调节板43在对玻璃进行承托时,翻转辊41不会发生相对转动,保证承托架42的稳定性,具体工作时,当缠绕辊14转动对牵引绳17进行收卷时,弹性伸缩杆112与定滑轮113相互配合可以对牵引绳17起让位作用,进而牵引绳17在收卷初期不会带动承托架42转动,缠绕辊14刚开始转动时对锁紧绳111进行收卷,锁紧绳111收卷过程中通过联动板10带动锁紧板19右移与翻转辊41脱离,当锁紧板19与翻转辊41脱离后此时弹性伸缩杆112达到最大张开行程,此时缠绕辊14继续转动对牵引绳17进行缠绕进而通过翻转连架15带动承托架42绕着翻转辊41转动,其中所述的锁紧凹槽18足够长,复位弹簧杆110可以对联动板10起复位作用。
44.参阅图8,所述的连接凸起423上端面与连接凹槽424内壁之间安装有前后对称的连接弹簧杆429,连接弹簧杆429可以对连接凸起423与承托半段422起支撑作用,避免在调节承托半段422与翻转半段421过程中承托半段422从翻转半段421内部掉落,影响承托架42的调节效率。
45.采用上述玻璃加工输送机械手在对玻璃码垛过程中,包括以下步骤:第一步、抓取预处理:玻璃经现有输送设备输送至抓取横板1正下方,此时通过现有转动电机带动缠绕辊14转动,进而缠绕辊14转动对牵引绳17进行缠绕,牵引绳17缠绕过程中通过翻转连架15带动承托架42绕着翻转辊41转动,进而承托架42打开。
46.第二步、抓取处理:启动起吊设备通过抓取横板1与吸盘3相互配合带动玻璃移动到待码垛处,通过工作人员肉眼观察待码垛的玻璃与已码垛玻璃的相对位置,此时吸盘3松开玻璃使得玻璃落在调节板43上,启动现有旋转电机带动最前侧的驱动辊45转动,进而最前侧的驱动辊45通过链轮46与链条47相互配合带动剩余的驱动辊45转动,驱动辊45转动过程中通过驱动圆盘48对玻璃进行前后位置的微调。
47.第三步、码垛处理:当玻璃位置调节结束后,现有起吊设备通过抓取横板1与吸盘3带动玻璃放置在待码垛处,最后吸盘3与玻璃脱落,玻璃码垛结束。
48.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1