上料系统的控制方法与流程
1.本发明涉及冶金技术领域,特别涉及一种上料系统的控制方法。
背景技术:
2.随着工业自动化的发展,冶金企业对装备的智能化需求越来越高。炼铁、炼钢、轧钢等工序的自动化程度很高,现场需要的工人较少,大部分操作都是集中在中控室完成,且各种燃烧模型、一键出钢系统等也已经广泛应用,无需人工过多干预。
3.而原料系统的非标准化设施较多,虽然也有中控室,但大部分流程还是需要人工操作设定,并且还有不少工作需要现场工人手动操作。原料系统环境恶劣、作业流程长、工人的劳动强度大、物料品种多易上错料、多品种小批量的上料需求、无计划性紧急上料等问题越来越突出,对智能化的需求也是越来越高。
4.申请号为201410140458.7的中国专利公开了一种炼钢副原料上料系统自动控制方法,该专利仅是利用简单的数据库功能来实现炼钢副原料上料系统的自动控制,在该控制方法中建立了三个数据库:料种数据库、地下料仓数据库和高位料仓数据库,建立并初始化待上料高位料仓数据队列;通过皮带秤计算高位料仓入仓重量,通过称量斗计算出仓重量,二者相减得出高位料仓存料重量;根据高位料仓存料重量,排序上料顺序和上料时间。上述炼钢副原料上料系统自动控制方法存在以下缺点:皮带秤的误差较大,不能准确统计高位料仓中的物料重量;上料系统转运过程中或者卸料车卸料过程中一般都会撒料,再加上除尘系统抽走的粉尘,皮带秤读出的上料量与高位料仓的实际进料量会有较大误差,随着时间的延长累积误差会越来越不可控;高位料仓出料时也会撒料,再加上除尘系统抽走的粉尘,通过称量斗计量高位料仓的出料量,也会与高位料仓的实际出料量有较大误差,随着时间的延长累积误差也会越来越不可控;称量斗的容积相对高位料仓来说很小,一座高位料仓的容积约是称量斗容积的20至300倍,称量斗的单次误差较低,但多次称量后的累积误差不可忽略。
5.关键术语解释
6.上料:指冶金企业的混匀配料槽、烧结、球团、高炉、转炉、电炉、精炼、喷煤制粉站、石灰窑等设施的料仓需要原燃料时,从地下料仓或者原料场、储料仓运输原燃料。
7.智能:是指无人干预的,根据系统指令和现场仪表、信号自动确定流程启动的作业。
8.基础自动化(l1)级:指现场设备控制系统,主要是用plc(可编程逻辑控制器)实现对机械设备的简单控制,但同样只是控制i/o信号的输入和输出,可用程序控制设备的开关启停。
9.过程自动化(l2)级:指生产过程监控系统,是整个自动化中最核心的控制层,包括跟踪逻辑控制和模型计算,对输送系统进行物料跟踪以及实测数据采集和处理,通过一系列数学模型和控制算法,实现各种控制参数的优化设定计算,并传递给基础自动化级实现对生产的直接控制。
10.工厂自动化(l3)级:指mes制造执行系统,包括车间管理、在线调度、质量管理。主要任务是给l2级下达生产计划,生产统计和报表等。
11.低料位:是指料仓内的物料的最低储存量,一般可以满足一炉次或者几次料批的料量,需要根据上料补充所需时间来设定。
12.高料位:是指料仓内的物料的最高储存量,达到高料位时,上料系统的起始端开始停止给料,上料系统带式输送机上的存料量可以正好装满料仓。
技术实现要素:
13.为了克服现有技术的上述缺陷,本发明实施例所要解决的技术问题是提供了一种上料系统的控制方法,其能够解决上料系统在长久使用过程中产生计量误差的问题,且可以实现准确的对不满足车间内料仓的上料需求的地下料仓进行补料。
14.本发明实施例的具体技术方案是:
15.一种上料系统的控制方法,所述上料系统包括:
16.地下料仓系统,包括多个地下料仓,每个所述地下料仓包括第一料仓仓体;与所述第一料仓仓体相连接的第一料仓框架;第一支撑机构,所述第一支撑机构上安装有第一称重传感器,所述第一料仓框架的下端安装在所述第一称重传感器上;所述第一料仓仓体的出口安装有第一给料机;
17.带式输送机构,其设置在所述第一给料机的下方,所述带式输送机构与所述第一给料机之间为软连接或保持不接触状态;
18.与多个所述地下料仓一一相对应的多个智能门闸,所述智能门闸具有车牌识别单元;
19.控制单元,其分别与每个所述地下料仓的所述第一称重传感器相电性连接、每个所述智能门闸相电性连接;
20.所述上料系统的控制方法包括:
21.通过所述第一称重传感器读取每一个所述地下料仓内物料的重量,并判断所述地下料仓内物料的重量是否满足车间内料仓的上料需求从而得到不满足车间内料仓的上料需求的所述地下料仓;
22.发出对不满足车间内料仓的上料需求的所述地下料仓进行补料的信息;
23.当运输物料的车辆经过所述智能门闸时,开启不满足车间内料仓的上料需求的所述地下料仓相对应的所述智能门闸;
24.在所述车辆卸货完成以后,通过所述第一称重传感器读取补充物料后的所述地下料仓内物料的重量,并将其发送至所述控制单元。
25.优选地,所述控制单元中存储有运输物料的车辆的车牌号,车辆的车牌号与自己需要进行卸料的所述地下料仓具有对应关系,当运输物料的车辆经过其中一个所述智能门闸时,所述智能门闸读取所述车牌号,若运输物料的车辆将要进入的是不满足车间内料仓的上料需求的所述地下料仓相对应的所述智能门闸,则所述智能门闸开启允许运输物料的车辆经过至不满足车间内料仓的上料需求的所述地下料仓进行卸料;若运输物料的车辆将要进入的是满足车间内料仓的上料需求的所述地下料仓相对应的所述智能门闸,则所述智能门闸关闭,并提示运输物料的车辆应该进入的不满足车间内料仓的上料需求的所述地下
料仓相对应的所述智能门闸。
26.优选地,所述上料系统还包括:
27.炼钢车间料仓系统,包括多个炼钢车间料仓,每个所述炼钢车间料仓包括:第二料仓仓体;与所述第二料仓仓体相连接的第二料仓框架;第二支撑机构,所述第二支撑机构上安装有第二称重传感器,所述二料仓框架的下端安装在所述第二称重传感器上;所述第二料仓仓体的出口安装有第二给料机;
28.所述带式输送机构位于多个所述炼钢车间料仓的上方;所述带式输送机构上安装有第一卸料车和第一定位单元,所述第一定位单位用于确定所述第一卸料车的位置,从而使得所述第一卸料车能够将带式输送机构上的物料卸至对应的所述炼钢车间料仓中;
29.所述第一卸料车、第一定位单元和所述第二称重传感器与控制单元相电性连接;
30.所述上料系统的控制方法还包括:
31.接收下达的作业计划,按照上料频次和上料时间优先级将上料的作业进行排序;
32.通过所述第二称重传感器读取每一个所述炼钢车间料仓内物料的重量,并判断所述炼钢车间料仓内物料的重量是否达到预设料位,从而得到不达到预设料位的所述炼钢车间料仓;
33.将不达到预设料位的所述炼钢车间料仓的上料计划提升至最高优先级。
34.优选地,所述上料系统的控制方法还包括:
35.当最高优先级的上料作业开始时,通过所述第一定位单元确定所述第一卸料车的位置;
36.当所述第一卸料车的位置到达上料计划中最高优先级的所述炼钢车间料仓后,控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机启动开始给料;
37.物料通过所述带式输送机构输出至所述炼钢车间料仓系统中的所述第一卸料车处,通过所述第一卸料车卸料至上料计划中最高优先级的所述炼钢车间料仓内;
38.通过所述第二称重传感器读取上料计划中最高优先级的所述炼钢车间料仓内物料的重量,当上料计划中最高优先级的所述炼钢车间料仓内物料的重量满足要求后,控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机停止给料。
39.优选地,所述上料系统的控制方法还包括:
40.在控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机停止给料后,所述带式输送机构上已经存在的物料继续输出至所述炼钢车间料仓系统中的所述第一卸料车处,通过所述第一卸料车卸料至上料计划中最高优先级的所述炼钢车间料仓内,直至所述第二称重传感器读取上料计划中最高优先级的所述炼钢车间料仓内物料的重量不再继续变化,则开始执行下一个上料作业。
41.优选地,所述上料系统的控制方法还包括:
42.当在对上料计划中最高优先级的所述炼钢车间料仓进行补料时,若转炉或钢包需要进行给料,则达到预设料位的所述炼钢车间料仓开启所述第二给料机以向转炉或钢包进行给料。
43.优选地,所述上料系统还包括:高炉矿槽系统,包括多个高炉料仓,每个所述高炉料仓包括:第三料仓仓体;与所述第三料仓仓体相连接的第三料仓框架;第三支撑机构,所述第三支撑机构上安装有第三称重传感器,所述三料仓框架的下端安装在所述第三称重传
感器上;所述第三料仓仓体的出口安装有第三给料机或闸门;
44.所述带式输送机构位于多个所述高炉料仓的上方;所述带式输送机构上安装有第二卸料车和第二定位单元,所述第二定位单位用于确定所述第二卸料车的位置,从而使得所述第二卸料车能够将带式输送机构上的物料卸至对应的所述高炉料仓中;
45.所述第二卸料车、第二定位单元和所述第三称重传感器与控制单元相电性连接;
46.所述上料系统的控制方法还包括:
47.接收下达的作业计划,按照上料频次和上料时间优先级将上料的作业进行排序;
48.通过所述第三称重传感器读取每一个所述高炉料仓内物料的重量,并判断所述高炉料仓内物料的重量是否达到预设料位,从而得到不达到预设料位的所述高炉料仓;
49.将不达到预设料位的所述高炉料仓的上料计划提升至最高优先级。
50.优选地,所述上料系统的控制方法还包括:
51.当最高优先级的上料作业开始时,通过所述第二定位单元确定所述第二卸料车的位置;
52.当所述第二卸料车的位置到达上料计划中最高优先级的所述高炉料仓后,控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机启动开始给料;
53.物料通过所述带式输送机构输出至所述高炉矿槽系统中的所述第二卸料车处,通过所述第二卸料车卸料至上料计划中最高优先级的所述高炉料仓内;
54.通过所述第三称重传感器读取上料计划中最高优先级的所述高炉料仓内物料的重量,当上料计划中最高优先级的所述高炉料仓内物料的重量满足要求后,控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机停止给料。
55.优选地,所述上料系统的控制方法还包括:
56.在控制所述地下料仓系统中相对应的所述地下料仓的所述第一给料机停止给料后,所述带式输送机构上已经存在的物料继续输出至所述高炉矿槽系统中的所述第二卸料车处,通过所述第二卸料车卸料至上料计划中最高优先级的所述高炉料仓内,直至所述第三称重传感器读取上料计划中最高优先级的所述高炉料仓内物料的重量不再继续变化,则开始执行下一个上料作业。
57.优选地,所述上料系统的控制方法还包括:
58.当在对上料计划中最高优先级的所述高炉料仓进行补料时,若后续的筛分设备需要进行给料,达到预设料位的所述高炉料仓开启所述第三给料机以进行给料。
59.本发明的技术方案具有以下显著有益效果:
60.1、本技术可以真正的实现全程无人值守,智能化运行,实现无人参与上料,大大降低工人的劳动强度。2、其次,可以通过称重传感器自动判断不同的料仓需要上料的料种和料量,避免了人工选择流程产生的上错料问题,或者上料过量产生溢料事故,从而给上料系统的长期稳定运行提供了有力保障,相比于以往使用的料位计,料位计误差巨大、故障多,根本无法智能运行。3、另外,通过具有车牌识别单元的智能门闸可以使得运输物料的车辆仅能进入相对应正确的地下料仓,这样就避免了唯一需要人员参与的环节发生卸错料的问题;4、而且,通过第一称重传感器可以实时准确的跟踪地下料仓的料量,可以让上料车辆提前备料,从而避免产生缺料事故的发生;5、最后,通过跟踪地下料仓的供料量和车间内料仓的进料量,可以判断是否有洒料,并可以统计出物料的自然损耗和实际消耗。
61.参照后文的说明和附图,详细公开了本发明的特定实施方式,指明了本发明的原理可以被采用的方式。应该理解,本发明的实施方式在范围上并不因而受到限制。针对一种实施方式描述和/或示出的特征可以以相同或类似的方式在一个或更多个其它实施方式中使用,与其它实施方式中的特征相组合,或替代其它实施方式中的特征。
附图说明
62.在此描述的附图仅用于解释目的,而不意图以任何方式来限制本发明公开的范围。另外,图中的各部件的形状和比例尺寸等仅为示意性的,用于帮助对本发明的理解,并不是具体限定本发明各部件的形状和比例尺寸。本领域的技术人员在本发明的教导下,可以根据具体情况选择各种可能的形状和比例尺寸来实施本发明。
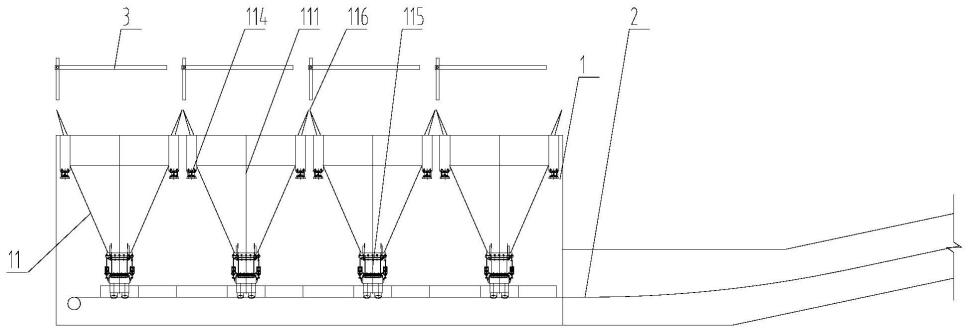
63.图1为本发明实施例中地下料仓系统和智能门闸的原理示意图;
64.图2为本发明实施例中地下料仓的结构示意图;
65.图3为本发明实施例中炼钢车间料仓系统的结构示意图;
66.图4为本发明实施例中高炉矿槽系统的结构示意图。
67.以上附图的附图标记:
68.1、地下料仓系统;11、地下料仓;111、第一料仓仓体;112、第一料仓框架;113、第一支撑机构;114、第一称重传感器;115、第一给料机;116、第一防撒料机构;2、带式输送机构;21、第一卸料车;22、第一定位单元;23、第二卸料车;24、第二定位单元;3、智能门闸;4、炼钢车间料仓系统;41、炼钢车间料仓;411、第二称重传感器;412、第二给料机;5、高炉矿槽系统;51、高炉料仓;511、第三称重传感器;512、第三给料机;513、闸门。
具体实施方式
69.结合附图和本发明具体实施方式的描述,能够更加清楚地了解本发明的细节。但是,在此描述的本发明的具体实施方式,仅用于解释本发明的目的,而不能以任何方式理解成是对本发明的限制。在本发明的教导下,技术人员可以构想基于本发明的任意可能的变形,这些都应被视为属于本发明的范围。需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
70.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
71.为了能够解决上料系统在长久使用过程中产生计量误差的问题,且可以实现准确的对不满足车间内料仓的上料需求的地下料仓11进行补料,在本技术中提出了一种上料系统的控制方法,图1为本发明实施例中地下料仓系统和智能门闸的原理示意图,图2为本发
明实施例中地下料仓的结构示意图,如图1和图2所示,上料系统包括:地下料仓系统1,包括多个地下料仓11,每个地下料仓11包括第一料仓仓体111;与第一料仓仓体111相连接的第一料仓框架112;第一支撑机构113,第一支撑机构113上安装有第一称重传感器114,第一料仓框架112的下端安装在第一称重传感器114上;第一料仓仓体111的出口安装有第一给料机115;带式输送机构2,其设置在第一给料机115的下方,带式输送机构2与第一给料机115之间为软连接或保持不接触状态;与多个地下料仓11一一相对应的多个智能门闸3,智能门闸3具有车牌识别单元;控制单元,其分别与每个地下料仓11的称重传感器相电性连接、每个智能门闸3相电性连接。
72.如图1所示,地下料仓系统1可以包括多个地下料仓11,其中,部分地下料仓11可以依次直线排列,这样可以便于带式输送机构2将带式输送机构2的出口输出的物料运输出去。同时,相邻地下料仓11之间可以紧靠设置,相邻地下料仓11之间的缝隙可以采用轻质板材进行搭接,从而防止在运输物料的车辆在进行卸料时物料从相邻地下料仓11之间的缝隙中损耗泄漏。
73.如图1所示,每个地下料仓11可以包括第一料仓仓体111;与第一料仓仓体111相连接的第一料仓框架112;第一支撑机构113。第一料仓仓体111大体呈漏斗结构,其开口位于上方并且朝向上方,以便于直接补充物料,第一料仓仓体111的出口位于最下方。第一料仓框架112位于第一料仓仓体111的侧壁处,用于提高侧壁的强度以及分散受力,从而使得通过第一料仓框架112能够支撑住第一料仓仓体111以及第一料仓仓体111内部物料的重量。第一支撑机构113用于支撑住第一料仓框架112,从而支撑住整个第一料仓仓体111以及第一料仓仓体111内部物料的重量。第一支撑机构113可以为多个沿竖直方向眼神的支撑杆,还可以包括多个连接支撑杆的横杆,从而提高整个第一支撑机构113的稳定性。第一支撑机构113上安装有第一称重传感器114,第一料仓框架112的下端安装在第一称重传感器114上。第一料仓仓体111除了第一料仓框架112外,与其它结构相脱开,从而保证第一称重传感器114可以称量得到第一料仓仓体111内物料的重量。第一称重传感器114可以为多个,第一料仓框架112每一处与第一支撑机构113之间都安装有第一称重传感器114,第一称重传感器114能够称量得到第一料仓框架112、第一料仓仓体111以及第一料仓仓体111内部物料的重量的总和,由于第一料仓框架112、第一料仓仓体111的重量是已知的,因此可以称量得到第一料仓仓体111内部物料的重量。第一料仓仓体111的出口安装有第一给料机115,通过开启第一给料机115,可以将第一料仓仓体111内的物料通过出口向外输出至带式输送机构2上,通过带式输送机构2运走。带式输送机构2设置在第一给料机115的下方,带式输送机构2与第一给料机115之间为软连接或保持不接触状态,如此就可以使得带式输送机构2不对第一给料机115具有支撑作用,从而使得第一称重传感器114可以准确的计算得到第一料仓仓体111内部物料的重量,这样进一步就能准确的控制通过第一给料机115向外输出的物料的重量。
74.作为可行的,第一给料机115可以采用振动给料机,也可以采用圆盘给料机、带式给料机等等,在本技术中并不对其做任何限定。
75.作为可行的,地下料仓11的数量一般可以与物料种类的数量相一致。
76.如图1所示,多个智能门闸3与多个地下料仓11一一相对应,运输物料的车辆需要经过智能门闸3之后才能至地下料仓11进行卸料,智能门闸3具有车牌识别单元。控制单元
分别与每个地下料仓11的第一称重传感器114相电性连接、每个智能门闸3相电性连接。
77.当控制单元通过每一个地下料仓11上的第一称重传感器114判断出某个地下料仓11中的物料的重量不满足车间内料仓的上料需求时,则确定其需要进行补充物料,此时,运输物料的车辆只有进入需要进行补充物料的地下料仓11相对应的智能门闸3时,控制单元控制智能门闸3开启,以允许运输物料的车辆的通过,这样就能够达到准确的控制运输物料的车辆对需要进行补充物料的地下料仓11进行补料的目的,避免出现补料错误,同时还可以实现自动化控制无需人为参与。
78.作为可行的,如图1和图2所示,地下料仓11可以包括安装在第一料仓仓体111的开口处的第一防撒料机构116,第一防撒料机构116呈由上向下的渐缩状,第一防撒料机构116最上端的开口大于第一料仓仓体111的开口。通过上述结构可以使得运输物料的车辆在向地下料仓11进行卸料时,尽可能的使得物料掉入第一料仓仓体111中,减小撒料的量。
79.图3为本发明实施例中炼钢车间料仓系统的结构示意图,如图3所示,作为可行的,上料系统还可以包括:炼钢车间料仓系统4,包括多个炼钢车间料仓41。每个炼钢车间料仓41包括:第二料仓仓体;与第二料仓仓体相连接的第二料仓框架;第二支撑机构,第二支撑机构上安装有第二称重传感器411,二料仓框架的下端安装在第二称重传感器411上;第二料仓仓体的出口安装有第二给料机412。炼钢车间料仓41的结构与地下料仓11的结构大体相似,再次不再进行赘述。第二料仓仓体除了第二料仓框架外,与其它结构相脱开,从而保证第二称重传感器411可以称量得到第二料仓仓体内物料的重量。
80.带式输送机构2位于多个炼钢车间料仓41的上方,通过带式输送机构2可以将地下料仓系统1中地下料仓11输出的物料运输至炼钢车间料仓系统4处,从而补充至相对应的炼钢车间料仓41中。带式输送机构2上安装有第一卸料车21和第一定位单元22。第一定位单位用于确定第一卸料车21的位置,从而使得第一卸料车21能够将带式输送机构2上的物料卸至对应的炼钢车间料仓41中。第一卸料车21则用于将带式输送机构2的上物料进行卸料至下方的炼钢车间料仓41中。第一卸料车21、第一定位单元22和第二称重传感器411与控制单元相电性连接。
81.作为可行的,部分炼钢车间料仓41为辅原料料仓,部分炼钢车间料仓41为铁合金料仓。辅原料料仓可以位于高位。铁合金料仓可以位于高位或者中位。如图3所示,辅原料料仓位于高位,铁合金料仓位于者中位。
82.控制单元中存储有炼钢车间料仓系统4中各个辅原料料仓相对应的种类和重量、各个铁合金料仓相对应的种类和重量,通过第二称重传感器411可以实时更新此时各个炼钢车间料仓41内物料的重量。控制单元可以根据需要,控制达到预设料位的炼钢车间料仓41开启第二给料机412以向转炉或钢包进行给料。
83.当控制单元通过每一个炼钢车间料仓41上的第二称重传感器411判断出某个炼钢车间料仓41中的物料的重量不达到预设料位时,则确定其需要进行补充物料,此时,第一卸料车21通过第一定位单元22定位从而移动至需要补充物料的炼钢车间料仓41处,控制地下料仓系统1中相对应的地下料仓11的第一给料机115启动开始给料,物料通过带式输送机构2输出至炼钢车间料仓系统4中的第一卸料车21处,通过第一卸料车21卸料至需要补充物料的炼钢车间料仓41中。此时,通过相对应的地下料仓11的第一称重传感器114可以得到相对应的地下料仓11输出的物料的重量,通过需要补充物料的炼钢车间料仓41的第二称重传感
器411可以得到实际补充的物料的重量,通过上述方式还可以计算得到补充物料过程中的损耗量。
84.图4为本发明实施例中高炉矿槽系统的结构示意图,如图4所示,上料系统可以包括:高炉矿槽系统5,包括多个高炉料仓51。每个高炉料仓51包括:第三料仓仓体;与第三料仓仓体相连接的第三料仓框架;第三支撑机构,第三支撑机构上安装有第三称重传感器511,三料仓框架的下端安装在第三称重传感器511上;第三料仓仓体的出口安装有第三给料机512或闸门513。带式输送机构2位于多个高炉料仓51的上方。带式输送机构2上安装有第二卸料车23和第二定位单元24,第二定位单位用于确定第二卸料车23的位置,从而使得第二卸料车23能够将带式输送机构2上的物料卸至对应的高炉料仓51中。
85.由于高炉矿槽系统5中,高炉的一种原料一般需要多个高炉料仓51,因此,第二卸料车23一般为连续卸料,因此,高炉料仓51可以包括安装在第三料仓仓体的开口处的第二防撒料机构,第二防撒料机构呈由上向下的渐缩状,第二防撒料机构最上端的开口大于第三料仓仓体的开口。相邻第二防撒料机构的开口之间紧靠。至少部分高炉料仓51依次直线排列,相邻高炉料仓51之间的缝隙采用轻质板材进行搭接。通过上述方式可以尽可能的减少第二卸料车23在卸料时的撒料量,又不影响第三称重传感器511的称量。第三给料机512或闸门513与后续的筛分设备之间采用软连接或者保持不接触状态,从而不影响第三称重传感器511的称量。带式输送机构2输送至高炉矿槽系统5中的物料不仅可以从地下料仓系统1中来,还可以来自料场、其它储仓等。
86.带式输送机构2位于多个高炉料仓51的上方,通过带式输送机构2可以将地下料仓系统1中地下料仓11输出的物料运输至高炉矿槽系统5处,从而补充至相对应的高炉料仓51中。第二定位单位用于确定第二卸料车23的位置,从而使得第二卸料车23能够将带式输送机构2上的物料卸至对应的高炉料仓51中。第二卸料车23则用于将带式输送机构2的上物料进行卸料至下方的高炉料仓51中。第二卸料车23、第二定位单元24和第三称重传感器511与控制单元相电性连接。
87.控制单元中存储有高炉矿槽系统5中各个高炉料仓51相对应的种类和重量,通过第三称重传感器511可以实时更新此时各个高炉料仓51内物料的重量。控制单元可以根据需要,控制达到预设料位的高炉料仓51开启第三给料机512或闸门513以向后续的筛分装置进行给料。
88.本技术中的上料系统中的料仓的结构不仅可以适用于炼钢和炼铁车间,还可以适用于其它上料的车间,如混匀配料槽、烧结、球团、电炉、精炼、喷煤制粉站、石灰窑等,其料仓均可设置称重传感器。通过实时跟踪称重传感器的读数,判断需要上料的准确料种和准确料量,以及时通过上料系统补充储量。
89.采用上述任一上料系统的控制方法可以包括以下步骤:
90.通过第一称重传感器114读取每一个地下料仓11内物料的重量,并判断地下料仓11内物料的重量是否满足车间内料仓的上料需求从而得到不满足车间内料仓的上料需求的地下料仓11。
91.如果判断出存在不满足车间内料仓的上料需求的地下料仓11,则发出对不满足车间内料仓的上料需求的地下料仓11进行补料的信息。此时,可以通知运输物料的车辆向地下料仓系统1运输相对应物料的种类和重量。车辆装好物料以后,车牌号与物料的种类具有
对应关系,控制单元发出车牌号与向对应的地下料仓11的对应信息,车辆司机知晓自己卸料相对应的地下料仓11
92.当运输物料的车辆经过智能门闸3时,开启不满足车间内料仓的上料需求的地下料仓11相对应的智能门闸3。控制单元中存储有运输物料的车辆的车牌号,车辆的车牌号与自己需要进行卸料的所述地下料仓具有对应关系。当运输物料的车辆经过其中一个智能门闸3时,智能门闸3读取车牌号,若运输物料的车辆将要进入的是不满足车间内料仓的上料需求的地下料仓11相对应的智能门闸3,则智能门闸3开启允许运输物料的车辆经过至不满足车间内料仓的上料需求的地下料仓11进行卸料。若运输物料的车辆将要进入的是满足车间内料仓的上料需求的地下料仓11相对应的智能门闸3,控制单元通过车辆的车牌号与自己需要进行卸料的所述地下料仓具有对应关系判断出运输物料的车辆将要驶入的智能门闸3错误,此时控制单元可以控制智能门闸3关闭,并提示运输物料的车辆应该进入的不满足车间内料仓的上料需求的地下料仓11相对应的智能门闸3,例如可以提示驶入地下料仓11错误,并显示正确的地下料仓11编号。
93.在车辆卸货完成以后,通过第一称重传感器114读取补充物料后的地下料仓11内物料的重量,并将其发送至控制单元。控制单元及时更新补充后的地下料仓11内物料的重量。
94.当需要对炼钢车间料仓系统4中的炼钢车间料仓41进行补充物料时,首先接收下达的作业计划,按照上料频次和上料时间优先级将上料的作业进行排序。该作业计划可以使l3系统下达的。
95.通过第二称重传感器411读取每一个炼钢车间料仓41内物料的重量,并判断炼钢车间料仓41内物料的重量是否达到预设料位,从而得到不达到预设料位的炼钢车间料仓41。在该步骤中,该预设料位可以是低料位。
96.如果存在不达到预设料位的炼钢车间料仓41,则将不达到预设料位的炼钢车间料仓41的上料计划提升至最高优先级。所有的上料作业为一列队,从优先级最高的向低的依次执行,直到所有的上料作业流程结束。
97.当最高优先级的上料作业开始时,通过第一定位单元22确定第一卸料车21的位置。控制单元向第一卸料车21发出指令使其进行移动,控制单元通过第一定位单元22实时跟踪知晓第一卸料车21的位置。第一定位单元22可以采用编码电缆定位系统,以在第一卸料车21移动时确定第一卸料车21的位置。
98.当第一卸料车21的位置到达上料计划中最高优先级的炼钢车间料仓41后,控制地下料仓系统1中相对应的地下料仓11的第一给料机115启动开始给料。在上述步骤中,当第一卸料车21的位置到达上料计划中最高优先级的炼钢车间料仓41时,控制单元通过第一定位单元22判断出第一卸料车21的位置到达,之后控制单元控制第一卸料车21停止在上料计划中最高优先级的炼钢车间料仓41上方的带式输送机构2上。然后,控制单元控制地下料仓系统1中相对应的地下料仓11的第一给料机115启动开始给料。相对应的地下料仓11具体指与上料计划中最高优先级的炼钢车间料仓41物料种类相同的地下料仓11。
99.物料通过带式输送机构2输出至炼钢车间料仓系统4中的第一卸料车21处,通过第一卸料车21卸料至上料计划中最高优先级的炼钢车间料仓41内。
100.通过第二称重传感器411读取上料计划中最高优先级的炼钢车间料仓41内物料的
重量,当上料计划中最高优先级的炼钢车间料仓41内物料的重量满足要求后,控制地下料仓系统1中相对应的地下料仓11的第一给料机115停止给料。例如,当上料计划中最高优先级的炼钢车间料仓41内物料的重量达到高料位时,控制单元控制地下料仓系统1中相对应的地下料仓11的第一给料机115停止给料,带式输送机构2继续运行。
101.在控制地下料仓系统1中相对应的地下料仓11的第一给料机115停止给料后,带式输送机构2上已经存在的物料继续输出至炼钢车间料仓系统4中的第一卸料车21处,通过第一卸料车21卸料至上料计划中最高优先级的炼钢车间料仓41内,直至第二称重传感器411读取上料计划中最高优先级的炼钢车间料仓41内物料的重量不再继续变化,则开始执行下一个上料作业。第一卸料车21移动至下一种物料种类的炼钢车间料仓41处,开始上料下一种物料。
102.在上述过程中,达到预设料位的炼钢车间料仓41也可以同时向转炉或者钢包内陆续进行给料,相对应的炼钢车间料仓41的第二称重传感器411实时称量炼钢车间料仓41内物料的重量,当不达到预设料位时,将该不达到预设料位的炼钢车间料仓41的上料计划提升至最高优先级。通过上述方式,当在对上料计划中最高优先级的炼钢车间料仓41进行补料时,达到预设料位的炼钢车间料仓41可以开启第二给料机412以向转炉或钢包进行给料,从而实现一边从地下料仓系统1进行上料,一边通过炼钢车间料仓系统4向转炉或钢包给料。
103.l3级的mes系统下达作业计划,计划分解后到达l2和l1级,形成上料作业队列。根据炼铁矿槽、炼钢高位料仓和中位料仓、其他系统的料仓内物料的重量,控制地下料仓11或者原料场、储料仓上料,如有紧急缺料,则自动提至上料队列的最高优先级,优先完成,该方法可以按照队列完成各料种的上料作业。
104.当需要对炼钢车间料仓系统4中的炼钢车间料仓41进行补充物料时,通过第一称重传感器114可以获取得到对炼钢车间料仓41进行补充物料的地下料仓11内物料的减少量,通过第二称重传感器411可以获取得到进行补充物料的炼钢车间料仓41内物料的增加量,基于减少量和增加量可以统计得到物料的自然损耗和实际消耗。
105.当需要对高炉矿槽系统5中的高炉料仓51进行补充物料时,同样的,接收下达的作业计划,按照上料频次和上料时间优先级将上料的作业进行排序。通过第三称重传感器511读取每一个高炉料仓51内物料的重量,并判断高炉料仓51内物料的重量是否达到预设料位,从而得到不达到预设料位的高炉料仓51。将不达到预设料位的高炉料仓51的上料计划提升至最高优先级。
106.当最高优先级的上料作业开始时,通过第二定位单元24确定第二卸料车23的位置。当第二卸料车23的位置到达上料计划中最高优先级的高炉料仓51后,控制地下料仓系统1中相对应的地下料仓11的第一给料机115启动开始给料。物料通过带式输送机构2输出至高炉矿槽系统5中的第二卸料车23处,通过第二卸料车23卸料至上料计划中最高优先级的高炉料仓51内。通过第三称重传感器511读取上料计划中最高优先级的高炉料仓51内物料的重量,当上料计划中最高优先级的高炉料仓51内物料的重量满足要求后,控制地下料仓系统1中相对应的地下料仓11的第一给料机115停止给料。
107.在控制地下料仓系统1中相对应的地下料仓11的第一给料机115停止给料后,带式输送机构2上已经存在的物料继续输出至高炉矿槽系统5中的第二卸料车23处,通过第二卸
料车23卸料至上料计划中最高优先级的高炉料仓51内,直至第三称重传感器511读取上料计划中最高优先级的高炉料仓51内物料的重量不再继续变化,则开始执行下一个上料作业。
108.在上述过程中,达到预设料位的高炉料仓51也可以同时向后续的筛分设备陆续进行给料,相对应的高炉料仓51的第三称重传感器511实时称量高炉料仓51内物料的重量,当不达到预设料位时,将该不达到预设料位的高炉料仓51的上料计划提升至最高优先级。通过上述方式,当在对上料计划中最高优先级的高炉料仓51进行补料时,若后续的筛分设备需要进行投料,则达到预设料位的高炉料仓51可以开启第三给料机512或闸门513以向后续的筛分设备进行给料,从而实现一边从地下料仓系统1进行上料,一边通过高炉矿槽系统5向筛分设备进行给料。
109.同理,当需要对高炉矿槽系统5中的高炉料仓51进行补充物料时,通过第一称重传感器114可以获取得到对高炉料仓51进行补充物料的地下料仓11内物料的减少量,通过第三称重传感器511可以获取得到进行补充物料的高炉料仓51内物料的增加量,基于减少量和增加量可以统计得到物料的自然损耗和实际消耗。
110.无论是炼钢和炼铁车间,还是其它需要上料的车间如混匀配料槽、烧结、球团、电炉、精炼、喷煤制粉站、石灰窑等,其料仓均可以采用上述上料系统的控制方法。
111.本技术可以真正的实现全程无人值守,智能化运行,实现无人参与上料,大大降低工人的劳动强度。其次,可以通过称重传感器自动判断不同的料仓需要上料的料种和料量,避免了人工选择流程产生的上错料问题,或者上料过量产生溢料事故,从而给上料系统的长期稳定运行提供了有力保障,相比于以往使用的料位计,料位计误差巨大、故障多,根本无法智能运行;另外,通过具有车牌识别单元的智能门闸3可以使得运输物料的车辆仅能进入相对应正确的地下料仓11,这样就避免了唯一需要人员参与的环节发生卸错料的问题;而且,通过第一称重传感器114可以实时准确的跟踪地下料仓11的料量,可以让上料车辆提前备料,从而避免产生缺料事故的发生。最后,通过跟踪地下料仓11的供料量和车间内料仓的进料量,可以判断是否有洒料,并可以统计出物料的自然损耗和实际消耗。
112.披露的所有文章和参考资料,包括专利申请和出版物,出于各种目的通过援引结合于此。描述组合的术语“基本由
…
构成”应该包括所确定的元件、成分、部件或步骤以及实质上没有影响该组合的基本新颖特征的其他元件、成分、部件或步骤。使用术语“包含”或“包括”来描述这里的元件、成分、部件或步骤的组合也想到了基本由这些元件、成分、部件或步骤构成的实施方式。这里通过使用术语“可以”,旨在说明“可以”包括的所描述的任何属性都是可选的。多个元件、成分、部件或步骤能够由单个集成元件、成分、部件或步骤来提供。另选地,单个集成元件、成分、部件或步骤可以被分成分离的多个元件、成分、部件或步骤。用来描述元件、成分、部件或步骤的公开“一”或“一个”并不说为了排除其他的元件、成分、部件或步骤。
113.本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1